 加工余量對加工精度的影響分析
加工余量對加工精度的影響分析
隨著對機械加工產品質量要求的不斷提高,人們在探索提高產品質量的方法和措施方面投入了大量的時間和精力,但是卻忽視了加工工藝過程中加工余量對產品質量的影響,認為在加工過程中只要有余量就不會對產品質量產生多大影響。在實際機械產品加工過程中發現,零件的加工余量的大小直接影響著產品質量。
如果加工余量過小則很難消除上道工序加工過程中殘留的形位誤差和表面缺陷;而余量過大,不僅要增加機械加工的工作量,而且還會增加材料、工具、能量消耗,更嚴重的是在加工過程中因切除大量的加工余量所產生的熱量會使零件變形,加大零件的加工難度,影響產品質量,因此嚴格控制零件的加工余量很有必要。
1 加工余量的概念
加工余量是指加工過程中從加工表面切去的金屬層厚度。加工余量可分為工序加工余量和總加工余量。工序加工余量是指某一表面在一道工序中所切除的金屬層厚度,它取決于相鄰工序前后工序尺寸之差。總加工余量是指零件從毛坯變為成品的整個加工過程中某一表面切除金屬層的總厚度,也即是零件上同一表面毛坯尺寸和零件尺寸之差。總加工余量等于各工序加工余量之和。
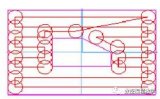
由于毛坯制造和各工序尺寸都不可避免地存在著誤差,因而無論總加工余量還是工序加工余量都是個變動值,出現了最小加工余量和最大加工余量。加工余量及公差如圖1所示。圖中,最小加工余量是前工序最小工序尺寸和本工序最大工序尺寸之差;最大加工余量是指前工序最大工序尺寸和本工序最小工序尺寸之差。工序加工余量的變動范圍(最大加工量與最小加工余量的差值)等于前工序與本工序兩工序尺寸公差之和。工序尺寸的公差帶一般規定在零件的入體方向。對于軸類零件來說,其基本尺寸就是最大工序尺寸,而對于孔來說則是最小工序尺寸。

2 加工余量對加工精度的影響分析
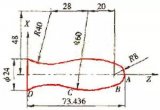
2.1 加工余量過大對加工精度的影響 零件在機械加工過程中必定會產生切削熱,這些切削熱一部分被鐵屑和切削液帶走,一部分傳給刀具,還有一部分則傳給工件,使零件的溫度升高。溫度的高低與加工余量大小有很大關系。加工余量大,粗加工時間必然會變長,切削用量也會適當加大,導致切削熱不斷增加,零件溫度不斷升高。零件溫度升高帶來的最大危害就是使零件產生變形,尤其對溫度變化比較敏感的材料(如:不銹鋼)影響更大,而且這種熱變形貫穿整個加工過程,使加工難度增加,產品質量受影響。 例如,在加工絲桿類細長軸零件時,由于采用的是一夾一頂加工方法,長度方向的自由度受到了限制,此時工件溫度若過高則會產生熱膨脹。在長度方向的延伸受阻情況下,工件受應力影響必然會產生彎曲變形,給后期加工帶來很大的麻煩。受熱后工件彎曲變形圖如圖2所示。這時如繼續加工,將凸出部分加工直至成品,待冷卻至常溫后零件在應力作用下又會產生反向變形,造成形位誤差而影響質量。常溫后工件彎曲變形圖如圖3所示。直徑方向膨脹后其增大部分會被切除,待工件冷卻后則產生圓柱度和尺寸誤差。精密絲桿磨削時,工件的熱變形還會引起螺距的誤差。

2.2 加工余量過小對加工精度的影響 零件的加工余量不能過大但也不能過小,加工余量過小則不能消除前道工序加工過程中殘留的形位公差和表面缺陷,從而影響產品質量。為了使零件的加工質量得到保證,各工序所留最小加工余量應能保證前工序最小加工余量的基本要求。某零件內孔最小加工余量構成因素示意圖如圖4所示。圖4a)為所要加工內孔的零件。如果該孔在前道工序加工時軸線O1-O1偏離基準軸線O-O存在位置誤差n,且內孔存在圓柱度誤差p(如錐度、橢圓等)和表面粗糙度誤差h(如圖4b)所示),那么為了消除鏜孔前的形位公差,鏜孔工序的單邊最小加工余量應包含上述誤差和缺陷的數值。考慮到本工序鏜孔時工件不可避免地存在著安裝誤差,即原孔軸線O-O與工件安裝后的回轉軸線O′-O′間的誤差e(如圖4c)所示),以及本工序鏜孔時的尺寸公差T,因此本工序的最小加工余量z可用下式表示: z≥T/2+h+p+n+e (單面余量)
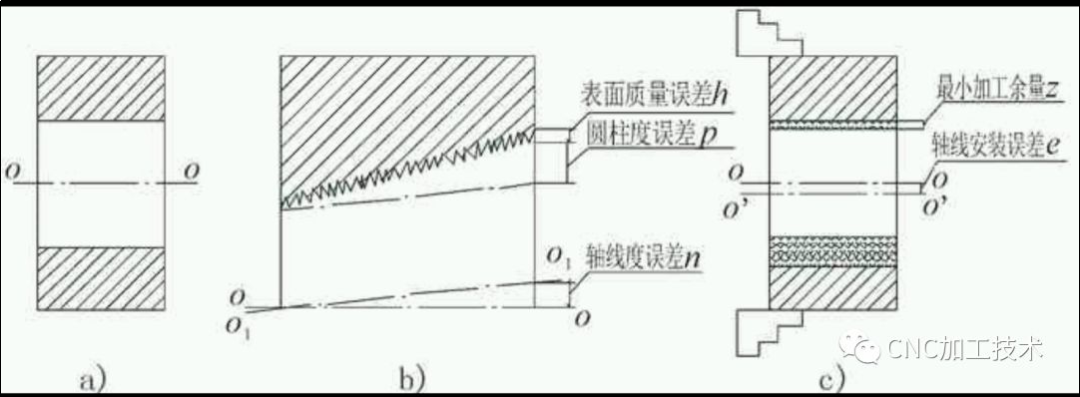
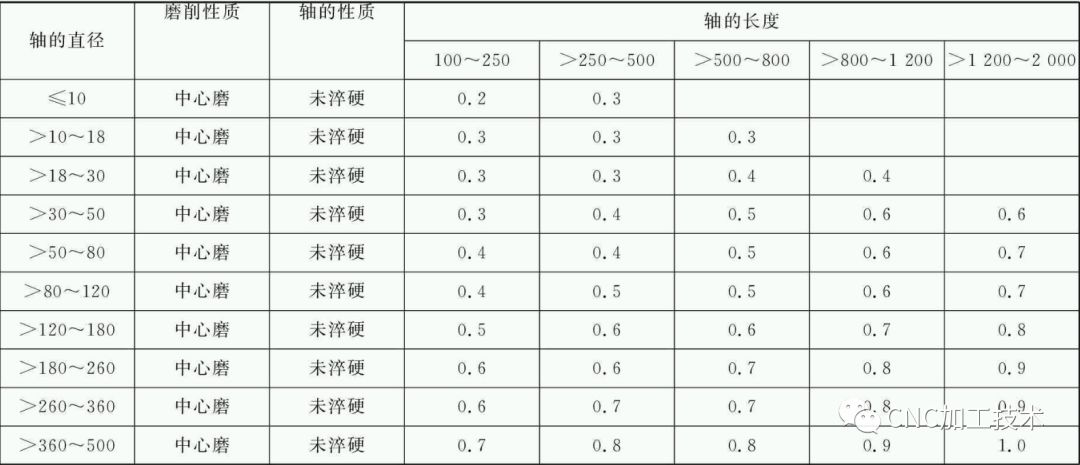
圖4 最小加工余量構成因素圖解 對不同的零件和不同的工序,上述誤差的數值和表現形式也各有不同。在決定工序加工余量時應區別對待。例如,細長軸易彎曲變形,母線直線誤差已超出直徑尺寸公差范圍,工序加工余量應適當放大;對采用浮動絞刀等工具以加工表面本身定位進行加工的工序,則可以不考慮安裝誤差e的影響,工序加工余量可相應減小;對于某些主要用來降低表面粗糙度的精加工工序,工序加工余量的大小僅僅與表面粗糙度h有關。3 加工余量的合理選擇3.1 零件加工余量時的原則 零件加工余量的選擇與零件使用的材料、尺寸大小、精度等級、加工方法有著很大的關系,需視具體情況而定。在確定零件的加工余量時一定要遵循以下原則: (1)應采用最小的加工余量,以求縮短加工時間,并降低零件的加工費用。 (2)應留有充分的加工余量,特別是最后的工序。加工余量應能保證圖紙上所規定的精度和表面粗糙度。 (3)確定加工余量時應考慮到零件熱處理時引起的變形,否則將可能產生廢品。 (4)確定加工余量時應考慮到加工方法和設備,以及加工過程中可能產生的變形。 (5)確定加工余量時應考慮到被加工零件的大小。零件愈大,則加工余量也愈大。因為零件的尺寸增大后,由切削力、內應力等引起變形的可能性也會增加。 3.2 確定加工余量的方法 3.2.1 經驗估計法 經驗估算法在生產實踐中比較常用,是根據工藝人員的設計經驗或與同類型零件進行比較來確定加工余量的方法。例如,在建船舶中舵桿、舵銷、中間軸、艉軸的加工余量就是根據工藝人員多年的設計經驗而定的。考慮到工件的重要性,加上體積龐大、鍛件毛坯應力大等因素的影響,粗車外圓后留6 mm半精車余量,半精車后留3 mm精車余量,精車留1 mm磨削余量。為了防止加工余量不夠而產生廢品,經驗估計法所估加工余量一般偏大。此法常用于單件小批量生產。 3.2.2 查表修正法 查表修正法是以生產實踐和試驗研究積累的有關加工余量的資料數據為基礎編制成表,結合實際加工情況進行修訂來確定加工余量的方法,此法應用比較廣泛。軸承零件粗車后精車外圓和磨加工外圓加工余量分別見表1、表2。 3.2.3 分析計算法 分析計算法是根據試驗資料和計算公式對影響加工余量的各種因素進行分析和綜合計算確定加工余量的方法。這種方法確定的加工余量既準確又經濟合理,但需要積累比較全面的資料,沒有以上兩種方法簡單直觀,因此此法目前應用較少。4 結語在實際生產中由于許多零件毛坯的制作方法都是臨時確定的,比如:離心澆注的不銹鋼套改用鋼板卷制后焊接而成;冷卻器端蓋、電動機底座、齒輪箱翻砂件改用焊接件等。這些零件在毛坯的制作過程中有許多不確定因素,其形狀誤差很難預料,因此本文介紹的三種確定零件加工余量的方法不適用這類零件的加工余量的確定,只能在實際制作過程中靈活掌握。 表1 軸類零件粗車后精車外圓的加工余量 mm

表2 軸類零件磨加工外圓的加工余量 mm
審核編輯 :李倩
-
加工
+關注
關注
0文章
88瀏覽量
16575 -
精度
+關注
關注
0文章
265瀏覽量
20373
原文標題:加工余量對加工精度的影響!
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
告別低效加工!牙雕機主軸DS45 DC助力鈦合金義齒切削加工
數控加工工藝流程詳解
什么是SMT貼片加工精度?它在電子產品制造中的重要性
數控車床加工工藝的技巧
數控車床加工的工藝技巧介紹
激光自身空間維度加工系統綜述

PCB加工與SMT貼片加工:工藝差異全解析
SMT打樣揭秘:工藝邊如何確保加工精度與效率?
銑削加工如何正確選擇走刀方式
SMT貼片加工精度全解析:類型、作用與提升方法
數控車削中的粗加工的編程方法
smt貼片加工與dip插件加工的區別在哪里
高效修復機床導軌磨損,保障加工精度!






 工商網監
工商網監
評論