") 在波峰焊和鉛波峰焊接工藝中預熱的主要作用是什么
在波峰焊和鉛波峰焊接工藝中預熱的主要作用是什么

在波峰焊 、鉛波峰焊接工藝中,助焊劑的溶劑成份在通過預熱器時,將會受熱揮發(fā)。從而避免溶劑成份在經(jīng)過液面時高溫氣化造成炸裂的現(xiàn)象發(fā)生,終防止產(chǎn)生錫粒的品質(zhì)隱患。待浸錫產(chǎn)品搭載的部品在通過預熱器時的緩慢升溫,可避免過波時因驟熱產(chǎn)生的物理作用造成部品損傷的情況發(fā)生。
預熱的作用:
a. 將焊劑中的溶劑揮發(fā)掉,這樣可以減少焊接時產(chǎn)生氣體;
b. 焊劑中松香和活性劑開始分解和活性化,可以去除印制板焊盤、元器件端頭和引腳表面的氧化膜以及其它污染物,同時起到保護金屬表面防止發(fā)生再氧化的作用;c. 使印制板和元器件充分預熱,避免焊接時急劇升溫產(chǎn)生熱應力損壞印制板和元器件。
預熱后的部品或端子,在經(jīng)過波時不會因自身溫度較低的因素大幅度降低焊點的焊接溫度,從而確保焊接在規(guī)定的時間內(nèi)達到溫度要求。在波峰焊、鉛波峰焊接工藝中,加裝冷卻裝置的主要目的是加速焊點的凝固,焊點在凝固的時候表面的冷卻和焊點內(nèi)部的冷卻速度將會加大,形成錫裂、縮錫,有的還會從 PCB 板內(nèi)排出氣體形成錫洞、針孔等不良。
加裝了冷卻裝置后,便加速了焊點的冷卻速度,使焊點在脫離波后迅速凝固,大大降低了類似情況的發(fā)生。
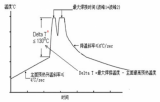
印制板預熱溫度和時間要根據(jù)印制板的大小、厚度、元器件的大小和多少、以及貼裝元器件的多少來確定。預熱溫度在90-130℃(PCB表面溫度),多層板以及有較多貼裝元器件時預熱溫度取上限,不同PCB類型和組裝形式的預熱溫度參考表1。參考時定要結(jié)合組裝板的具體情況,做工藝試驗或試焊后進行設置。預熱時間由傳送帶速度來控制。如預熱溫度偏低或和預熱時間過短,焊劑中的溶劑揮發(fā)不充分,焊接時產(chǎn)生氣體引起氣孔、錫球等焊接缺陷;如預熱溫度偏高或預熱時間過長,焊劑被提前分解,使焊劑失去活性,同樣會引起毛刺、橋接等焊接缺陷。因此要恰當控制預熱溫度和時間,佳的預熱溫度是在波峰焊前涂覆在PCB底面的焊劑帶有粘性。
推薦閱讀:http://m.xsypw.cn/bandaoti/gongyi/20171220605759_a.html
責任編輯:gt
-
pcb
+關注
關注
4362文章
23458瀏覽量
408387 -
元器件
+關注
關注
113文章
4824瀏覽量
94768 -
焊接
+關注
關注
38文章
3408瀏覽量
61220
發(fā)布評論請先 登錄
什么是波峰焊,如何使PCBA組裝自動焊接
波峰焊技術入門:原理、應用與行業(yè)標準
[推薦]波峰焊接技術 波峰焊接故障分析 波峰焊接工藝參數(shù)
回流焊 VS波峰焊
微談波峰焊料對焊接質(zhì)量的影響
波峰焊接后產(chǎn)品虛焊的解決
波峰焊操作流程及焊接的基本工藝
一文知道波峰焊焊接工藝調(diào)試技巧







 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論