 說一下ARPLAS單邊焊
說一下ARPLAS單邊焊

阿普拉斯焊接技術以普通電阻焊為基礎,但是使用完全不同的參數。
對比圖

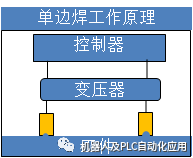
ARPLAS的結構示意圖,說白了就大電流短時間焊接。
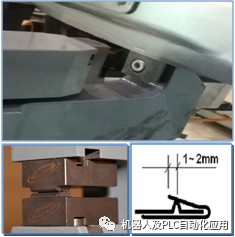
焊點凸臺

焊接時間短 (約4毫秒)、電流電流大,能夠減小熱影響區。
傳統電阻焊中普遍存在的熱應力,在采用阿普拉斯技術焊接的工件中幾乎不存在。因此,工件變形小。
不需要水冷系統。

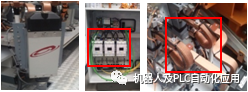
沖壓出焊點凸臺的設備
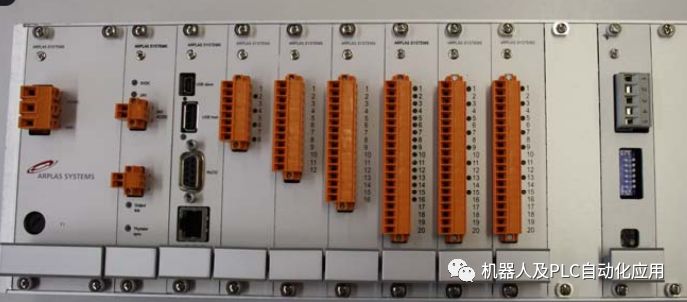
焊接質量控制單元
主要的焊點的質量參數

?優化焊接參數,增加焊接電流百分比,起到增加焊接電流的作用。

?調整機器人軌跡,使得凸臺在電極中心位置,滿足焊接要求,可以避免開焊。
焊接小辮處有毛邊,在工作過程中與氣缸邊緣接觸容易產生分流,需要消除分流現象。

焊接過程只對壓力曲線進行監控,下圖是壓力曲線

焊接壓力不能通過軟件調節,只能監控,焊接壓力監控范圍的設定

聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
電流
+關注
關注
40文章
7133瀏覽量
134891 -
焊接技術
+關注
關注
2文章
174瀏覽量
18548
原文標題:今天說一下ARPLAS單邊焊
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
熱點推薦
“碰一下”支付終端應用在酒店:智能無卡入住與客房控制
“碰一下”支付終端和“碰一下”支付機具今年已在各種餐飲零售門店推廣應用。就連天波小編家附近的村口小超市也用上了“碰一下”支付終端。近日,鹵味龍頭企業絕味食品宣布,全國門店將接入“支付寶碰一下

碰一下終端,讓自助售貨機秒變 “家里的冰箱”
繼刷臉支付后,支付寶近日又推出了新的支付方式——碰一下支付。只需將手機輕輕靠近支付寶“碰一下”支付終端,即可完成支付,比以往要先解鎖手機,調出APP的付款碼再支付的操作環節要便捷和省時許多。“碰一下
影響激光錫焊效果的關鍵因素
激光錫焊焊接質量好,效率高,受到很多廠商的歡迎。那么激光錫焊的效率受哪些因素影響呢?松盛光電來給大家介紹分享,來了解一下吧。

激光錫焊在汽車零部件制造中的應用
汽車是一個很龐大的產業,有很多零部件都可以采用激光錫焊的方式進行焊接。松盛光電來給大家介紹可以用于激光錫焊的零部件,來了解一下吧。
激光錫焊在連接器焊接中的優勢
中國是世界上最大的連接器生產基地,而在連接器的生產過程中需要用到非常關鍵的一項技術,那就是激光錫焊。電子產品中幾乎都會用到連接器,松盛光電來分享一下哪些連接器產品適合用激光錫焊。
“碰一下”支付背后的4G技術
不知道你是否有留意,近期,在線下支付場景中,多了一個支付寶“碰一下”支付的設備,只需要“解鎖手機—碰一下—確認”即可完成支付,對比打開付款碼支付,步驟確實更加簡潔。
支付寶發布新一代AI視覺搜索“探一下”
支付寶近日正式推出了基于自研多模態大模型技術的新一代AI視覺搜索產品——“探一下”。這一創新產品的問世,標志著支付寶在AI技術應用領域邁出了重要一步。 “探
SMT錫膏貼片虛焊假焊不良原因分析
不穩定。虛焊甚至不能被后續的ICT和FCT測試所發現,從而導致有問題的產品流向市場,甚至使品牌和信譽蒙受巨大損失。下面佳金源錫膏廠家來講解一下虛焊假焊的

問一下各位大佬有關CRC的問題
:
1.這個CRC的公式為什么是從小到大,正常不是x8+x2+x+1這種從大到小嗎,會有什么不一樣嗎
2.這個表達式說g(x)=1+x+x3,那么如果按照從小到大的話就是1101了
3.后面那個初始值“111”是什么意思,被除數后面補上111然后再參與運算嗎
求各位大佬幫
發表于 09-25 16:03
焊盤與焊盤的距離規則怎么設置
間距,以確保元件能夠正確安裝。 焊接技術 :不同的焊接技術(如波峰焊、回流焊)可能要求不同的最小間距。 1.2 最大間距 熱膨脹 :過大的間距可能導致熱膨脹不均勻,影響電路板的穩定性。 機械應力 :過大的間距可能導致電路板在機械應力下
OPA548在采用PCB敷銅散熱時,散熱焊盤是否需要接到地平面?
OPA548(DDPAK封裝)在采用PCB敷銅散熱時,有兩個問題,請教一下:
1)散熱焊盤是否需要接到地平面?我看到有人說有些片子需要接地,因為散熱焊盤是襯底,需提供穩定的電位。
2
發表于 08-27 07:14
PCBA錫膏加工虛焊和假焊的危害有哪些?
焊點接觸不良,從而影響電流傳輸和信號傳輸的可靠性。下面深圳佳金源錫膏廠家為大家介紹一下:虛焊的危害主要體現在以下幾個方面:電流傳輸不良:虛焊會導致焊點接觸不良,電






 工商網監
工商網監
評論