 線束設計分析
線束設計分析
一,線束設計分析
目的:評估線束結構,解決潛在問題,減少制造成本
1,電線/支路
消除打圈的支路
使電線規格共用化
優化鉸接點
2, 線束表面覆物
間距纏與全纏
膠帶與波紋管
點纏與全纏
3,總體
分支合并
二,掛板評審
目標:設計一塊能以盡可能低的成本生產滿足質量要求的產品
Ergonomics人機工程學
Quality質量
LowestProcessing time最低的制造時間
1,制造一根有代表性的線束(復雜或最高級別的線束),仔細尋找潛在的制造設計改進機會,以降低工裝的復雜程度,減少工時,減少潛在的質量問題。
2,分析和研究線束,找出線束工作量最大的部分是什么,裝配要求最復雜的是什么,最大的潛在質量問題是什么及需要最特殊的工作是什么。
3,放進工裝板
最大的連接器/孔位最多的連放在工裝板的左邊
肘部高度的纏帶效率是最高的
連接器夾具工裝正確好用,盡可能讓手腕插線姿勢平直,讓只用手插入的工作最大化。
長板與短寬板的對比(板子不應高于4英尺不長于16英尺)
三,工裝板評審
1,工裝板上工作應盡可能的分散
2,的插入應盡可能在板的中心線附近
3,插線時端子彎曲的角度越小越好
4,評估使工裝成本最低化
5,減少干涉,必要時利用伸縮夾具
6,確保所有的夾具方向正確,能防差
7, 有定位夾的分支盡可能少彎拆以減少對尺寸的影響
8,工裝夾具無晃動
四, 裝配順序編制
目的;確定最佳的連接器裝配/插線/覆蓋件裝配/定位夾裝配/檢查/下線順序
1, 不要編制不能實施的裝配順序
2, 插線從最大連接器開始------從左到右或從上到下
3,一組線或易于一起拿的線應采用聯合插線
a) 把相同的或顏色相似的線分到不同的工位
b) 分散連接器的裝配,(連接器多)不利操作者撐握和控制。將連接器盡量平分給旋轉線一邊的半數工裝板上的所有操作者
4, 利用手工插線和手工纏帶的優勢
5, 平均每個工裝上的連接器利于作線平衡
6, 支路一旦插完就進行二次鎖止
7, 充分利用工裝線上的移動旋轉性,纏帶/裝配應從左到右
8,這也適用于5根以上的原型樣件的裝配
需考慮的總體因素
1,區域及生產線的平面布局
2, 每個工位的方法/平面布局/工藝
3, 整個區域及生產線的物流
4, 工序之間的物料轉運
5, 線平衡
五, 主板放行
目的:為制造人員提供良好的工裝夾具/方法/合適的支路長度/好質量的材料及控制
1, 主板應適用每種線束
2,主板不應用于旋轉線作生產工裝板,靜止板生產線除外
3, 主板未改動之前,不得對復制板作修改
4,在放行主板之前,多功能小組應盡可能消除與人機工程/安全/質量/生產(平面布局/工裝設計)有關的潛在問題。
a)夾具方向與防差
b)二次鎖止順序與正確裝配
c)覆蓋件與正確的裝配
d)端子正確到位
e)減少晃動及歪曲,嚴格控制
f)金屬件
5,功能放行至少應有IE,QE,供應商,主板的所有功能要求均應被評審
6,尺寸的放行,應將樣件放在主板上,可對主板作必要的調整以使之與線束正確匹配
7,移開樣件,按裝配順序重新裝配一根線束,建議裝復雜或級別最高的線束
支路應也應按相應的方法和順序放到主裝上,支路應正確的裝配長度,不要太緊也不要太松
a) 短線不用或鉸接加長使用
b)長線剪短
8,此項活動很重要,因為這些支路作為支路長度表編制的基礎
9, 當線束裝配完后,從主板上取下線束,測量每根支路的尺寸。每個尺寸將被保留到尺寸放行表中
10, 對非對稱公差,應通過平均最大最小許可尺寸來計算名義尺寸,公差應是絕對公差值的平均值
a)主板的放行,尺寸公差應是圖紙公差的20%或低于2MM
a)必要時可對工裝板/方法/支路長度作些修定以解決不符之處
c)重復上述步驟直到尺寸完全相符
d) 按新的支路表再準備一套支路試裝,如果還有不符尺寸要求支路出現,重做支路長度評估
六, 工作內容
目的:以最經濟的方式開發出生產合格質量的產品
1, 準備10套線束的支路,連接器和定位夾等。
確定每個工位最正確的方法。
2, 充分考慮到操作者動作,物料定置,工裝板運動,物流
3, 已制定的順序進行操作
4, 記錄正確的方法
左右的動作
線架的擺放
物料轉運的方法
5, 每個動作理想的時間是3-12秒,以便以后分配
6, 運行10-15基本次數
7, 繼續尋找潛在的工裝板改善機會,減少工作量,提高質量
8, 通過工裝或線束設計改進,尋找消除或減少干涉
9, 尋找方法改進支路定置
10, 將工作進行組合可以減少取料和轉身的次數
12, 目視輔助應便于操作者輕松裝配
13, 相似的電線,端子和顏色相近的連接器不應在同一工位進行作業
14, 在同一工位膠帶的種類應最少化
15, 確保操作以正常的狀態和效率進行操作,必要時可以加快或降低員工的操作速度
16, 當測員工時間時工程師應站在其旁邊
17, 請員工出主意,他們可能有很好的裝配線束的方法。
七, 制造時間
1, 周期時間:從工序開始到結束的總時間,包括工藝時間和等待時間
2, 節拍時間;完成品下線速度時間也是客戶買產品速度時間,其決定著最佳的生產產品的人員需求數。
八, 生產策劃
目標:確定生產系統的采用,每班工人的需求數,生產線的數量,每條線的人員及生產每個件號的速度。
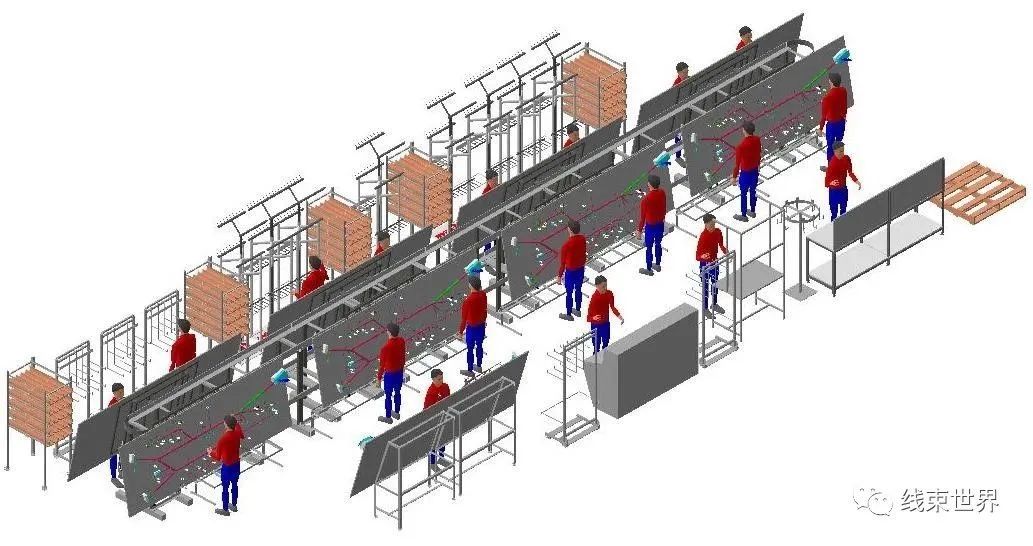
1, 線束的設計就決定了應該采用旋轉線或靜止板進行裝配。
2, 6塊板應采用靜止板
3, 6塊板以上采用旋轉線
4, 靜止板上的夾具通常使用電測夾具
5, 靜止板生產線與旋轉線相比較難控制,但在工程更改,產量增加,人員缺勤情況下更具柔性
6, 通常情況下,制造部門用旋轉線比用靜止板的效率更高
7, 大線或標準工時高的線束建議采用旋轉線
8, 最寬為4英尺,最長為16英尺
9, 充分利用線下預裝減少旋轉線上的工作量。
目標:計算人員需求數,工裝板數量,旋轉線數量,線架數,設備數量。
1, 需要的信息
最高級別線束或類似線束的標準工時
年需求量
2, 裝配時間應僅僅包括在線上操作的時間
3, 工裝板最長為4.87M
4, 工裝板最寬為1,2M
5, 每條線的最多人數為30人,不包括檢查員和領班
6, 旋轉線推薦用6人以上,兩班
7, 工裝板低于1.8M不考慮無效工裝板,間于1.8M和3M之間考慮1塊無效工裝板,長于3M考慮2塊無效工裝板
目的:建立PPAP之前的樣件生產系統和工裝要求。
1, 端子電線的壓接組合可以參照技術規范采用手工壓接。
2, 扎帶可以用普通鉗子或剪刀剪掉尾部
3, 有力矩要求的螺釘或螺栓可以用啟子,鉗子,或搬手擰緊
4, 連接器和定位夾夾具可以用U形叉,桿,釘和其它可幫助裝配的工具。
5, 普通的平桌可用來裝配線束
6, 不需要標準的材料搬運工具
7, 電測可以用點對點的人工電測
九,Stationary Board靜止板
十, EQ Assembly LineEQ裝配線
1, EQ:An abbreviation for Efficiency andQuality.效率和質量的縮寫
2, 由有序的零件裝配組成,集成了線上所有可能的操作,理念是減少操作者的移動,允許物料放置在操作者的前面或側面。線束從一個工位流到另一個工位而操作者不必移動。結果制造時間改善了。
EQ Assembly Line:
EQ Assembly line
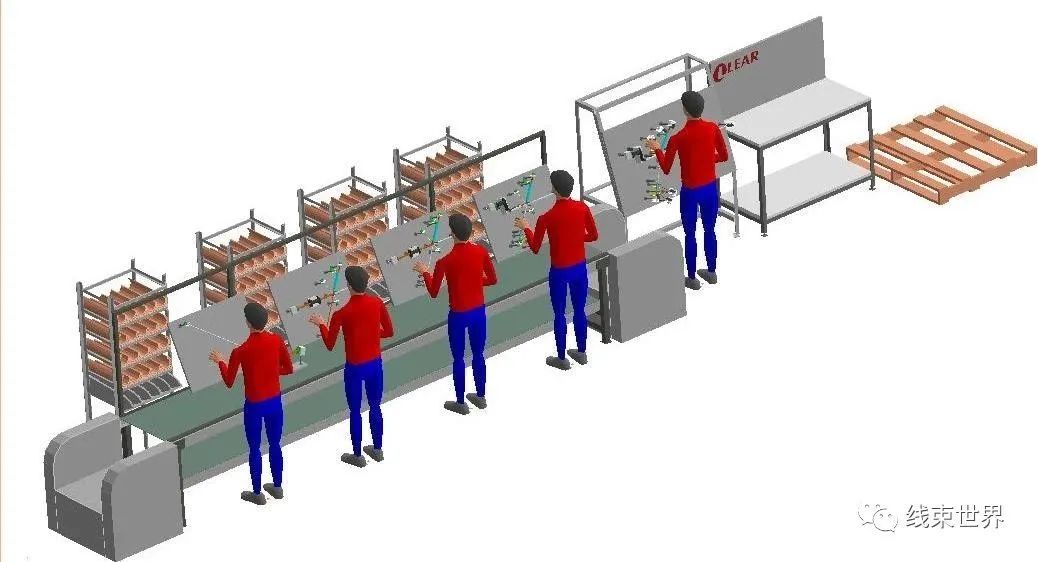
EQ 的優點:
操作可控
工藝流程是線性的
操作,工人不需移動。關注每工位的任務
材料在工人前方
節約場地
板子小,工裝少
按工位實施改進
可以聯合中間工序的操作
工程變更實施快,只影響一塊板子,并是所有的板子
EQ的缺點:
短支路到了最后工位才能知道(不像旋轉線)
放行是按每塊板每工位進行,沒有主板
線的再次平衡很困難,某種操作不能輕易地移到另一工位,必須檢查受影響的工裝板
十一,Conveyor/Rotary旋轉線
Conveyor/Rotary旋轉線:
十二,LINE BALANCING線平衡
目標:尋求一種工作方法讓線上所工位都以相同的制造時間進行操作
1, 通過實測每個工位時間確定生產線是否平衡
2, 工位差異應小于3%,以最高工位為基準
3, 各個工位與目標循環時間相比差異應低于7%.
十三,效率改進
目標:理解效率的重要性及通用效率的計算
1, 效率:是在制造產品過程中標準工時與人力資源工時間的比值;
2, 標準工時:從LMI中獲得,所有的LEAR工廠采用的相同計算方法
3, 實際時間:用于完成工作的時間,由完成某項工作人員數乘以小時數計算而來。
4, 改進方法:減少非增值操作
方法分析
跟蹤生產線改進表
價值流程圖
長期分析
流程圖
因果分析圖
5, 改進方法
減少非增值的操作
動作研究
看板
快速換模
設備優化
改善
六西格瑪
6, 目標效率的爬坡計劃
第一月:50%
第二月:75%
第三月:90%
審核編輯 :李倩
-
連接器
+關注
關注
99文章
15278瀏覽量
139586 -
線束設計
+關注
關注
0文章
22瀏覽量
9909
原文標題:線束工藝工程師應該做哪些?
文章出處:【微信號:wiring-world,微信公眾號:線束世界】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
線束設計的關鍵步驟和應用
充電樁成套線束的介紹及技術要求

使用總線別名(Bus Alias)實現信號線束的功能
汽車線束行業MES系統主要功能
線束綜合測試靈活高效解決方案



獨家!29家線束線纜企業半年報解讀

連接器和線束的關系


安波福汽車線束布局和布置注意事項(參考)





 工商網監
工商網監
評論