") ?KUKA機(jī)器人固定焊鉗的銑削控制
?KUKA機(jī)器人固定焊鉗的銑削控制
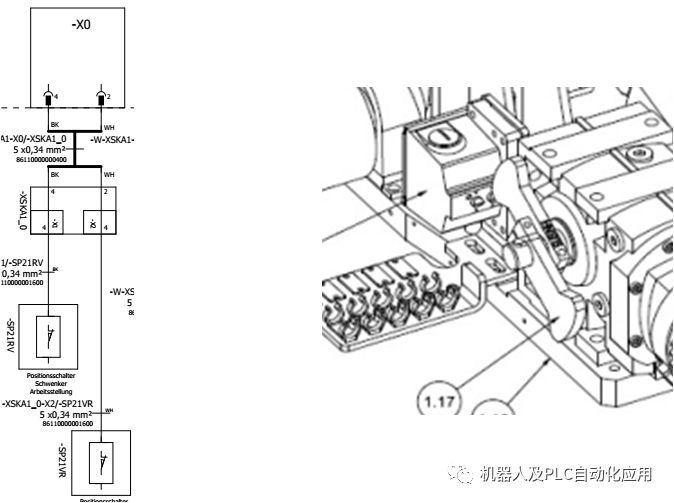
擺臂銑刀的機(jī)械控制示意圖,電機(jī)單方向旋轉(zhuǎn).
常用IO信號(hào):
A 786 焊接控制器銑削復(fù)位
A 842 擺臂伸出/返回 A834銑刀電機(jī)旋轉(zhuǎn)A835銑刀吹氣
E842 擺臂在返回位置
E843 擺臂在伸出位置
E844 在回位的取反信號(hào)
E845 在伸出位的取反信號(hào)
E834 銑刀圈數(shù)檢測(cè)
工作示意圖:
E845與E844的控制電器圖:
O_KS1_M1=842 -A842銑刀旋轉(zhuǎn)-
使用中斷程序關(guān)閉銑刀旋轉(zhuǎn):
GLOBAL INTERRUPT DECL 2 WHEN $IN[I_關(guān)閉KS1_Ruhe] == FALSE DOKS_Abschalten()
當(dāng)有E844時(shí)證明擺臂在伸出位置,這時(shí)會(huì)關(guān)閉電機(jī)旋轉(zhuǎn).
GLOBAL INTERRUPT DECL 3 WHEN $IN[I_KS1_Arbeit] == FALSEDO KS_Abschalten()
當(dāng)有E845時(shí)證明擺臂在返回位置,這時(shí)會(huì)關(guān)閉電機(jī)旋轉(zhuǎn).
GLOBALDEFKS_Abschalten()
關(guān)閉擺臂電機(jī)
$OUT[O_KS1_KYP3V] = FALSE
$OUT[O_KS1_M1] = FALSE-A842電機(jī)旋轉(zhuǎn)-
$OUT[O_KS1_Schw] = FALSE
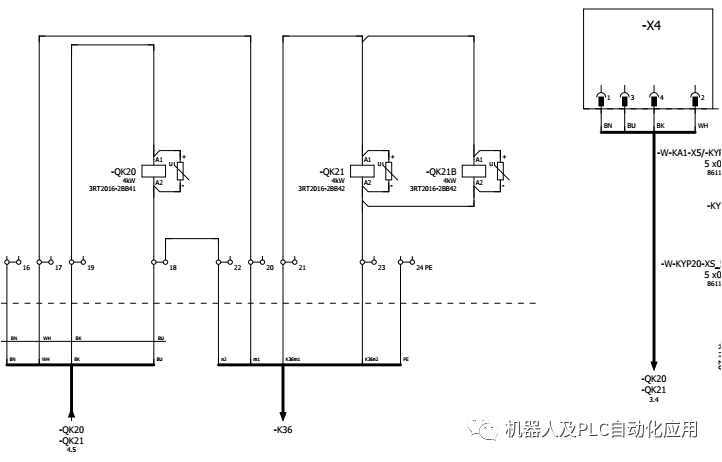
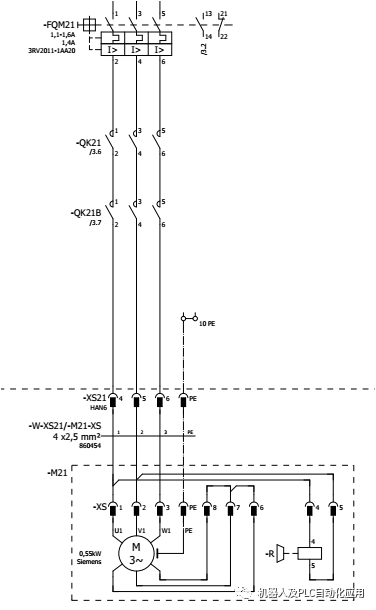
擺臂旋轉(zhuǎn)電機(jī)采用雙繼電器控制:
固定焊鉗MAKROSTEP:
-當(dāng)有銑削時(shí)出現(xiàn)圈數(shù)故障時(shí),會(huì)先把擺臂擺回,然后停在66步等待復(fù)位,如果復(fù)位會(huì)返回到第51部,重新銑削。
-F321-STEP在第2步
-F564,A835 都沒有好使用
F321 = EIN
Schritt 51 = F92 & !F93& A4039 & E13–激活固定焊鉗STEP需要關(guān)閉安全們E13
51步開始
-初始化變量
F122 = AUS
F321 = AUS
F322 = AUS
F323 = AUS
F324 = AUS
F325 = AUS
F326 = AUS
F327 = AUS
F329 = AUS
-初始化計(jì)數(shù)器變量
F94 = AUS
F95 = AUS
F96 = AUS
F97 = AUS
F98 = AUS
F99 = AUS
-初始化銑刀變量
F312 = AUS
F313 = AUS
bin1 ( EIN ) = 31 -給焊鉗程序號(hào)
bin3 ( EIN ) = 31 –給BOSCH程序號(hào)
T8 ( !F334 ) = -2[1/10Sek]
F334 = EIN -STEP已經(jīng)開始運(yùn)行
-給PLC銑電極信號(hào)
A116 = EIN
A130 = EIN
A786 = F830 給BOSCH銑電極數(shù)復(fù)位,F(xiàn)830區(qū)分兩種焊鉗或控制器–一般不激活
A722 = !F830-沒用用于
Schritt 52 = T8 & A4039 -0.2秒后向下
SCHRITT 52-銑刀電機(jī)預(yù)先旋轉(zhuǎn)
F334 = AUS
T7 ( EIN ) = -50[1/10Sek] -5秒檢測(cè)時(shí)間
i1 (EIN) = 0 -計(jì)數(shù)器清0
A834 = EIN -銑刀電機(jī)預(yù)先旋轉(zhuǎn)
Schritt 53 = A4039 -有使能直接去下一步
-在焊鉗不夾時(shí)銑刀電機(jī)先旋轉(zhuǎn)測(cè)試檢測(cè)開關(guān),電機(jī)是否正常工作。
SCHRITT 53 預(yù)轉(zhuǎn)大于2圈就可以
F312 = EIN -激活M97進(jìn)行預(yù)先旋轉(zhuǎn)測(cè)試
F313 = i1 > 2 -計(jì)數(shù)超過2圈后激活F313跳步
Schritt 54 = (F313 + T7) & A4039
SCHRITT 54—關(guān)閉銑刀預(yù)轉(zhuǎn)
F312 = AUS 關(guān)閉M97預(yù)先旋轉(zhuǎn)測(cè)試
t8 ( EIN ) = -100[1/10Sek]
Schritt 55 = A4039
-
機(jī)器人
+關(guān)注
關(guān)注
213文章
29568瀏覽量
211967 -
焊接
+關(guān)注
關(guān)注
38文章
3402瀏覽量
61106 -
機(jī)械控制
+關(guān)注
關(guān)注
0文章
15瀏覽量
8191
原文標(biāo)題:?KUKA機(jī)器人固定焊鉗的銑削控制
文章出處:【微信號(hào):gh_a8b121171b08,微信公眾號(hào):機(jī)器人及PLC自動(dòng)化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
盤點(diǎn)#機(jī)器人開發(fā)平臺(tái)
【「# ROS 2智能機(jī)器人開發(fā)實(shí)踐」閱讀體驗(yàn)】機(jī)器人入門的引路書
【「# ROS 2智能機(jī)器人開發(fā)實(shí)踐」閱讀體驗(yàn)】+內(nèi)容初識(shí)
安森美圖像傳感器在機(jī)器人領(lǐng)域的應(yīng)用
庫(kù)卡KUKA機(jī)器人常見故障維修
KUKA機(jī)器人編程說明(英文)
【「具身智能機(jī)器人系統(tǒng)」閱讀體驗(yàn)】2.具身智能機(jī)器人的基礎(chǔ)模塊
【「具身智能機(jī)器人系統(tǒng)」閱讀體驗(yàn)】2.具身智能機(jī)器人大模型
【「具身智能機(jī)器人系統(tǒng)」閱讀體驗(yàn)】1.初步理解具身智能
鴻蒙機(jī)器人與鴻蒙開發(fā)板聯(lián)動(dòng)演示
智能升級(jí):機(jī)器人焊鉗修磨機(jī)VS傳統(tǒng)修磨機(jī),效率與質(zhì)量的雙重飛躍
伺服控制機(jī)器人的控制方式有哪些
柔性機(jī)器人與剛性機(jī)器人區(qū)別與聯(lián)系






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論