") 鈑金工程圖圖面標(biāo)注的要點(diǎn)說(shuō)明
鈑金工程圖圖面標(biāo)注的要點(diǎn)說(shuō)明
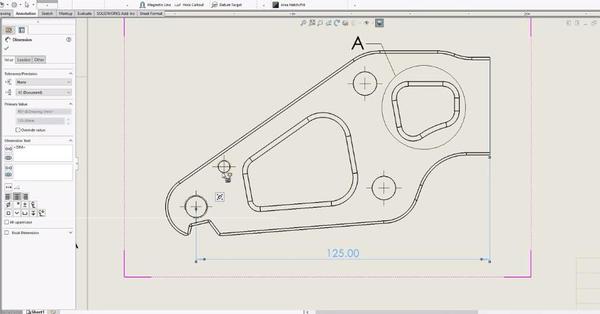
我們習(xí)慣上把用于鈑金展開(kāi)和折彎的工藝圖樣簡(jiǎn)稱為展開(kāi)圖。完整的展開(kāi)圖圖面分為“圖形”“標(biāo)題欄”和“技術(shù)要求”三個(gè)部分。
1.繪制圖形
1.1圖形包括工件的展開(kāi)部分和折彎部分,兩者不存在對(duì)應(yīng)的三視圖關(guān)系,一般應(yīng)注明“展開(kāi)圖”或“折彎圖”。展開(kāi)圖必須按1:1繪制,折彎圖可不按比例繪制,圖面必須標(biāo)注折邊標(biāo)記和折彎方向標(biāo)記。
1.2圖層顏色規(guī)定:白色——輪廓線(激割線),綠色——尺寸線,紅色——中心線,淺藍(lán)色——虛線,黃色——細(xì)線,刻蝕線必須采用非白色層,并注明“刻蝕”。
1.3展開(kāi)圖規(guī)定用中間公差繪制。對(duì)于激光切割的工件,如果孔的公差帶小于0.1mm,孔一般按名義尺寸畫(huà)小。0.3mm(板厚≦3mm)~0.5mm(板厚>3mm),并注明擴(kuò)孔或鉸孔至多大尺寸。
1.4激光切割的螺紋底孔尺寸按下表數(shù)據(jù)繪制,除標(biāo)注底孔實(shí)際尺寸外,并需標(biāo)明“擴(kuò)孔MXX螺紋”。
1.5自攻螺釘?shù)卓装聪卤頂?shù)據(jù)繪制
3.技術(shù)條件涉及到的內(nèi)容
技術(shù)條件主要包括工件的表面處理和與折彎有關(guān)的數(shù)據(jù)。
3.1碳鋼表面磷化的目的為:
1.涂裝的前處理工序。
2.提高工件的耐磨性和耐蝕性。
3.2鋁和鋁合金的氧化是指經(jīng)化學(xué)處理或陽(yáng)極氧化得到表面氧化膜的工藝過(guò)程,目的是提高其耐蝕性和硬度。
陽(yáng)極氧化得到的氧化膜厚度為5~250μm,硬度可達(dá)HV600。
3.3鋁和鋁合金的鈍化在氧化后進(jìn)行,以進(jìn)一步提高其耐蝕性。
3.4表面噴涂常用烤漆,電泳漆,靜電噴涂,靜電噴粉等。必須注意:常用色系有兩大類:RAL色系和NCS色系。
至今常用的顏色有:NCSS2010(淺灰)、RAL7015(深灰)、NCSS3500(駝色)、NCSS6010(深綠)、RAL6011(深綠)、NCSS2020(淺綠)。
3.5表面鍍鋅時(shí)要標(biāo)注鍍層厚度和色澤。在沒(méi)有特別說(shuō)明的情況下,鍍鋅層厚度取0.012mm。色澤分:
光亮(A)——透明、清晰、略帶蘭色。
白鋅(B)——透明、略帶彩色。
彩鋅(C)——黃色、帶五彩。
鈍化(D)——橄欖綠。
黑鋅(F)——黑色。
3.6不銹鋼表面的酸洗、鈍化和拋丸處理:
不銹鋼零件被酸洗,鈍化是為了獲得潔凈而均勻的防腐蝕的金屬表面。玻璃球機(jī)械噴丸將在酸洗之后進(jìn)行(不需要經(jīng)鈍化),以達(dá)到去除粘合在表面的水垢層而獲得潔凈表面.。特殊情況下可用金剛砂噴丸,金屬表面發(fā)暗。
3.7折彎模具
展開(kāi)圖中必須標(biāo)明下模的開(kāi)口尺寸,如果要用專門(mén)的上、下模,必須標(biāo)明模具的代號(hào)。
3.8折彎系數(shù)指的是板材在折彎時(shí)的延伸值,其數(shù)值主要由板厚、折彎角度和下模開(kāi)口尺寸決定。厚度4mm以下的冷軋鋼板,在選定下模開(kāi)口尺寸和相同的折彎角度的前提下,可以認(rèn)為折彎系數(shù)為固定值。≥4mm的熱軋鋼板的折彎系數(shù)視需要應(yīng)作測(cè)定。
下表數(shù)據(jù)是我公司最常用的折彎數(shù)據(jù),一般下模開(kāi)口尺寸為板厚的6倍,為了方便起見(jiàn),我們?cè)谡蹚?~2.5mm的鋼板時(shí),均盡可能都采用12mm的下模開(kāi)口尺寸,如果實(shí)際上無(wú)法選用表中的下模開(kāi)口尺寸時(shí),折彎系數(shù)值要另行查取。相同厚度的冷軋鋼板和熱軋鋼板的折彎系數(shù)值會(huì)相差0.1~0.2左右,應(yīng)給予注意。
再次強(qiáng)調(diào):5、6mm鋼板的折彎系數(shù),僅是對(duì)于目前經(jīng)常采購(gòu)到的鋼板的經(jīng)驗(yàn)數(shù)值,使用前要先作驗(yàn)證。
-
數(shù)據(jù)
+關(guān)注
關(guān)注
8文章
7237瀏覽量
90934 -
機(jī)械傳動(dòng)
+關(guān)注
關(guān)注
1文章
155瀏覽量
8426
發(fā)布評(píng)論請(qǐng)先 登錄
東軟集團(tuán)入選國(guó)家數(shù)據(jù)局?jǐn)?shù)據(jù)標(biāo)注優(yōu)秀案例
自動(dòng)化標(biāo)注技術(shù)推動(dòng)AI數(shù)據(jù)訓(xùn)練革新
背金工藝的工藝流程

背金工藝是什么_背金工藝的作用
SOLIDWORKS 2025更詳細(xì)的工程圖

AI自動(dòng)圖像標(biāo)注工具SpeedDP將是數(shù)據(jù)標(biāo)注行業(yè)發(fā)展的重要引擎

標(biāo)貝數(shù)據(jù)標(biāo)注在智能駕駛訓(xùn)練中的落地案例

SOLIDWORKS 2025工程圖導(dǎo)出與兼容性提升
機(jī)房光纖機(jī)柜理線圖得構(gòu)成和要點(diǎn)
SOLIDWORKS 2025工程圖功能增強(qiáng)
如何評(píng)估鈑金性能
用XDS200仿真PGA900時(shí)候,單步執(zhí)行程序PC支持并沒(méi)有按照C語(yǔ)言一步一步執(zhí)行,為什么?
探秘鍍硬金工藝PCB板:卓越性能的背后秘密
達(dá)索SOLIDWORKS 2024工程圖簡(jiǎn)介





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論