") SAMP入門系列:剪切蒙版形狀的放置和分解規(guī)則(上)
SAMP入門系列:剪切蒙版形狀的放置和分解規(guī)則(上)
作者:IMEC的JAE UK LEE,RYOUNG HAN KIM和SIEMENS EDA的REHAB KOTB ALI的DAVID ABERCROMBIE
半導(dǎo)體行業(yè)開(kāi)始使用多圖案技術(shù)在20納米工藝節(jié)點(diǎn)上制造IC。當(dāng)我們到達(dá)7 nm時(shí),就引入了自對(duì)準(zhǔn)多圖案(SAMP)技術(shù)的使用。在之前的文章中,我們探討并比較了三種SAMP技術(shù),包括自對(duì)準(zhǔn)雙圖案(SADP),自對(duì)準(zhǔn)四重圖案(SAQP)和自對(duì)準(zhǔn)光刻法光刻(SALELE)。由于SADP和SAQP制造工藝既需要走線(金屬線)也需要切割(也稱為塊)掩模,因此它們的使用也帶來(lái)了新的設(shè)計(jì)和驗(yàn)證挑戰(zhàn)。
然后,我們?cè)敿?xì)介紹了用于創(chuàng)建軌道(金屬線)蒙版的布局分解難題和自動(dòng)化解決方案。現(xiàn)在,我們通過(guò)探索和解釋創(chuàng)建切割蒙版的過(guò)程來(lái)完成SAMP入門系列,該蒙版用于定義金屬目標(biāo)形狀的線端并在金屬目標(biāo)形狀之間提供適當(dāng)?shù)?a target="_blank">電氣隔離。
剪切蒙版形狀的放置和分解規(guī)則
生成用于金屬層的切割蒙版是一項(xiàng)艱巨的過(guò)程,因?yàn)樵诮饘倌繕?biāo)形狀之間的間隙中添加了切割形狀。但是,在添加金屬形狀的同時(shí),必須遵守切割形狀之間的所有設(shè)計(jì)要求,即使設(shè)計(jì)人員尚無(wú)法確定最終切割的位置。聽(tīng)起來(lái)不可能,不是嗎?幸運(yùn)的是,有一些自動(dòng)化解決方案設(shè)計(jì)團(tuán)隊(duì)可以用來(lái)創(chuàng)建符合鑄造要求的合法切割口罩,然后是一些自動(dòng)化解決方案。
讓我們從基礎(chǔ)開(kāi)始。如圖1所示,切割形狀具有其自身復(fù)雜的設(shè)計(jì)約束,包括切割寬度,最小/最大切割長(zhǎng)度,最小尖端到尖端,一側(cè)到另一側(cè),切割形狀之間的角到角間隔,最小通孔外殼距離,以及切割形狀之間的最小金屬面積。生成剪切蒙版時(shí),必須考慮所有與這些約束有關(guān)的設(shè)計(jì)規(guī)則。
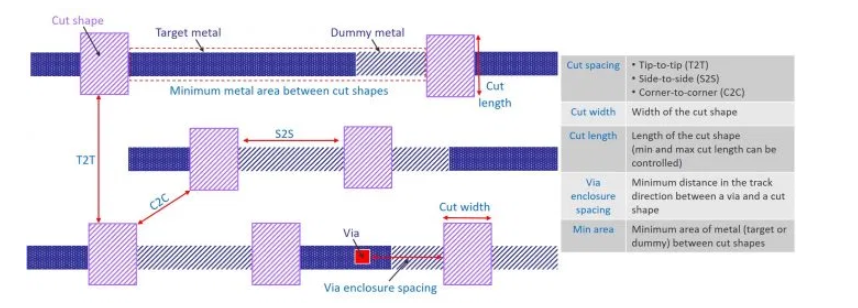
圖1切割形狀有其自身的復(fù)雜設(shè)計(jì)約束。資料來(lái)源:西門子EDA
除了這些常見(jiàn)的設(shè)計(jì)規(guī)則外,鑄造廠通常還會(huì)提供其他規(guī)則以增強(qiáng)切割蒙版形狀的可打印性,例如N體規(guī)則,這是將三個(gè)或更多切割形狀的簇限制為間距的特殊規(guī)則。例如,基本設(shè)計(jì)規(guī)則可能規(guī)定兩個(gè)切割形狀之間的最小間距必須大于50 nm。但是,如果蒙版包含三個(gè)或四個(gè)相鄰的切割形狀,則鑄造N-Body規(guī)則可能要求形成該簇的任何兩個(gè)切割形狀之間的間距大于60 nm,因此必須將這組特定的切割形狀放置在符合標(biāo)準(zhǔn)的位置。具有更嚴(yán)格的N-Body約束。
當(dāng)存在可選的(很不錯(cuò)的)間隔要求時(shí),設(shè)計(jì)規(guī)則的合規(guī)性將變得更加復(fù)雜。當(dāng)然,確切地講,不需要可選的間距約束,但是設(shè)計(jì)者知道滿足這些約束將增強(qiáng)這些位置處的切割形狀的制造魯棒性,從而可以提高成品率。面臨的挑戰(zhàn)是在不違反任何必需約束的情況下,盡可能滿足盡可能多的可選間距約束。毋庸置疑,要確保完全符合所有必需的和可選的設(shè)計(jì)約束是很難手動(dòng)實(shí)現(xiàn)的(圖2)。
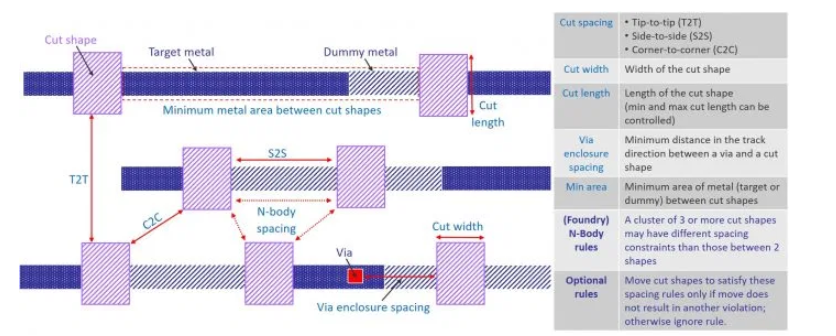
圖2設(shè)計(jì)人員還必須遵守鑄造規(guī)則,并在可能的情況下嘗試滿足可選約束。資料來(lái)源:西門子EDA
自動(dòng)切割面膜分解
電子設(shè)計(jì)自動(dòng)化(EDA)多花樣工具不僅可以自動(dòng)執(zhí)行分解過(guò)程,還可以幫助工程師更快,更準(zhǔn)確地理解和調(diào)試所繪制的目標(biāo)形狀無(wú)法正確生成剪切蒙版的情況。IMEC和西門子EDA開(kāi)展了一個(gè)協(xié)作項(xiàng)目,以口徑多模式工具代表EDA工具功能來(lái)定義和描述自動(dòng)分解過(guò)程。
Calibre Multi-Patterning工具可幫助設(shè)計(jì)人員自動(dòng)考慮到切口形狀之間的最小金屬面積,從而自動(dòng)生成符合所有切口寬度和最小切口長(zhǎng)度限制以及切口之間以及切口和過(guò)孔之間所有間距限制的合法切口蒙版。即使設(shè)計(jì)包含一些最小的金屬面積違規(guī),該工具也會(huì)嘗試在維護(hù)所有其他約束的同時(shí)對(duì)其進(jìn)行修復(fù)。
圖3顯示了為實(shí)際設(shè)計(jì)生成的切割蒙版形狀。切口放置在金屬目標(biāo)形狀之間的位置,可根據(jù)需要調(diào)整位置,以確保沒(méi)有間距或最小面積違規(guī)。例如,將一組相鄰的切口放置在符合最小邊對(duì)邊,尖端對(duì)尖端和角對(duì)角間隔約束以及N體約束的布置中。
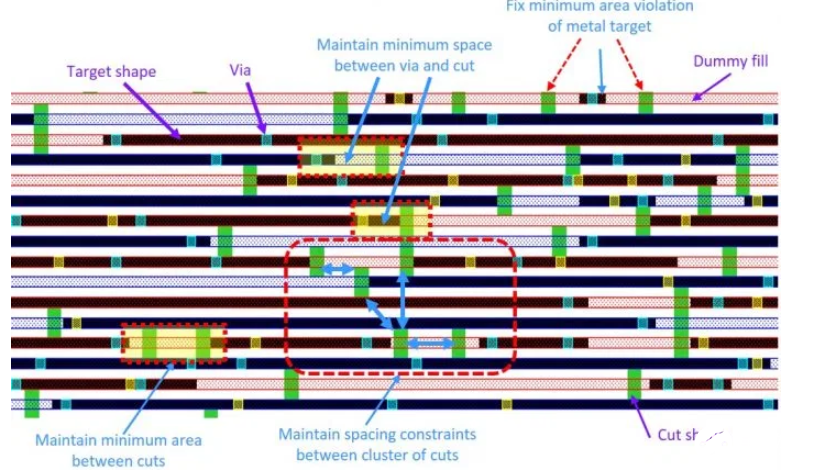
圖3在設(shè)計(jì)中生成切割形狀時(shí)應(yīng)用設(shè)計(jì)約束。資料來(lái)源:西門子EDA
在最上面一行中,設(shè)計(jì)目標(biāo)非常短,并且不滿足最小面積約束。通過(guò)將切口從目標(biāo)位置移開(kāi)以在切口形狀之間擴(kuò)展金屬長(zhǎng)度并滿足最小面積限制,可以解決此錯(cuò)誤。在左下角放置切割形狀,以保持切割形狀之間的虛擬金屬形狀的最小面積要求。在頂部中間,切口從目標(biāo)形狀移開(kāi),以保持切口形狀和通孔之間的最小間距。
解決切割形狀之間的間距沖突
添加切割面罩形狀的最簡(jiǎn)單方法是將其放置在金屬線的每個(gè)末端,以創(chuàng)建所需的電氣隔離。但是,在實(shí)際布局中通常不可行,如圖4所示。在每條線的末端添加切割形狀會(huì)生成具有非法寬度,非法形狀或所生成切割形狀之間的間距違規(guī)的切割形狀。
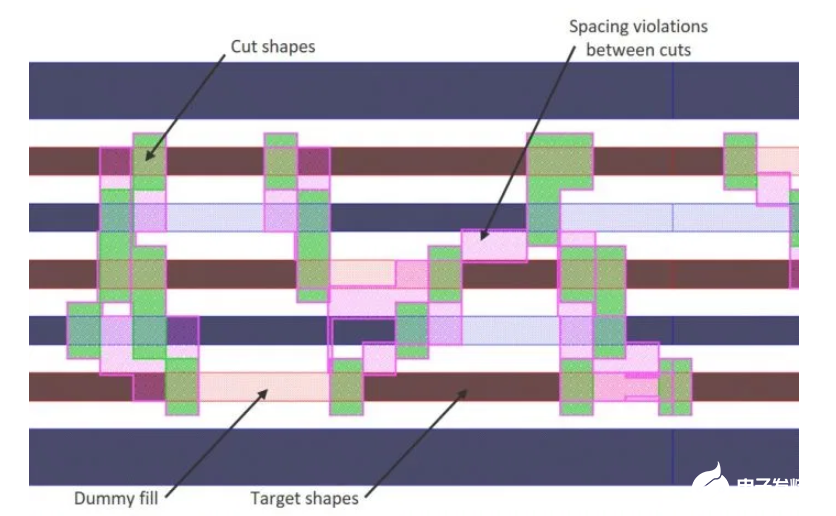
圖4在每條線的末端放置一個(gè)切割形狀會(huì)產(chǎn)生多種形狀和間距沖突。資料來(lái)源:西門子EDA
為了解決這些問(wèn)題,使用了三種技術(shù)來(lái)找到合法的解決方案:剪切掉落,剪切合并和剪切滑動(dòng)(圖5)。
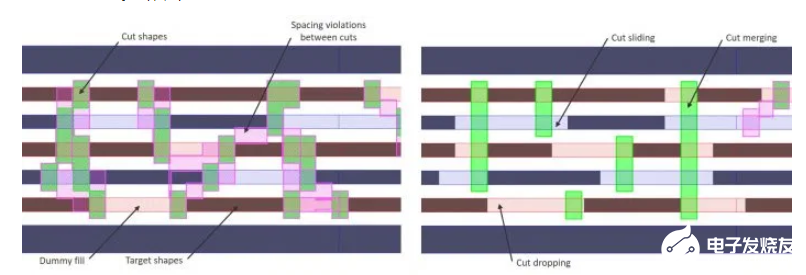
圖5通過(guò)使用自動(dòng)切刀落料,切刀滑動(dòng)和切刀合并,大大減少了間距約束誤差。資料來(lái)源:西門子EDA
切滴
不必在每條線的末端添加切割形狀以創(chuàng)建所需的電氣隔離。在兩條金屬線之間添加一個(gè)切口形狀就足夠了。但是,僅添加一個(gè)切口形狀可能會(huì)導(dǎo)致較長(zhǎng)的線端延伸,這可能會(huì)影響設(shè)計(jì)性能。使用Calibre Multi-Patterning工具的設(shè)計(jì)人員可以指定最大線端延伸限制,以確保該工具僅丟棄不會(huì)違反此已配置最大線端延伸設(shè)置的切割。
切合并
合并來(lái)自不同軌跡的切口以形成更長(zhǎng)的切口可以克服切口之間的間距限制。可以限制生成的切割形狀的最大長(zhǎng)度,以滿足鑄造要求。
切滑
生成合法切割蒙版形狀的最后一種方法是將切割從線端滑開(kāi)。滑動(dòng)是在兩個(gè)條件下完成的:1)滑動(dòng)切口不得導(dǎo)致超過(guò)工具中配置的最大線端延伸量; 2)滑動(dòng)切口不得與其他切口形狀產(chǎn)生間距沖突。
切口滑動(dòng)的主要目的是找到滿足所有約束條件的切口形狀的合法位置。
編輯:hfy
-
eda
+關(guān)注
關(guān)注
71文章
2904瀏覽量
176749 -
Sample
+關(guān)注
關(guān)注
0文章
11瀏覽量
8907
發(fā)布評(píng)論請(qǐng)先 登錄
全應(yīng)科技成功交付蒙維科技熱電智能調(diào)控系統(tǒng),鑄就化工產(chǎn)業(yè)升級(jí)新典范
KiCad 中的自定義規(guī)則(KiCon 演講)
鍵合線剪切試驗(yàn)——確保汽車電子產(chǎn)品的可靠連接

IBM與蒙泰集團(tuán)簽署長(zhǎng)期戰(zhàn)略合作協(xié)議
PanDao:輸入形狀精度參數(shù)
微焊點(diǎn)剪切力測(cè)試必看:原理與流程全解析!
AN4875-AVR DD系列單片機(jī)入門

模態(tài)分解合集matlab代碼
凌蒙派OpenHarmony開(kāi)源項(xiàng)目榮獲本期Gitee官方推薦

用于C系列的TivaWare?入門信息
MSP-EXP430FR5969上的EEMBC ULPBench入門
規(guī)則音頻是一種連續(xù)變化的什么信號(hào)
類比法快速入門電子電路系列教程
鍵合點(diǎn)剪切力試驗(yàn)步驟和檢查內(nèi)容





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論