- 通信電纜的接續工藝和電纜接頭封焊規范要求
通信電纜的接續工藝解析
全塑電纜結構、色譜認識及線序編排
一、目的 1、 解全塑電纜的結構。
2、熟悉全塑電纜色譜。
3、正確進行全塑電纜芯線線序編排。
4、能根據色譜判斷線序,能根據線序判斷色譜。
二、內容
1、全塑電纜及其結構:凡是電纜的芯線絕緣層、纜芯包帶層、扎帶和護套均采用高分子聚合物塑料制成的電纜稱為全塑市內通信電纜。全塑電纜在結構上主要由纜芯(主要由芯線、芯線絕緣、纜芯絕緣、纜芯扎帶及包帶層等組成)、屏蔽層、護套和外護層構成。
2、電纜型號及識別:電纜型號是識別電纜規格程式和用途的代號。按照用途、芯線結構、導線材料、絕緣材料、護層材料、外護層材料等,分別用不同的漢語拼音字母和數字來表示,稱為電纜型號。如下圖所示:
?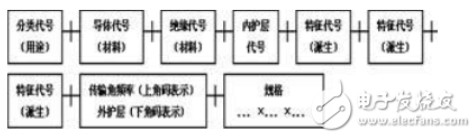
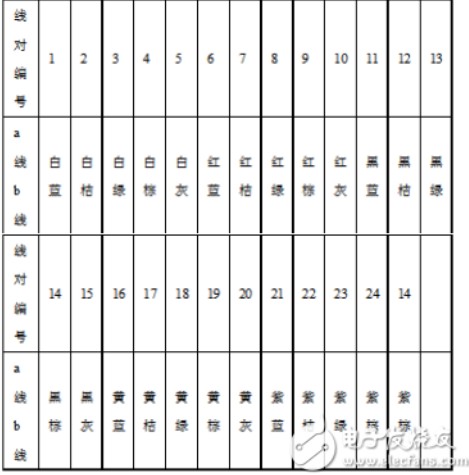
[示例]HYA—100×2×0.5表示銅芯、實心聚烯烴絕緣、涂塑鋁帶粘接屏蔽、容量100對、對絞式、線徑為0.5MM的市內通信全塑電纜。 3、全色譜的含義:是指電纜中的任何一對芯線,都可以通過各級單位的扎帶顏色以及線對的顏色來識別,換句話說給出線號就可以找出線對,拿出線對就可以說出線號。 4、色譜:采用十種顏色(領示色表示A線、循環色表示B線、) A線:白、 紅、 黑、 黃、 紫 B線:藍、 橘、 綠、 棕、 灰 對絞線對中各包含一根A線和一根B線,循環成25對為一個子單位。色譜依次為:
?
25對基本單位結構如下圖:
?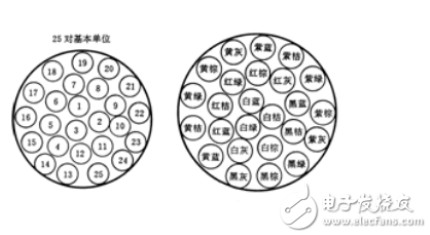
50對的單位稱超單位,它是由2個25對基本單位 [或含有兩個12對和兩個13對的子單位即2×(12+13)對組成]或5個10對基本單位組成。 100對超單位是由4個25對的基本單位[(4×25)對]或L0個10對的基本單位[(10×10)對]組成。 5、備用線對及其色譜:為了保證成品電纜具有完好的標稱對數,100對及以上的全色譜單位式電纜中設置備用線對(又叫做預備線對),其數量均為標稱對數的1%,最多不超過6對(其中0.32及以下線徑最多不超過10對),備用線對作為一個預備單位或單獨線對置于纜芯的間隙中。其線序和色譜如下表:
?
三、工具器材 開纜工具(開纜刀、電工刀、剪刀)、各種電纜線材
四、步驟 1、 識別電纜型號:依據電纜廠家說明書、電纜盤標記或電纜外護層上的白色印記。
2、拗正、固定電纜:電纜一定要順直、嚴禁造成扭絞,影響傳輸性能。
3、開剝電纜:正確使用開纜刀開剝電纜,注意開口長度,(一定要謹慎,注意不要傷及芯線、不得造成芯線散把)。
4、利用扎帶區分各超單位(100對或50對)并將其按規范要求扎緊。
5、 編排電纜芯線編排線序:使用舊電纜絕緣芯線對剛開剝的電纜芯線進行編線,5對一組、25對一個循環,編線要緊、間隔均勻、工藝美觀整齊,注意不得漏線、錯線。編好后一定要注意檢查。
6、 正確識別芯線色譜及線序,達到熟練程度。 (二)扣式接線子接續 一、目的 掌握扣式接線子接續法的操作方法及技術要求、能正確熟練地利用扣式接線子進行全塑電纜芯線接續。
五、要求
1、 不出現障礙線對,A、B線正確。
2、 接線正確、熟練,接線子排列整齊、規范
內容 1、 塑電纜芯線接續是全塑電纜敷設施工中的一個重要組成部分。在質量上要求較高: 必須接續可靠和長時期保持應有的性能,以保證通信暢通;要求施工有較高的效率、勞動強度低、操作簡便、易于掌握;要求工料費少;適合架空、直埋或管道等各種使用場合。 全塑電纜芯線接續技術主要采用接線子壓接法:如美國(3M公司)生產的扣式接線子與模塊式接線子的接線法;英國(BICC公司、EGERTON公司)生產的套管式(B型)與槽式(6號)接線子接線法;日本生產使用的銷釘式接線子接線法等。我國全塑電纜芯線的接續方法主要采用扣式接線子和模塊式接線子接續法。
? ? ? ? ? ? ?
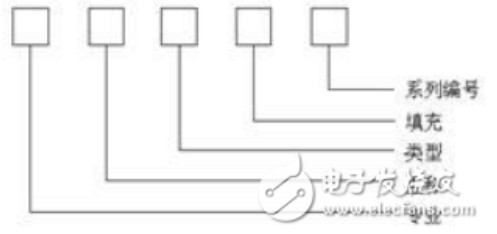
? ? ? ? ? ? ? ? 2、 分類必須符合原郵電部標準《市內通信電纜接線子》(YD334—87)的規定,其型號編寫方法如下:
?
3、塑電纜芯線接續的一般規定為: (1)電纜芯線接續前,應核對電纜程式、對數,檢查端別,如有不符合規定者應及時返修,合格后方可進行電纜接續。
(2)全塑電纜芯線接續必須采用壓接法,不得采用扭接法。
(3)電纜芯線的直接、復接線序必須與設計要求相符,全色譜電纜必須色譜、色帶對應接續。
(4)電纜芯線接續不應產生混線、斷線、地氣、串音及接觸不良,接續后應保證電纜的標稱對數全部合格。
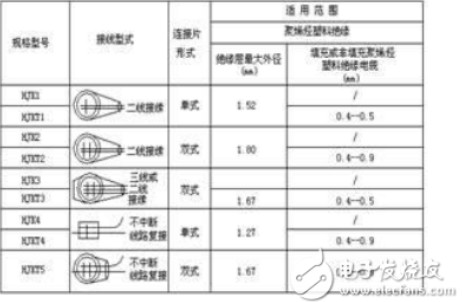
4、 扣式接線子(HJK)接續法是我國廣泛采用的小對數全塑全色譜電纜芯線接續方式。扣式接線子,它由三部分組成:扣身、扣帽、“U”形卡接片。
5、國產扣式接線子的程式及使用范圍
6、扣式接線子壓接鉗 扣式接線子壓接時,為了保證接續良好,要求將待接續的接線子完全放入鉗口內,鉗口要平行夾住接線子扣蓋和扣身上下兩個平面,,鉗口張合時應完全平行不可偏斜。壓接鉗如下圖所示。
?
四、工具器材 壓接鉗、電工刀、剪刀、小鐵錘、鋼卷尺、鋼絲鉗、扣式接線子、全塑電纜
? ? ?
? ? ? ?五、步驟 1.扣式接線子接續方法一般適用于300對以下電纜,或在大對數電纜中接續分歧電纜。
?
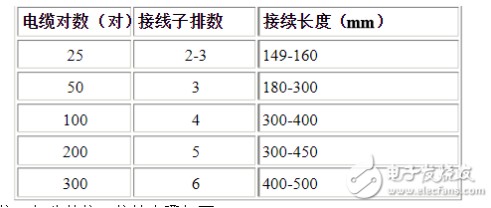
? ? ? ? ? ? ? ? ? ? ?2.全塑電纜接續長度及扣式接線子的排數應根據電纜對數、電纜直徑及封合套管的規格等來
確定接線子排列及接續長度見下表。
?
3. 直接口與分歧接口接續步驟如下:
? ? ? ?(1)根據電纜對數、接線子排數,電纜芯線留長應不小于接續長度的1.5倍。
(2)剝開電纜護套后,按色譜挑出第一個超單位線束,將其他超單位線束折回電纜兩側,臨時用包帶捆扎,以便操作,將第一個超單位線束編好線序。
(3)把待接續單位的局方及用戶側的第一對線(4根),或三端(復接、6根)芯線在接續扭線點疏扭3~4花,留長5CM,對齊剪去多余部分,要求四根導線平直、無鉤彎。A線與A線、B線與B線壓接。
(4)將芯線插入接線子進線孔內[直接口:兩根A線(或B線)插入二線接線孔內。復接:將三根A線(或B線)插入三線接線孔內]。必須觀察芯線是否插到底。
(5)芯線插好后,將接線子放置在壓接鉗鉗口中,可先用壓接鉗壓一下扣帽,觀察接線子扣帽是否平行壓入扣身并與殼體齊平,然后再一次壓接到底。用力要均勻,扣帽要壓實壓平,如有異常,可重新壓接。 (6)壓接后用手輕拉一下芯線,防止壓接時芯線跑出沒有壓牢。
(三)全塑電纜接頭熱縮套管封合方法
一、目的 掌握熱縮套管的封合操作方法及標準要求
二、要求 熱縮套管的型號、選用及其封合操作,正確使用噴燈。
三、內容 1、全塑電纜接續套管及其安裝的技術要求:全塑電纜線路的外界環境復雜、多變,外界影響因素較多。既要考慮經常性因素,如夏季烈日照射、嚴冬的低溫和冰凌、風雨和氣溫變化、以及潮氣水份帶來的影響;又要考慮突發現象如雷電、臺風、地震的影響和電力燒傷、直流管線的泄漏腐蝕等影響。根據電纜線路的維護經驗,電纜線路的故障大部分發生在電纜接頭封合處,因此選用合適的封合材料和方式正確進行全塑電纜接頭封合對設計、施工和維護工作具有極其重要的意義。
2、 全塑電纜接頭封合的技術要求
(1)具有較強的機械強度,接頭應能承受一定的壓力和拉力。
(2)具有良好的密封性,能達到氣閉要求。
(3)便于施工和維護方便,操作簡單。
(4)具有較長的使用壽命。
3、 熱縮套管的選型 根據電纜外徑、接頭開長、接頭外徑、電纜保氣要求,選擇進口、國產產品。部分國產、進口熱縮套管的規格分別見下表。
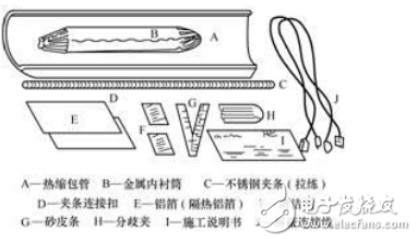
4、熱縮套管組件國產熱縮套管RSB熱縮套管組件如下圖。
?
四、工具材料 電工刀、剪刀、小鐵錘、熱縮套管及配套材料、噴燈、全塑電纜、手套。
步驟 1、電纜芯線接續完畢后,在電纜兩端口處,安裝專用屏蔽線。
2、對已接續芯線進行包扎。如圖4—1。
3、在電纜接續部位,安裝金屬內襯套管,并把縱剖面拼縫用鋁箔條,或用PVC膠帶粘接固定
4、把內襯管的兩端全部用PVC膠帶進行纏包
5、用清潔劑清潔內襯管的兩端電纜外護套,長度為200MM
6、再用砂布條打磨電纜清潔部位
7、在熱縮套管兩側向內側20毫米處的電纜護套劃上標記
8、把隔熱鋁箔貼纏在電纜所劃的標記外部
9、用鈍滑工具平整隔熱鋁箔
10、用噴燈加熱金屬內襯管和鋁箔之間的電纜護層約10S,其表面溫度為600左右
10、用噴燈加熱金屬內襯管和鋁箔之間的電纜護層約10S,其表面溫度為600左右
11、將熱縮套管居中裝在接頭上,如遇有分支電纜時,應裝上分歧夾
12、分歧電纜一端,距熱縮套管150毫米處應用扎線永久綁扎固定后,方可進行加溫烘烤熱縮套管
13、用噴燈首先對熱縮管夾條(拉鏈)兩側進行加熱,使熱縮管拉鏈兩側先收縮,然后再從熱縮管中下方加熱
14、熱縮套管下方加溫收縮后,噴燈向兩端(先從任一端)圓周移動加熱,溫度指示漆應均變色,直至完全收縮,再把噴燈移到另一端也是圓周移動加熱,直至整個熱縮管收縮成型,見圖4—13。
15、整個熱縮套管加熱成形后,再對整個夾條(拉鏈)兩側均勻加熱約一分鐘左右,然后用錘子柄輕敲打熱縮管兩端彎頭處夾條(拉鏈),使熱縮套管夾條(拉鏈)與內襯套緊密粘合,見圖4—14
16、整個熱縮套管加熱成形,應平整、無折皺、無燒焦現象,溫度指示漆應均變色,套管兩端應有少量熱熔膠流出,如指示色點沒有完全變色,或套管兩端無熱熔膠流出,應再次用噴燈(中等火焰)對整個熱縮管進行加熱直到達到要求。 17.架空和掛墻電纜接頭固定,要求接頭位置稍高于電纜,形成接頭兩端自然下垂,使雨水往兩端流,接頭的夾條(拉鏈)必須安放在電纜的下放。見圖4—15
非常好我支持^.^
(3) 100%
不好我反對
(0) 0%
相關閱讀:
- [工業控制] 基于SMC-SI-EX245系列模塊的先導閥壓力故障分析 2023-10-13
- [電子說] PLC與計算機如何進行通信連接 2023-08-28
- [工業控制] 關于plc的十種實用技巧盤點 2023-08-23
- [電子說] 通信電纜分類細則來啦 2023-06-26
- [工業控制] PLC與PC連接的通信原理解析 2023-05-22
- [今日頭條] 激光焊接機在密封焊的工藝優勢 2022-11-21
- [電子說] 通信電纜的分類方法 2022-07-11
- [電子說] 線束測試儀的應用、基本功能及構成 2022-05-05
( 發表人:彭菁 )