 TOX?-氣液增力缸式螺柱壓鉚設備
TOX?-氣液增力缸式螺柱壓鉚設備
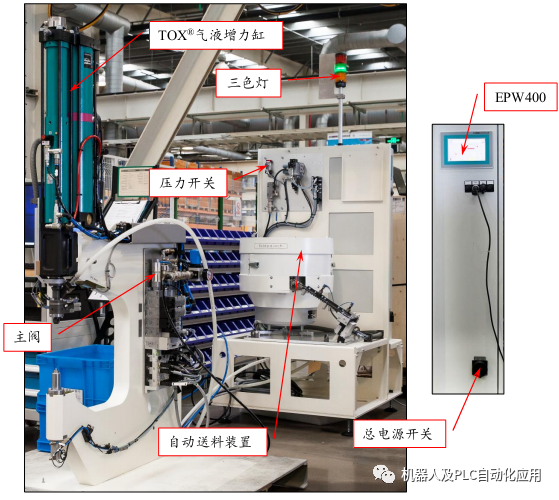
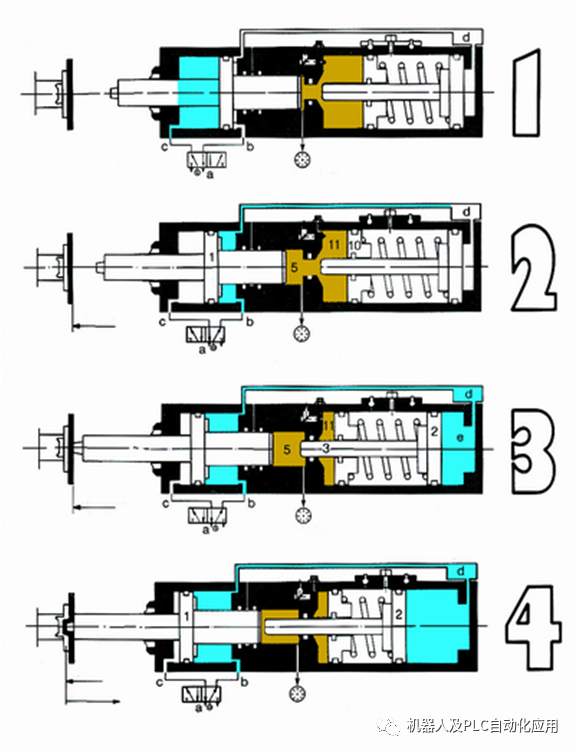
設備收到機器人發出的工件到位信號后,設備啟動。TOX氣液增力缸進入快進行程(即空行程),上模具快速小力到位,與工件無沖擊軟接觸。上模具接觸到工件,傳感器自動檢測螺母有無,若檢測不合格,設備停止動作。若檢測合格,TOX氣液增力缸即自動轉為力行程進行沖鉚加工,當沖壓力或位移達到設定要求,則系統提供返程信號,控制上模具自動返程。若沖壓力或位移達不到設定要求,則上模具不返程,系統報警,此時需人工手動操作或使用EPW400儀表復位功能強制上模具返程,并由此提醒操作者檢查原因,嚴格保證加工質量。
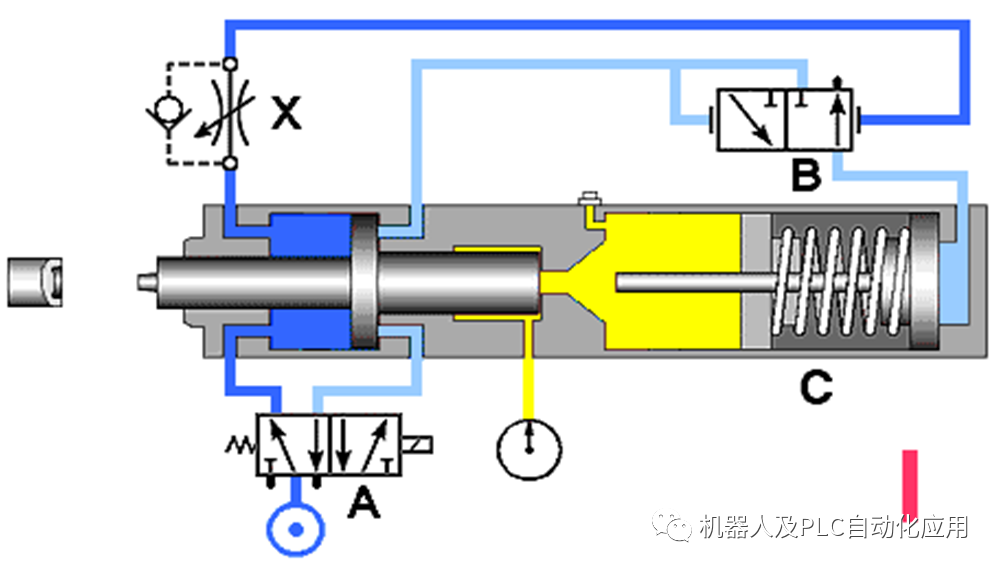
1)快進行程——由前部的快進氣缸驅動,使模具到位與工件接觸。
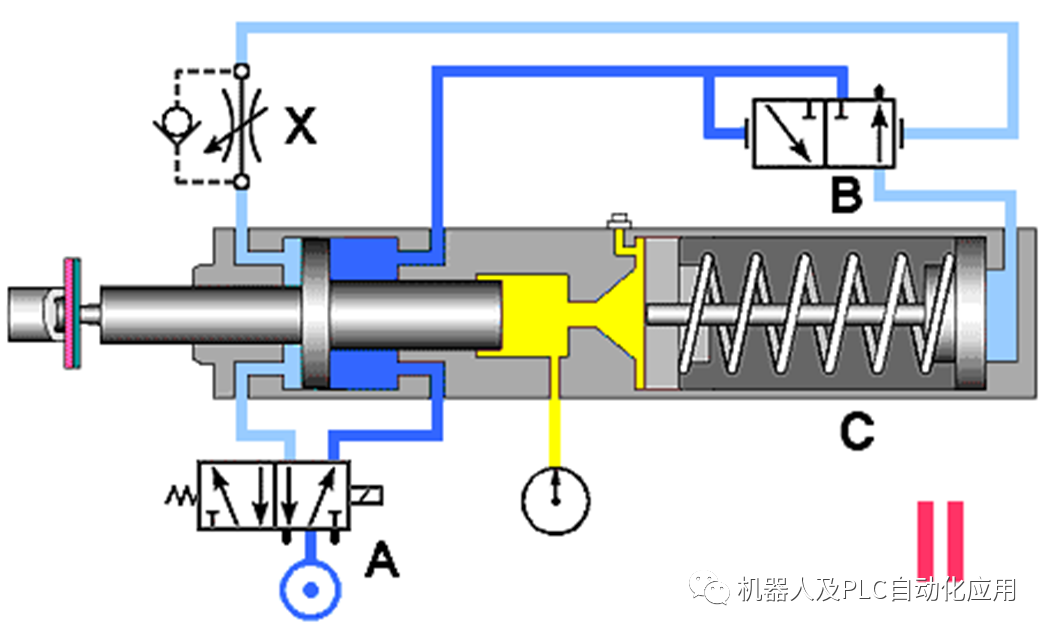
2)力行程 ——由后部的增力缸驅動,完成沖壓加工。
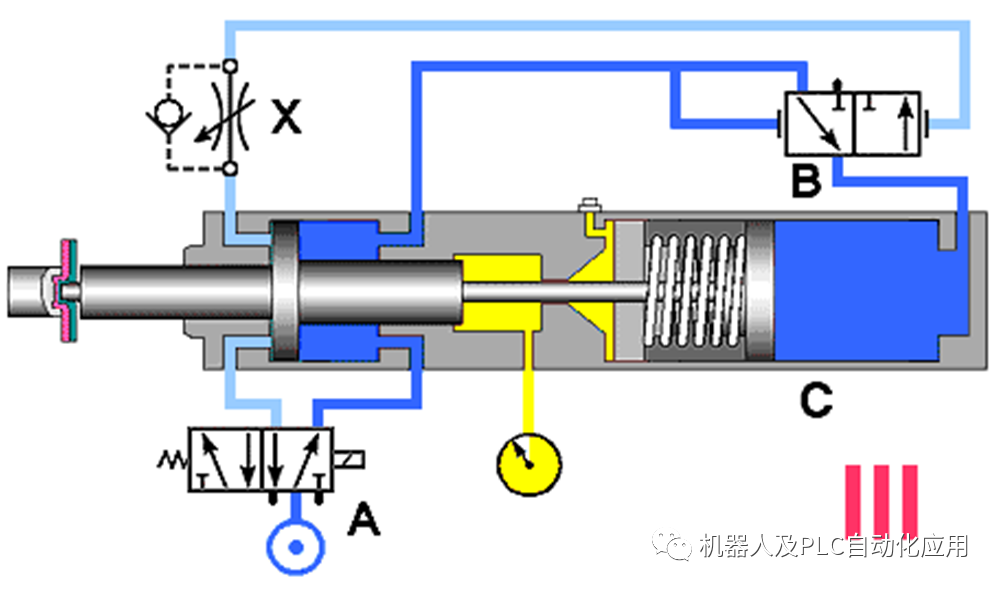
3)返回行程 —— 前部快進氣缸氣動返程, 后部增力氣缸彈簧返程 。
快進行程:純氣動,但力很小, 驅動模具快速小力與工件接觸到位,接觸力約為額定最大沖壓力 的 1% ~ 5%.
力行程:氣液增力,全力沖壓加工。
返回行程:前部氣缸氣動返程,最大返程力約為額定最大沖壓力的2%~8%;后部增力氣缸彈簧返程。

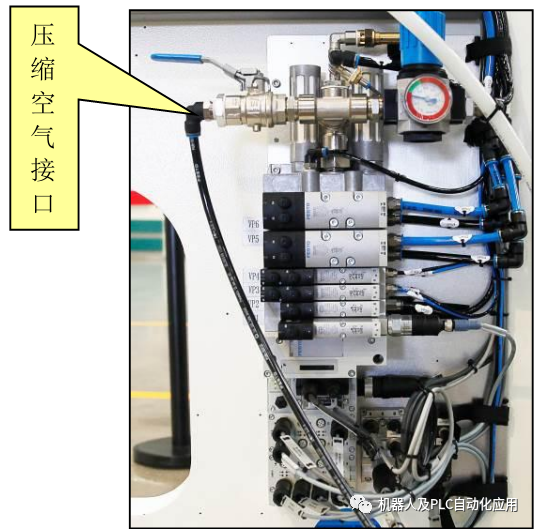
1、KYP0 控制回路氣源
2 KYP1 吹送釘吹氣
3、KYP67 真空閥---用來回收廢料吹氣
4、KYP61 控制沖頭夾爪推釘氣缸返回伸出閥
5、KYP68 補充螺母推釘氣缸閥
6、KYP62 TOX氣液缸伸出返回主控制閥
7、KYP62V1 氣液缸快進行程先導控制閥
8、KYP62KH 氣液缸增力行程先導控制閥
?SE68V/R 送釘氣缸伸出返回到位?SE62V/R 推釘氣缸伸出返回到位
設備操作流程
步驟1:(接通氣源、電源)
步驟2:(使設備進入工作準備狀態)
步驟3:氣缸推動螺母到達壓鉚位置
步驟4:需方機器人將工件放置于定位工裝上,并發出工件到位信號
步驟5:系統檢測螺母是否到位 如果否 設備報警!
步驟6:TOX氣液增力缸伸出,純氣動力驅動上模具下行,直到無沖擊軟接觸工件
步驟7:上模具接觸工件后,TOX氣液增力缸轉為力行程,進行螺母壓鉚
步驟8:達到設定壓力或位移后,TOX氣液增力缸返程
步驟9:機器人取下加工好的工件
步驟10:設備回到工作準備狀態,下一沖壓循環準備就緒
錯誤信息
0 無錯誤
4 已開始,尚未準備好測量
5 在線窗口被侵犯
6 OK 已達到作業計數器限制
7 已達到總作業計數器限制
8 OK 達到換檔計數器限制
9 達到總班次計數器限制
10 刀具計數器達到極限
11 錯誤傳輸在線窗口
12 件套 NOK
13 TDC 傳感器未離開
14 未開始測量
22 測量緩沖器已滿
23 超出偏移極限力傳感器
24 超出偏移限制距離
審核編輯 :李倩
-
傳感器
+關注
關注
2564文章
52722瀏覽量
764712 -
螺柱
+關注
關注
0文章
5瀏覽量
5845
原文標題:TOX?-氣液增力缸式螺柱壓鉚設備
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
雙電機驅動數字液壓閥的研發
廣瀨電機DF22系列鉚壓連接器新增分支轉接器

氣電版自動分選機:32140圓柱電芯高效精準分選解決方案
非接觸式液位傳感器精準檢測電解液液位優選方案

焊柱陣列封裝引線拉力測試:設備與流程解析
論非接觸式液位傳感器在電池液液位檢測中的技術實踐與創新

振弦式滲壓計與其他監測設備如何實現數據集成
伺服電動缸在人形機器人中的應用
曝氣增氧設備遠程監控控制物聯網方案
AWM3100V和AWM3300V在氣相色譜儀中的應用


高效液相色譜柱的類型及特點
湯姆森THOMSON電缸產品及其汽車行業應用

使用120A250A大電流接線柱壓接時的注意點






 工商網監
工商網監
評論