 電子制作中的焊接技術說明
電子制作中的焊接技術說明
焊接技術是電子制作的一項基本功, 中學勞技課教學大綱中規定, 應使學生: 學會使用電烙鐵, 掌握一般的焊接方法。焊接技術主要包括: 刮、搪、焊等工序。
1.焊接的準備工作
首先必須檢查用電設備及電烙鐵的絕緣性能是否良好, 防患于未然; 同時也要制定應急措施,尤需嚴格要求學生遵守紀律, 因為學生不遵守紀律是最大的事故隱患, 其次要備好焊料(一般用焊錫絲) , 烙鐵架、焊料盒、助焊劑( 一般用松香)、剝線鉗、桃形鉗、鑷子等。電鉻鐵的選用應視焊件大小配用不同功率的烙鐵。電子制作中通常采用20w 內熱式電烙鐵。
2.具體操作方法
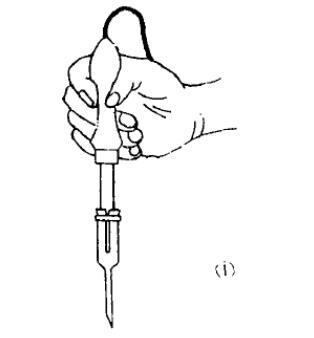
(1)電烙鐵的握持方法, 通常有“ 握筆式” 和“ 握刀式” 兩種。使用內熱式電烙鐵通常采用“ 握筆式” 方法( 圖1 所示)。
(2)焊接時, 鉻鐵頭與操作者鼻尖距離以20cm左右為宜。
3. 焊接步驟
(1) 電烙鐵及焊件的搪錫。一般焊件包括元器件引線、導線及印刷電路等。導線及元器件引線的上錫過程可分解為剝、刮、搪等過程。這些過程可藉助幻燈,圖片、錄像片進行演示。
l) 烙鐵頭的搪錫。新烙鐵頭及已趨氧化的烙鐵頭均需經過搪錫才能使用烙鐵頭搪錫前首先用砂紙或細銼刀打磨, 使其露出紫銅光澤。新烙鐵頭可在細砂紙上沿刃面往復磨擦。此項操作應提醒學生用力要輕, 不能將刃面磨平。經過打磨清潔后即可通電加熱2 ~ 3 分鐘, 烙鐵頭開始“ 吃” 錫, 隨后在放有松香顆粒的細砂紙上反復研磨, 直至刃面掛上一層薄錫。此項操作是必不可少的。否則烙鐵在加熱過程中, 由于迅速氧化而會出現搪錫不均的現象。對于使用日久的烙鐵, 刃部出現凹坑,則應先用銼刀整形銼平凹坑后, 再進行搪錫。
2) 導線及元件引線的搪錫。導線一般均帶有絕緣外皮, 剝除導線端頭的絕緣外皮可用剝線鉗、剪刀等工具進行, 而不提倡用火柴燒烤的方法。端頭外皮剝除長度一般為1cm 左右。
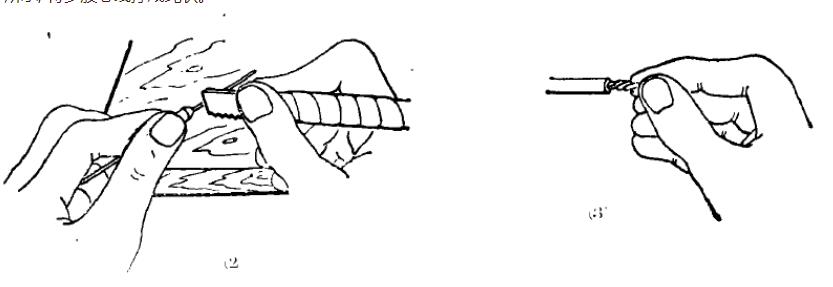
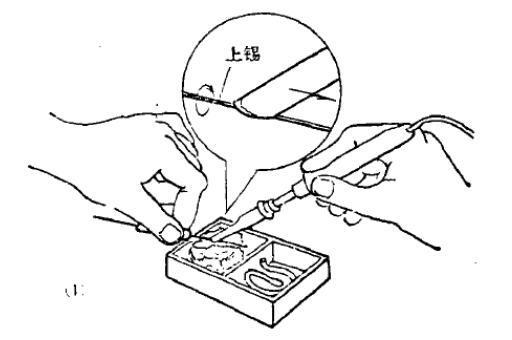
導線端頭及元件引線在焊接前必須經過“刮”除表面氧化層, 才能搪錫焊接。清潔時可參照圖2 用廢鋼鋸條的折斷面或砂紙輕刮引線, 以清除污物及氧化物。引線根部應留出一小段不刮, 以防止引線根部被刮斷, 造成元器件損壞。對于多股導線逐根刮凈后, 應如圖3 所示, 將多股芯線擰成繩狀。
下一步是搪錫過程。搪錫質量好壞直接關系焊接質量。
首先學會判斷電烙鐵的合適工作溫度。當烙鐵通電2 ~ 3 分鐘后, 使烙鐵頭接觸松香, 如果松香發出響聲且冒起白煙, 則說明烙鐵溫度適當, 可以用來焊接。將刮好的導線或元件引線放在松香上, 用烙鐵頭輕壓引線, 邊沿著引線移動, 邊轉動引線, 使引線均勻上好一層錫( 圖4 )。
初學焊接往往急于求成, 應注意強調“ 刮” 、“ 搪” 這環節的重要性。務必給予初學者足夠的練習時間, 并做好演示及觀摩。
(2)焊接
1) 焊接要領。 以廢次元件及導線作為練習用焊件。把元件引線與焊點搭接, 電烙鐵蘸取適量焊錫, 烙鐵頭刃面緊貼焊點; 待焊點焊錫完全熔化, 輕輕轉動烙鐵頭帶去多余焊錫, 然后從斜上方45度 。角方向迅速移開焊點。在焊點的焊錫未完全固化之前, 夾持引線的攝子或尖嘴鉗不能有絲毫晃動, 否則極易造成虛焊。這是確保焊點質t 的關健。
2) 虛焊。盛焊是元件與印板、焊點之間, 表面形成焊點, 但焊點內部電路未接通, 元件引線與焊接點接觸不良, 造成電路時通時斷。 教學中宜采用虛焊的直觀教具, 使學生深刻了解虛焊對整機電路正常工作的危害,并講明造成虛焊的主要原因。
虛焊的原因很多。焊前引線及印板上錫質量不高; 焊接中, 焊件夾持不穩; 烙鐵溫度過低或過高;焊劑不符合要求等是造成虛焊的主要原因。
3) 拆焊。拆焊時, 烙鐵的溫度不宜過低; 烙鐵頭一般不需硫錫。烙鐵接觸焊件片刻, 應迅速拔去元件。拔除元件時, 不可用力過猛, 以免損壞元件。拆焊部位要及時清理, 并需認真檢查是否因拆焊而造成相鄰電路短路或開路。
責任編輯:YYX
-
電烙鐵
+關注
關注
11文章
259瀏覽量
45209 -
焊接
+關注
關注
38文章
3401瀏覽量
61086
發布評論請先 登錄
激光焊接技術在焊接水冷板工藝中的應用



激光焊接技術在汽車電子衡器中的應用

汽車電子元件焊接中的電阻焊技術應用研究
電動汽車框架焊接中的電阻焊技術應用探析

激光焊接技術在焊接超薄材料的工藝案例

藍光激光焊接技術在焊接繞線柱工藝中的工藝應用

精密電子焊接挑戰:激光軟釬焊技術的優勢與應用

電池技術的未來:激光焊接在小微電子元件中的應用





 工商網監
工商網監
評論