 PCB組件回流焊接的關鍵技術是什么
PCB組件回流焊接的關鍵技術是什么
【維文信PCBworld】回流焊接技術是現代電子產品組裝工藝中最常用的技術,而回流焊溫度曲線的設置是PCB組件回流焊接過程中最關鍵的技術。本文描述回流焊溫度曲線設置和優化的一些方法和技術探討。
電子工業常被稱為是成熟的工業,而PCB的回流焊接工藝被認為是一種非常成熟的技術,但是新的挑戰也不斷出現。例如:現有的元件尺寸從01005到50mmX50mm的都有,且分布在組裝密度非常高的雙面PCB上。所選器件的布局、元件尺寸、封裝形式和熱容以及不同的熱敏感元件的最大允許溫度和不同配方的焊料和焊劑等問題。沒有考慮上述問題的回流焊溫度曲線會產生不可接受的焊點、失效的元件和整體更低的可靠性。所以對回流焊溫度曲線設置和優化進行探討是非常有必要的。
以最常用的無鉛錫膏Sn96.5Ag3.0Cu0.5錫銀銅合金為例,介紹理想的回流焊溫度曲線設定優化方案和分析其原理。
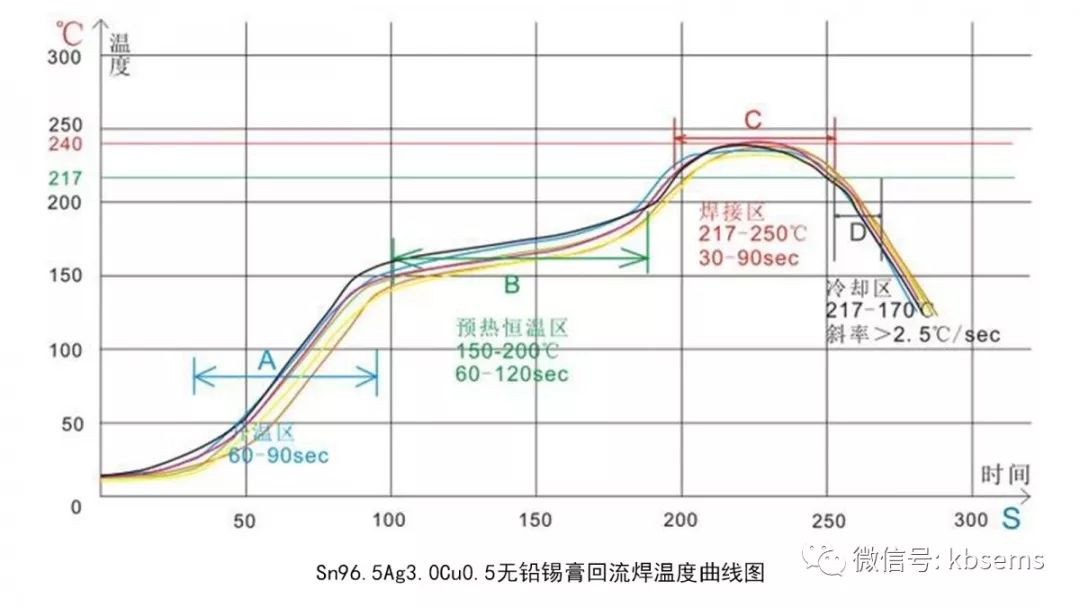
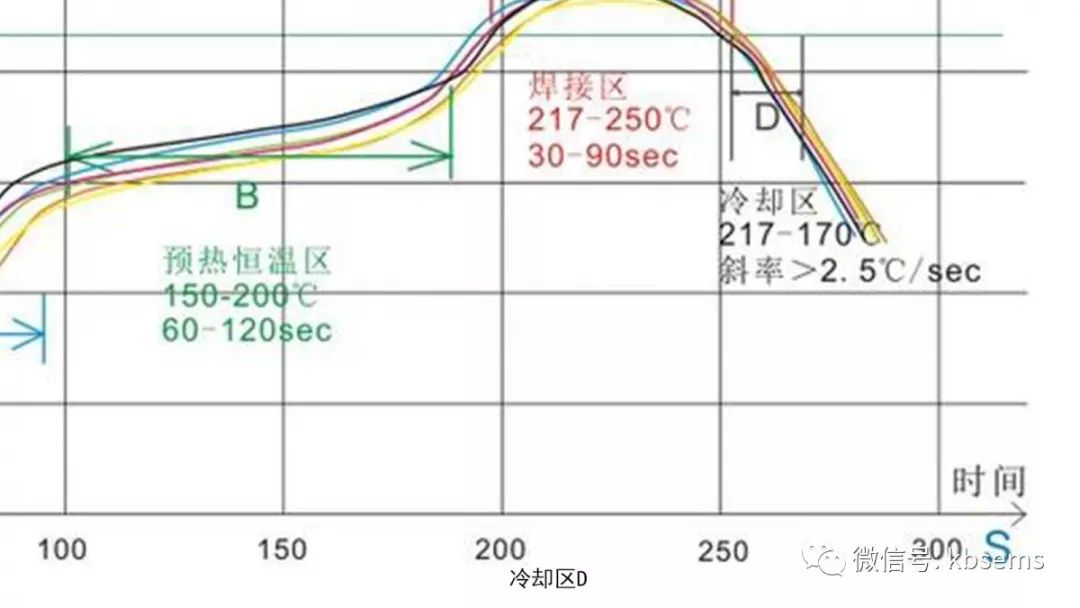
以上圖片為典型的SAC305合金無鉛錫膏回流焊溫度曲線圖。構成曲線的每一個點代表了對應PCB上測溫點在過爐時相應時間測得的溫度,把這些點連接起來,就得到了連續變化的曲線。也可以看做PCB上測試點的溫度在爐子內隨著時間變化的過程。
通常把這個曲線分成4個區域,就得到了PCB在通過回流焊時某一個區域所經歷的時間。在這里斜率的概念是表示PCB受熱后升溫的速率,它是溫度曲線中重要的工藝參數。圖中A、B、C、D四個區段,分別為定義為A:升溫區 ,B:預熱恒溫區(保溫區或活化區),C:回流焊接區(焊接區或Reflow區),D:冷卻區。
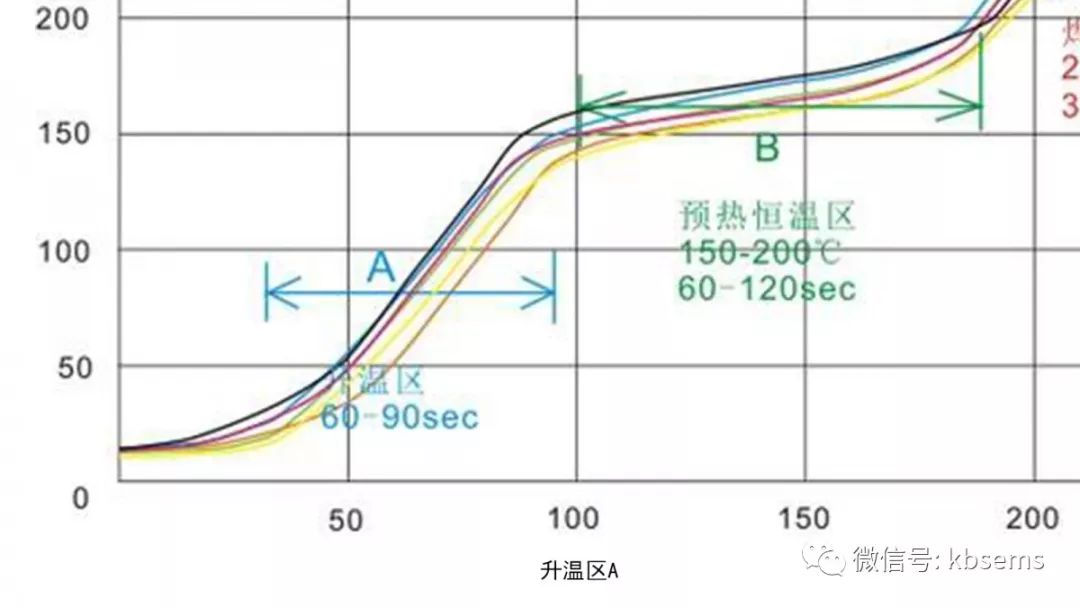
升溫區A
PCB進入回流焊鏈條或網帶,從室溫開始受熱到150℃的區域叫做升溫區。升溫區的時間設置在60-90秒,斜率控制在1-3之間。
此區域內PCB板上的元器件溫度相對較快的線性上升,錫膏中的低沸點溶劑開始部分揮發。若斜率太大,升溫速率過快,錫膏勢必由于低沸點溶劑的快速揮發或者水氣迅速沸騰而發生飛濺,從而在爐后發生“錫珠”缺陷。過大的斜率也會由于熱應力的原因造成例如陶瓷電容微裂、PCB板變形曲翹、BGA內部損壞等機械損傷。升溫過快的另一個不良后果是錫膏無法承受較大的熱沖擊而發生坍塌,這是造成“短路”的原因之一。通常將該區域的斜率實際控制在1.5-2.5之間能得到滿意的效果。
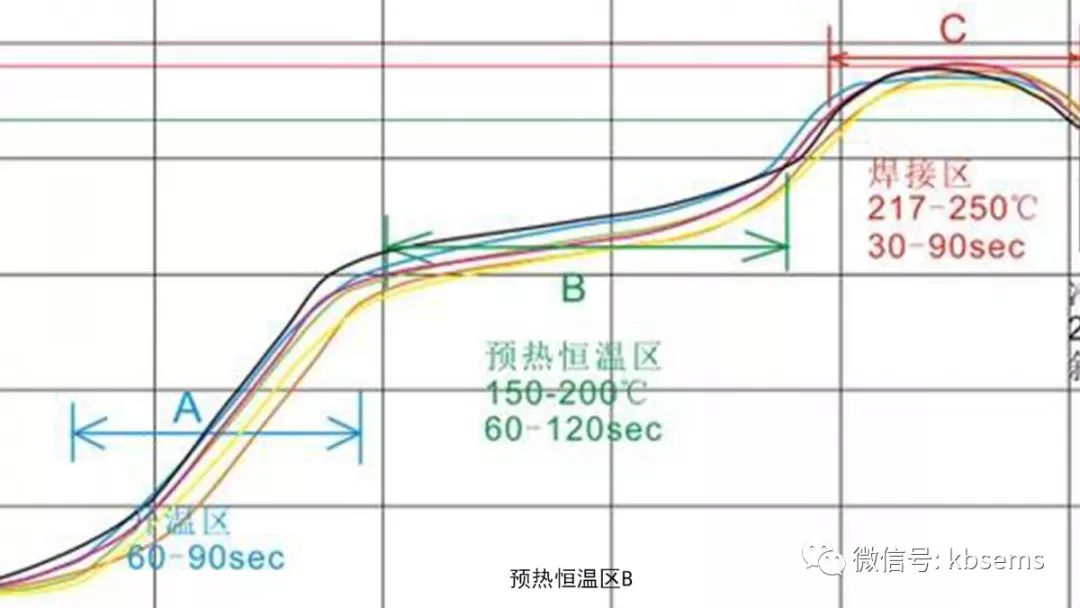
預熱恒溫區B
此區域為保溫區、活化區,該區域PCB表面溫度由150℃平緩上升至200℃,時間窗口在60-120秒之間。PCB板上各個部分緩緩受到熱風加熱,溫度隨時間緩慢上升。斜率在0.3-0.8之間。
此時錫膏中的有機溶劑繼續揮發。活性物質被溫度激活開始發揮作用,清除焊盤表面、零件腳和錫粉合金粉末中的氧化物。恒溫區被設計成平緩升溫的目的是為了兼顧PCB上貼裝的大小不一的元器件能均勻升溫。讓不同尺寸和材料的元器件之間的溫度差逐漸減小,在錫膏熔融之前達到最小的溫差,為在下一個溫度分區內熔融焊接做好準備。這是防止“立碑”缺陷的重要方法。合金錫膏配方里活性劑的活化溫度大都在150-200℃之間,這也是本溫度曲線在這個溫度區間內預熱的原因之一。
需要注意的是:1、預熱時間過短。活性劑與氧化物反應時間不夠,被焊物表面的氧化物未能有效清除。錫膏中的水氣未能完全緩慢蒸發、低沸點溶劑揮發量不足,這將導致焊接時溶劑猛烈沸騰而發生飛濺產生“錫珠”。潤濕不足,可能會產生浸潤不足的“少錫”“虛焊”、“空焊”、“漏銅”的不良。2、預熱時間過長。活性劑消耗過度,在下一個溫度區域焊接區熔融時沒有足夠的活性劑即時清除與隔離高溫產生的氧化物和助焊劑高溫碳化的殘留物。這種情況在爐后的也會表現出“虛焊”、“殘留物發黑”、“焊點灰暗”等不良現象。
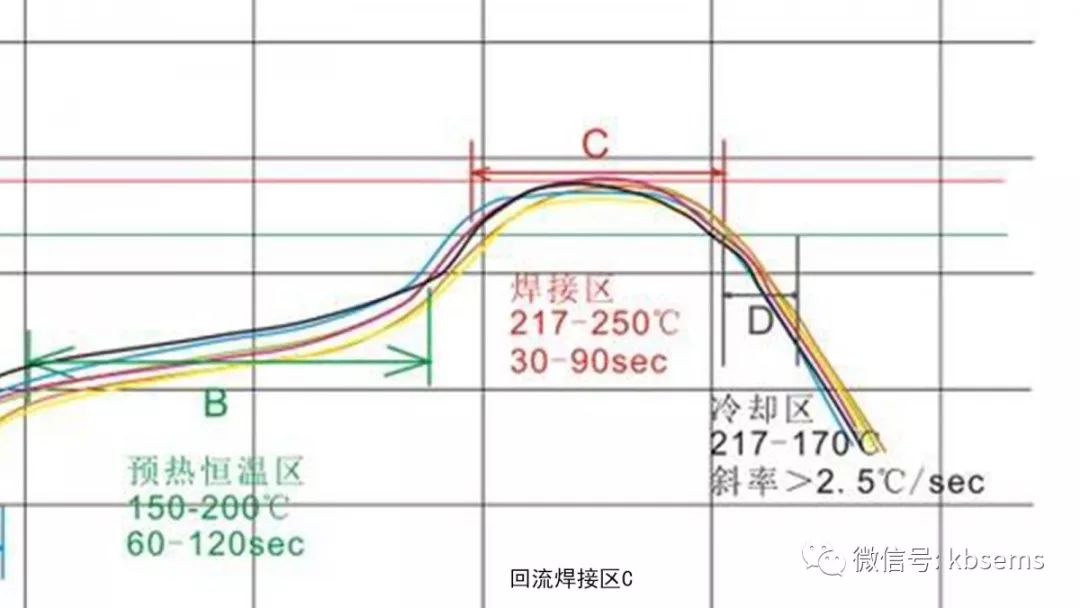
回流焊接區C
回流區又叫焊接區或Refelow區。SAC305合金的熔點在217℃-218℃之間,所以本區域為>217℃的時間,峰值溫度<245℃,時間30-70秒。形成優質焊點的溫度一般在焊料熔點之上15-30℃左右,所以回流區最低峰值溫度應該設置在230℃以上。考慮到Sn96.5Ag3.0Cu0.5無鉛錫膏的熔點已經在217℃以上,為照顧到PCB和元器件不受高溫損壞,峰值溫度最高應控制在250℃以下,筆者所見大部分工廠實際峰值溫度最高在245℃以下。?
預熱區后,PCB板上溫度以相對較快的速率上升到錫粉合金液相線,此時焊料開始熔融,繼續線性升溫到峰值溫度后保持一段時間后開始下降到固相線。
此時錫膏中的各種組分全面發揮作用:松香或樹脂軟化并在焊料周圍形成一層保護膜與氧氣隔絕。表面活性劑被激活用于降低焊料和被焊面之間的表面張力,增強液態焊料的潤濕力。活性劑繼續與氧化物反應,不斷清除高溫產生的氧化物與被碳化物并提供部分流動性,直到反應完全結束。部分添加劑在高溫下分解并揮發不留下殘留物。高沸點溶劑隨著時間不斷揮發,并在回焊結束時完全揮發。穩定劑均勻分布于金屬中和焊點表面保護焊點不受氧化。焊料粉末從固態轉換為液態,并隨著焊劑潤濕擴展。少量不同的金屬發生化學反應生產金屬間化合物,如典型的錫銀銅合金會有Ag3Sn、Cu6Sn5生成。
回焊區是溫度曲線中最核心的區段。峰值溫度過低、時間過短,液態焊料沒有足夠的時間流動潤濕,造成“冷焊”、“虛焊”、“浸潤不良(漏銅)”、“焊點不光亮”和“殘留物多”等缺陷;峰值溫度過高或時間過長,造成“PCB板變形”、“元器件熱損壞”、“殘留物發黑”等等缺陷。它需要在峰值溫度、PCB板和元器件能承受的溫度上限與時間、形成最佳焊接效果的熔融時間之間尋求平衡,以期獲得理想的焊點。
冷卻區D
焊點溫度從液相線開始向下降低的區段稱為冷卻區。通常SAC305合金錫膏的冷卻區一般認為217℃-170℃之間的時間段。
由于液態焊料降溫到液相線以下后就形成固態焊點,形成焊點后的質量短期內肉眼無法判斷,所以很多工廠往往不是很重視冷卻區的設定。然而焊點的冷卻速率關乎焊點的長期可靠性,不能不認真對待。冷卻區的管控要點主要是冷卻速率。經過很多焊錫實驗室研究得出的結論:快速降溫有利于得到穩定可靠的焊點。
通常人們的直覺認為應該緩慢降溫,以抵消各元器件和焊點的熱沖擊。然而,回流焊錫膏釬焊慢速冷卻會形成更多粗大的晶粒,在焊點界面層和內部生較大Ag3Sn、Cu6Sn5等金屬間化合物顆粒。降低焊點機械強度和熱循環壽命,并且有可能造成焊點灰暗光澤度低甚至無光澤。
快速的冷卻能形成平滑均勻而薄的金屬間化物,形成細小富錫枝狀晶和錫基體中彌散的細小晶粒,使焊點力學性能和可靠性得到明顯的提升與改善。
生產應用中,并不是冷卻速率越大越好。要結合回流焊設備的冷卻能力、板子、元器件和焊點能承受的熱沖擊來考量。應該在保證焊點質量時不損害板子和元器件之間尋求平衡。最小冷卻速率應該在2.5℃以上,最佳冷卻速率在3℃以上。考慮到元器件和PCB能承受的熱沖擊,最大冷卻速率應該控制在6-10℃。
-
pcb
+關注
關注
4341文章
23339瀏覽量
405054 -
回流焊
+關注
關注
14文章
498瀏覽量
17262
原文標題:PCB組件回流焊接的關鍵技術——回流焊溫度曲線設定優化
文章出處:【微信號:pcbworld,微信公眾號:PCBworld】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
淺談藍牙模塊貼片加工中的二次回流焊接
真空回流焊接中高鉛錫膏、板級錫膏等區別探析

回流焊流程詳解 回流焊常見故障及解決方法
回流焊時光學檢測方法
PCB回流焊工藝優缺點
回流焊與波峰焊的區別
SMT貼片加工中的回流焊:如何打造完美焊接
關于SMT回流焊接,你了解多少?
關于SMT回流焊接,你了解多少?
pcb板回流焊工藝詳解
SMT錫膏貼片中的回流焊主要作用是什么?

錫膏回流焊接工藝要求
掌握回流焊要領,輕松實現片狀元器件完美焊接!






 工商網監
工商網監
評論