") 一種波峰焊工藝陶瓷電容的失效案例
一種波峰焊工藝陶瓷電容的失效案例
本文系中興通訊股份有限公司投稿的論文。
作者:楊航,王波,丁亭鑫。
1. 前言
多層陶瓷電容器(Multilayer ceramics capacitors, MLCCs)具有小尺寸、大容量等特征,作為應(yīng)用最廣泛且最重要的被動元器件之一,在通信和電子設(shè)備中大量使用,尤其是隨著5G以及汽車行業(yè)的興起,陶瓷電容的使用量逐年增長。MLCC是由印好內(nèi)電極的陶瓷介質(zhì)膜片,以錯位的方式疊合起來,經(jīng)過一次性高溫?zé)Y(jié)形成陶瓷芯片,再在芯片的兩端封上外電極,從而形成一個類似獨石的結(jié)構(gòu)體。MLCC常見的失效模式可總結(jié)為短路、開路和參數(shù)漂移三種,這三種失效模式占總失效的比例約為73%,16%和11%[1]。MLCC絕緣電阻(IR)降低是造成短路的主要原因。從宏觀上看,機(jī)械應(yīng)力裂紋、熱應(yīng)力裂紋以及電擊穿都有可能造成MLCC絕緣電阻降低從而引起短路。從微觀層面分析,氧空位遷移模型是目前解釋MLCC介質(zhì)材料性能退化、絕緣電阻降低認(rèn)可度最高也是最經(jīng)典的模型[2]。
回流焊和波峰焊是目前最為常見的兩種電子裝聯(lián)工藝。回流焊又叫再流焊,通常是使用印刷的方法將錫膏涂覆在PCB焊盤上,再通過貼片機(jī)在錫膏上面放置元器件,然后加熱使錫膏熔化,即再次流動,從而實現(xiàn)連接。而波峰焊是將熔融的液態(tài)焊料借助泵的作用,在焊料液面形成一種特定形狀的波峰,同時裝載了元器件的PCB以某一特定角度及一定的浸入深度穿過焊料波峰來實現(xiàn)連接點的焊接過程。回流焊和波峰焊工藝主要區(qū)別之一有:回流焊印刷的錫膏中已含有一定成分的助焊劑,在焊接過程中無需額外添加;而波峰焊在焊接過程中需噴涂大量助焊劑,從而保證焊接質(zhì)量。
MLCC作為一種貼片器件,通常情況下是通過回流焊工藝進(jìn)行裝聯(lián),但對于插件器件較多的單板,為提高生產(chǎn)效率也有可能通過波峰焊將陶瓷電容和插件器件同時焊接。
本文主要介紹波峰焊工藝焊接的MLCC,在服役一段時間后出現(xiàn)絕緣電阻降低的案例,并從微觀的角度進(jìn)行失效分析。
2. 失效分析
2.1 電性能測試
該電容(溫度特性:X7R,電壓:10V,容值:10μF±10%,封裝:1206)通過紅膠粘附在PCB上,然后經(jīng)過波峰焊實現(xiàn)焊接。在100℃,5V條件下服役半年至一年時間后出現(xiàn)IR降低的現(xiàn)象,失效電容電性能測試結(jié)果如表1。
從電性能來看兩顆失效電容的容值和損耗均在規(guī)格范圍內(nèi),但在室溫下絕緣電阻均小于2MΩ,已經(jīng)低于規(guī)格要求的10MΩ。使用熱風(fēng)槍對電容進(jìn)行加熱后,兩顆電容絕緣電阻急劇下降,在60℃左右時已經(jīng)低于200KΩ。
表1 失效電容電性能測試結(jié)果
| 容值 | 損耗 | 絕緣電阻(室溫) | 絕緣電阻(60℃) | |
| 測試值1# | 10.25 | 6.68 | 1.2MΩ | <200KΩ |
| 測試值2# | 10.33 | 6.38 | 1.8MΩ | <200KΩ |
| 規(guī)格值 | 9~11μF | 7.5% max | 10MΩ | / |
| 判定 | OK | OK | NG | NG |
2.2 外觀及元素分析
從圖1可以看到,電容通過紅膠粘接的方式再經(jīng)過波峰焊焊接在PCB上。將電容從PCB上取下觀察,外觀未發(fā)現(xiàn)存在明顯異物以及連錫的情況,同時也未發(fā)現(xiàn)明顯可見的裂紋。
在對電容進(jìn)行破壞性分析之前,對電容表面進(jìn)行了EPMA(Electron Probe Micro-analyzer)元素分析。從結(jié)果可以看到,除了Ba、Ti等電容本身的成分外,失效電容焊接面端子處存在大量Pb元素,這是因為使用的是有鉛焊錫;同時也存在大量的Br和少量的Cl元素。
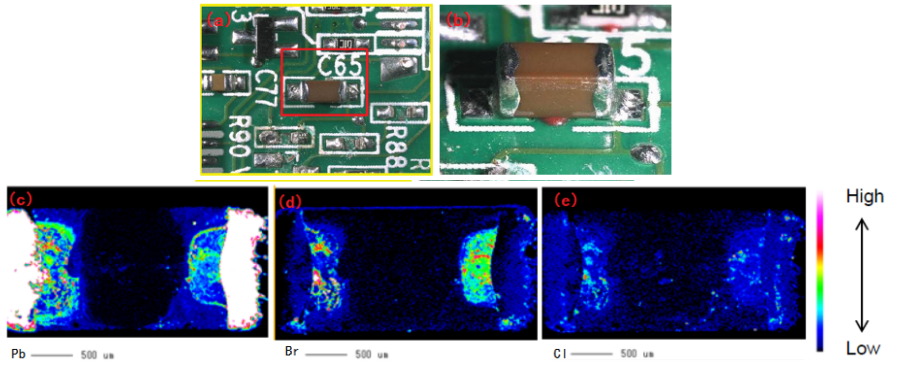
圖1 失效電容外觀以及焊接面EPMA分析
2.3 逐層測試及DPA
為精確定位電容內(nèi)部失效點位置,首先對電容逐層檢測IR。從測試結(jié)果來看,在靠近PCB基板側(cè)的第一層和第二層內(nèi)電極IR較低,約為10MΩ以下,而其他層間的IR均在10GΩ以上。從此結(jié)果來看造成電容IR整體低于規(guī)格的原因在于第一層和第二層內(nèi)電極,DPA分析應(yīng)重點關(guān)注這兩層內(nèi)電極處。
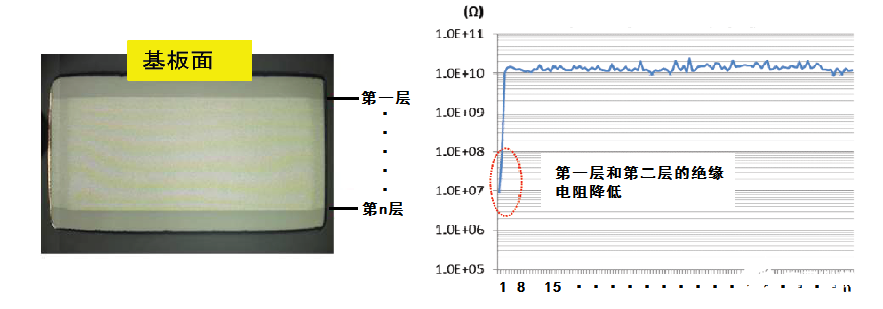
圖2 失效電容逐層測試IR結(jié)果
破壞性物理分析(Destructive Physical Analysis, DPA)是陶瓷電容失效分析中最常見的手段之一,能夠?qū)﹄娙輧?nèi)部進(jìn)行有效的觀察。隨后對失效電容進(jìn)行DPA分析,經(jīng)過多次精細(xì)研磨,與常見失效案例不同(圖3c,d),在整個失效電容內(nèi)部都未發(fā)現(xiàn)裂紋或內(nèi)電極熔融等常見導(dǎo)致IR降低的現(xiàn)象,在逐層測試中發(fā)現(xiàn)IR降低的第一層和第二層也未發(fā)現(xiàn)明顯異常。失效電容DPA分析圖片見圖3a,b。
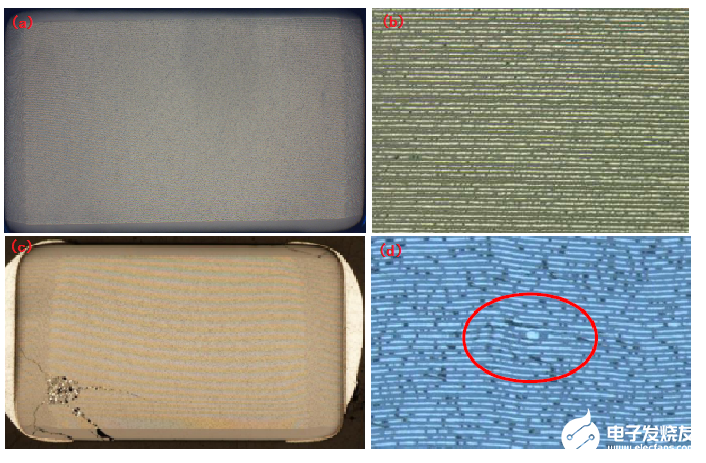
圖3 失效電容DPA分析圖片(a,b); 其他案例常見導(dǎo)致IR降低的失效形貌(c,d)
2.4 失效信息匯總
經(jīng)過以上的分析,發(fā)現(xiàn)此失效電容確實絕緣電阻降低,且定位到了是靠近焊接面的第一層和第二層內(nèi)電極導(dǎo)致,但DPA分析卻未能在電容內(nèi)部發(fā)現(xiàn)明顯的失效點,這一點與以往常見的IR降低案例有很大的不同。
考慮到失效電容是通過波峰焊接工藝,如前所述,與常用的回流焊接工藝相比,波峰焊過程中需進(jìn)行助焊劑的噴涂,焊接后器件表面殘留的助焊劑可能會較多。那么此次電容失效是否與波峰焊和助焊劑殘留相關(guān),是否與電容本身的特征有關(guān),下面開展了一系列實驗進(jìn)行認(rèn)證。
3. 失效原因排查及分析
3.1 助焊劑成分分析
為驗證EMPA分析中發(fā)現(xiàn)的Cl和Br來源,首先選了取焊接中使用的助焊劑到第三方檢測機(jī)構(gòu)對成分進(jìn)行分析,采用離子色譜的方法對Br和Cl的含量進(jìn)行了檢測,結(jié)果顯示如表2。
表2 助焊劑成分分析
| 項目 | 單位 | 檢測方法 | 檢測限 | 結(jié)果 |
| Cl | mg/kg | 離子色譜 | 50 | 沒有發(fā)現(xiàn) |
| Br | mg/kg | 離子色譜 | 50 | 2300 |
結(jié)果顯示,用于波峰焊接的助焊劑中含有大量的Br。結(jié)合外觀EPMA分析結(jié)果,可判定助焊劑中的Br通過波峰焊接后會殘留在電容焊接端子底部。EPMA發(fā)現(xiàn)的少量Cl可能是由于產(chǎn)品長期在室外工作,環(huán)境中的Cl殘留導(dǎo)致。
3.2 回流焊和波峰焊對比
為了驗證回流焊和波峰焊工藝對電容IR的影響,選取失效電容同規(guī)格的新鮮樣品,分別模擬回流焊和波峰焊進(jìn)行焊接,將焊接后的樣品在兩種不同條件下進(jìn)行試驗,試驗結(jié)果如下如表3。
表3 回流焊和波峰焊樣品對比試驗結(jié)果
| 樣品規(guī)格 | 試驗條件 | 焊接方式 | 試驗數(shù)量 | 試驗結(jié)果 |
| 失效電容同規(guī)格新鮮樣品 | 121℃、95%RH、10V | 波峰焊接 | 64顆 | 200h共計出現(xiàn)4顆IR降低 |
| 回流焊接 | 100顆 | 200h內(nèi)無失效 | ||
| 85℃、85%RH、10V | 波峰焊接 | 40顆 | 400h共計出現(xiàn)5顆IR降低 | |
| 回流焊接 | 120顆 | 400h內(nèi)無失效 |
從試驗結(jié)果來看,該規(guī)格樣品在高溫、高濕、加電的條件下,回流焊的樣品均未出現(xiàn)IR降低的失效;而波峰焊接的樣品在兩種不同的條件下均出現(xiàn)了IR降低的現(xiàn)象。對此模擬試驗中失效的樣品進(jìn)行DPA分析,電容內(nèi)部同樣未發(fā)現(xiàn)明顯的裂紋或擊穿點。此試驗說明不同的焊接方式對此規(guī)格電容的IR會產(chǎn)生影響,波峰焊接方式會加速IR的惡化。
3.3 不同電容波峰焊對比
波峰焊接是否對所有規(guī)格的陶瓷電容都會產(chǎn)生影響,還是僅對此規(guī)格電容的影響較大?為驗證以上疑問,抽取了另外三種規(guī)格的電容同樣進(jìn)行波峰焊接試驗。
表4 不同規(guī)格電容試驗結(jié)果
| 電容樣品編號 | 試驗條件 | 焊接方式 | 試驗數(shù)量 | 試驗結(jié)果 |
| A | 121℃、95%RH、額定電壓 | 波峰焊接 | 60 | 無失效 |
| B | 波峰焊接 | 60 | 無失效 | |
| C | 波峰焊接 | 60 | 4顆IR降低 | |
| C | 回流焊接 | 60 | 無失效 |
從試驗結(jié)果來看A和B兩個規(guī)格的電容并未出現(xiàn)失效,但C規(guī)格電容有4顆在121℃、95%RH加電條件下出現(xiàn)了IR降低的情況。同樣對于C規(guī)格電容也安排一組回流焊接的對比試驗,在相同條件下回流焊接的C電容未出現(xiàn)失效。綜合以上結(jié)果,表明波峰焊并不會對所有規(guī)格的電容產(chǎn)生影響,而只會對某些特定規(guī)格電容造成IR的裂化。
3.4 原因分析與理論支撐
陶瓷電容主要成分為BaTiO3,除BaTiO3外還會使用一些添加劑進(jìn)行摻雜,添加劑的整體含量雖小但發(fā)揮的作用十分重大。在經(jīng)過燒結(jié)后,陶瓷介質(zhì)形成了核-殼結(jié)構(gòu)(如圖4所示),BaTiO3作為核,四周則是由添加劑形成的殼包裹,添加劑的成分和含量將影響核-殼結(jié)構(gòu)形成的質(zhì)量,并且擴(kuò)散層對陶瓷電容IR性能起著重要作用[3]。
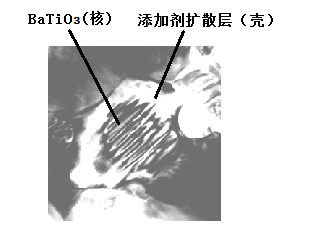
圖4 典型陶瓷介質(zhì)燒結(jié)后形成的核-殼結(jié)構(gòu)
陶瓷電容在使用賤金屬(Ni)作為內(nèi)電極后,為防止Ni電極在燒結(jié)過程中被氧化,在燒結(jié)中需通入還原性氣氛,所以在此過程中BaTiO3晶體不可避免的會產(chǎn)生氧空位(正電荷),氧空位在電場的作用下會逐步跨過晶界向負(fù)極遷移形成漏電流,并最終在負(fù)極處堆積,與金屬電極形成p-n結(jié)。有研究表明,對于具有良好核-殼機(jī)構(gòu)的陶瓷,氧空位的長程遷移可能比較困難,性能退化速率較緩慢[3-5]。
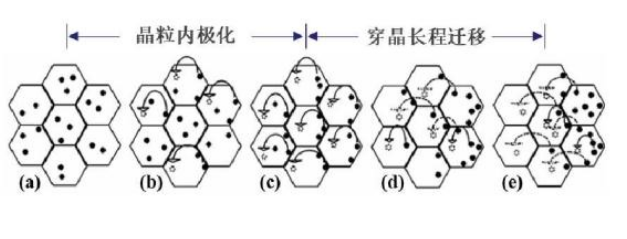
圖5 氧空位遷移示意圖
那么助焊劑對電容的影響是否也與電容形成的核-殼結(jié)構(gòu)相關(guān)了。表5為參與試驗的幾類材料添加劑含量,從表格中看出,發(fā)生失效的規(guī)格C以及此次進(jìn)行失效分析的電容添加劑含量較低,而規(guī)格A和規(guī)格B添加劑含量較多,為規(guī)格C的2~3倍。
表5 不同規(guī)格電容添加劑含量
| 電容樣品編號 | 添加劑含量(指數(shù)) |
| A | 2.15 |
| B | 3.21 |
| C和失效分析電容 | 1 |
對這幾類電容進(jìn)行微觀分析,發(fā)現(xiàn)隨著添加劑含量的增多,A和B規(guī)格樣品陶瓷介質(zhì)燒結(jié)后形成的核-殼機(jī)構(gòu)相對明顯,添加劑形成了明顯的擴(kuò)散層;而C規(guī)格與失效分析的電容由于添加劑含量較少,未形成明顯的擴(kuò)散層。
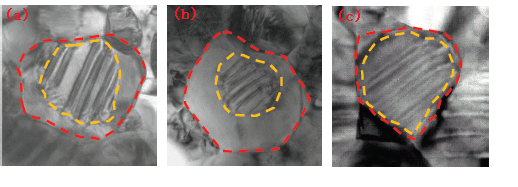
圖6 規(guī)格A(a), B(b), C(c)電容樣品晶粒結(jié)構(gòu)
結(jié)合以上所有分析和理論,判定此次電容失效的原因為:由于波峰焊工藝助焊劑的殘留,導(dǎo)致Br離子進(jìn)入到電容內(nèi)部,并侵入到內(nèi)電極的最外層,在特定的高溫高濕環(huán)境下,對于此規(guī)格電容,由于使用添加劑含量較少,導(dǎo)致侵入的離子易在陶瓷晶粒內(nèi)擴(kuò)散,最終導(dǎo)致電容IR降低的現(xiàn)象。
4. 結(jié)束語
本文介紹了一種波峰焊工藝陶瓷電容的失效案例,與常見IR降低不同,此失效電容內(nèi)部未發(fā)現(xiàn)任何裂紋和缺陷。通過對波峰焊使用的助焊劑成分分析、安排對比試驗和電容微觀結(jié)構(gòu)的分析,結(jié)果表明波峰焊使用的助焊劑會殘留在電容上,在高溫高濕的環(huán)境下殘留的鹵素離子易侵入到電容內(nèi)部,對于添加劑含量較少的電容規(guī)格,由于未形成較好的核-殼結(jié)構(gòu),離子在內(nèi)部更容易遷移,最終導(dǎo)致電容IR較低而失效。
參考文獻(xiàn)
[1] 劉銳, 陳亞蘭, 唐萬軍, 姚世鋒. 片式多層陶瓷電容失效模式研究[J]. 2013,43(3):449-452.
[2] Nishida K, Kishi H, Osada M, et al. Raman spectroscopy evaluation of oxygen vacancy migration by electrical field in multilayer ceramic capacitors. Japanese Journal of Applied Physics [J]. 2009,48(9):4
[3] 吳旺華. 外場下BaTiO3基電介質(zhì)材料的缺陷行為及機(jī)理研究[D].2018.
Liu W. Thermally stimulated relaxation in Fe-doped SrTiO3Systems:II. Degradation of SrTiO3dielectrics. J Am Ceram Soc [J]. 2008,91:3251.
[4] Baiatu T. dc Electrical Degradation of perovskite-type titanates:III, A model of the mechanism. J Am Ceram Soc [J]. 1990,73:1663.
編輯:hfy
-
陶瓷電容
+關(guān)注
關(guān)注
3文章
444瀏覽量
23994 -
波峰焊
+關(guān)注
關(guān)注
12文章
311瀏覽量
18696
發(fā)布評論請先 登錄
相關(guān)推薦
波峰焊:PCB板的“神奇變身術(shù)”

烙鐵焊,回流焊,波峰焊和激光錫焊四種工藝的比較

揭秘波峰焊治具:如何助力PCBA加工提升生產(chǎn)效率
國巨陶瓷電容失效是什么原因?
分析波峰焊時產(chǎn)生連錫(短路)的原因以及解決辦法

失效的陶瓷電容是怎樣的?

失效的陶瓷電容是怎樣的?
波峰焊VS選擇性波峰焊:技術(shù)差異與應(yīng)用對比
解析波峰焊與選擇性波峰焊的技術(shù)差異與應(yīng)用場景
波峰焊與回流焊有哪些區(qū)別
波峰焊PLC數(shù)據(jù)采集遠(yuǎn)程監(jiān)控系統(tǒng)解決方案
PCBA加工中波峰焊出現(xiàn)透錫不良怎么解決
什么是波峰焊,如何使PCBA組裝自動焊接
什么是波峰焊,如何使PCBA組裝自動焊接






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論