 如何選擇合適的鉆孔循環
如何選擇合適的鉆孔循環
在鉆孔循環選擇上,我們通常有三個選擇:
1. G73(斷屑循環)
通常用于加工孔深超過鉆頭的3倍徑,但不超過鉆頭的有效刃長
2. G81 (淺孔循環)
通常用于鉆中心孔,倒角和不超過鉆頭3倍徑的孔加工隨著內冷刀具的出現,為了提升加工效率,也會選擇此循環來鉆孔
3. G83(深孔循環)
通常用于加工深孔在機器配有主軸中心冷卻(出水)刀具也支持中心冷卻(出水)的情況下選擇用G81來加工孔是最佳選擇其中的高壓冷卻液不但會帶走鉆孔時產生的熱量,也會更及時的潤滑切削刃,高壓也會直接沖斷鉆屑,這樣產生的小切屑也會隨著高壓水流及時排出孔外,避免了二次切削帶來的刀具磨損和加工孔的質量下降,由于沒有了冷卻,潤滑,排屑的問題,所以是三種鉆孔循環中最安全高效的解決辦法。
加工材料難斷屑但其他工況良好
在沒有主軸中心冷卻(出水)時,用G73是個很好的選擇。此循環會通過短暫的暫停時間或小距離的退刀來實現斷屑,但需要鉆頭有良好的排屑能力,更光滑的排屑槽會讓切屑更快的排出,避免與下一次鉆削的排屑纏繞在一起,從而破壞孔的質量,使用壓縮空氣作為輔助排屑也是個不錯的選擇。如果工況不穩定,使用G83是個最安全的選擇。
深孔加工會因為鉆頭的切削刃無法及時的冷卻,潤滑而過快的磨損,孔內的切屑也會因為深度的關系難以及時排出,如果排屑槽內的切屑阻擋了冷卻液,不僅會大大降低刀具的壽命,切屑還會因為二次切削而使得加工孔的內壁更粗糙,從而進一步造成惡性循環。如果每鉆削一小段距離-Q就讓刀具抬升到參考高度-R,在靠近孔底加工時可能比較適用,但是在加工孔的前半部分時就會因此而花費大量的時間,這就造成了不必要的浪費。
有沒有更優化的方法呢?
這里介紹G83深孔循環的兩種方式
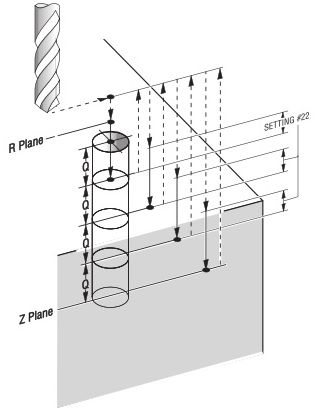
1: G83 X_ Y_ Z_ R_ Q_ F_
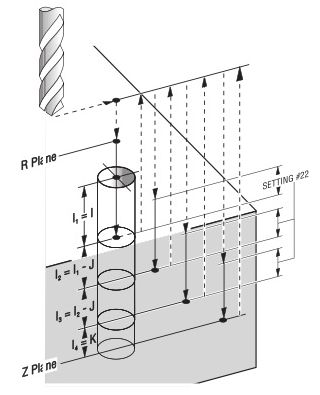
2: G83 X_ Y_ Z_ I_ J_ K_ R_ F_
在第一種方式里,Q值是一個恒定的值,這意味著從孔的頂部到底部,每次都采用的是同一個深度在加工,由于加工安全性的需要,通常會選取最小的值,這也意味最少的金屬去除率,在無形中也浪費了大量的加工時間。
在第二種方式里,每次切削的深度分別用I,J,K來表示:在孔的頂部工況良好時,我們可以設置更大的I值,來提高加工效率;在加工孔的中部工況一般時,我們采用逐步減少的J值的方式來保證安全性和效率;在加工孔底部工況惡劣時,我們通過設置K值來保證加工的安全性。
第二種方式在實際使用時,可能會讓你鉆孔的效率提高50%,并且花費為零!
審核編輯 :李倩
-
鉆孔
+關注
關注
3文章
110瀏覽量
14442 -
循環
+關注
關注
0文章
92瀏覽量
16254
原文標題:如何選擇合適的鉆孔循環
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
鉆孔灌注樁反循環工藝探討

PCB鉆孔時墊板選擇
PCB鉆孔:斷鉆咀的主要原因及預防措施







 工商網監
工商網監
評論