") 氣動調(diào)節(jié)閥的日常維護(hù)及故障排除
氣動調(diào)節(jié)閥的日常維護(hù)及故障排除
1.總則
1.1 主要內(nèi)容:
本檢修作業(yè)指導(dǎo)書規(guī)定了在線使用的氣動調(diào)節(jié)閥的日常維護(hù)、故障排除及更換時需注意的安全事項(xiàng)和具體的技術(shù)要求和實(shí)施步驟,其它類型調(diào)節(jié)閥亦可參照使用。
1.2 基本組成:
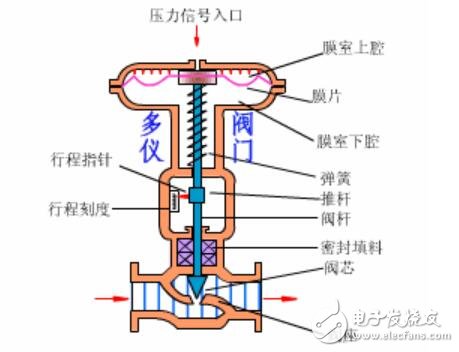
氣動調(diào)節(jié)閥由氣動薄膜執(zhí)行機(jī)構(gòu)和閥體部件兩部分組成。執(zhí)行機(jī)構(gòu)由上下膜蓋、波紋薄膜、托盤、支架、推桿、彈簧、調(diào)節(jié)件等零部件所構(gòu)成;閥體部分由閥體、閥芯、閥座、閥桿、法蘭等組成。
1.3 氣動調(diào)節(jié)閥工作原理:
當(dāng)信號壓力輸入薄膜氣室中,在波紋膜片上產(chǎn)生推力,使推桿移動,并壓縮彈簧,直到與彈簧的反作用力相平衡,推桿的移動量即氣動執(zhí)行機(jī)構(gòu)行程。氣動薄膜執(zhí)行機(jī)構(gòu)作用方式分為正作用及反作用;正作用式:當(dāng)信號壓力增大時,推桿部件向下移動;反作用式:當(dāng)信號壓力增大時,推桿部件向上移動。
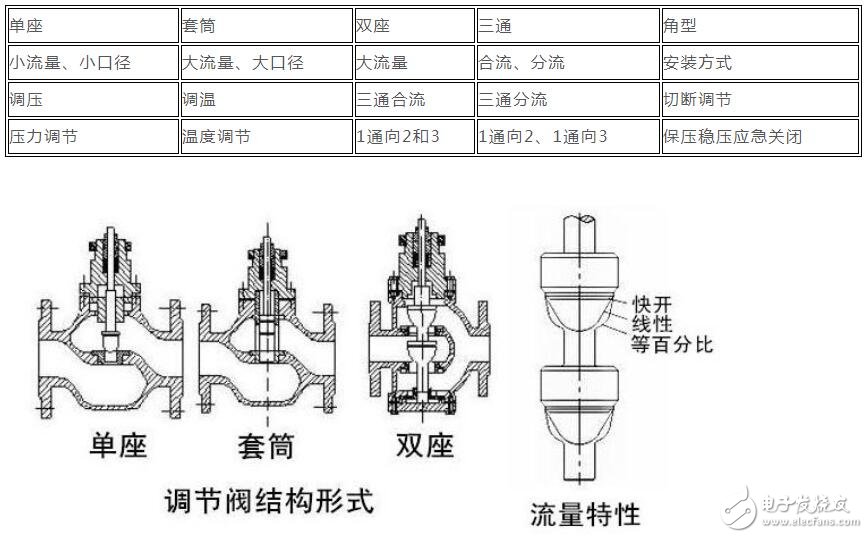
1.4 調(diào)節(jié)閥分類:
按結(jié)構(gòu)形式可分為:直通單座閥、直通雙座閥、角形閥、三通閥、隔膜閥、蝶閥。
1.5 適用范圍:
本檢修作業(yè)指導(dǎo)書適用于電儀車間儀表工段全體儀表人員。
2、檢修目的
為了使調(diào)節(jié)閥能夠完好使用,不內(nèi)漏,不卡滯,開關(guān)動作靈活、自如;各連接處無泄露,使調(diào)節(jié)閥能夠在各種開關(guān)位置都能夠有效的調(diào)節(jié)、控制管線和設(shè)備內(nèi)的介質(zhì),起到平穩(wěn)生產(chǎn)的作用。
3、 檢修前的準(zhǔn)備工作:
⑴、人員分工:
①、檢修負(fù)責(zé)人:根據(jù)儀表元件的故障現(xiàn)象,確定檢修項(xiàng)目,負(fù)責(zé)檢修質(zhì)量,確認(rèn)需更換的備件質(zhì)量是否合格,更換的閥門定位器及其它元件是否適用于該調(diào)節(jié)位置,保證維修或更換后的閥門處于完好狀態(tài);確保檢修工作保質(zhì)保量完成。
②、安全負(fù)責(zé)人:負(fù)責(zé)檢修期間的安全監(jiān)護(hù),落實(shí)安全措施是否完善,防護(hù)器材是否準(zhǔn)備齊全,佩戴是否規(guī)范,提醒檢修負(fù)責(zé)人在檢修時應(yīng)注意的事項(xiàng);確保安全防護(hù)措施到位,保證檢修工作安全順利完成。
⑵、工作時間:
⑶、檢修工具:12寸活口2把、鉗子、螺絲刀、膠布、細(xì)砂紙、信號發(fā)生器。
⑷、檢修備件:調(diào)節(jié)閥、閥門定位器、膜片、彈簧及相關(guān)配件。
⑸、票證的辦理:需辦理檢修通知單、檢修任務(wù)書、工藝交出單(根據(jù)具體實(shí)際情況)、
登高時需辦理高處作業(yè)證。
4、 檢修過程中的要求:
⑴、首先落實(shí)檢修所需的備件,備件應(yīng)與所更換或維修的調(diào)節(jié)閥及其零部件的規(guī)格、型號、材質(zhì)、公稱壓力、作用方式等相一致。
⑵、準(zhǔn)備好使用的工具,工具必須合適,完好,齊全。
⑶、相關(guān)票證辦理齊全,必須得到調(diào)度、操作工及相關(guān)人員的同意后方可施工。
⑷、在拆卸調(diào)節(jié)閥或維修調(diào)節(jié)閥零部件前,必須確認(rèn)工藝處理合格,操作工現(xiàn)場監(jiān)護(hù)。
⑸、維修調(diào)節(jié)閥定位器及其它零部件時,應(yīng)要求操作工將調(diào)節(jié)閥前后閥門關(guān)嚴(yán),待操作工用近路閥門將工藝調(diào)整穩(wěn)定后,得到操作工同意,并與操作工一同確認(rèn)工藝處理合格,調(diào)節(jié)閥的開關(guān)動作不影響生產(chǎn),調(diào)節(jié)閥閥體內(nèi)無殘余的介質(zhì)、壓力后方可進(jìn)行維修及調(diào)整。
⑹、拆卸更換調(diào)節(jié)閥時,應(yīng)佩戴好防毒面具、防護(hù)手套等安全防護(hù)器材后,先對角拆卸連接螺絲,使調(diào)節(jié)閥閥體法蘭與管線連接法蘭之間慢慢松動,離開間隙,確認(rèn)調(diào)節(jié)閥內(nèi)無介質(zhì)壓力后方可拆卸。
⑺、安裝調(diào)節(jié)閥時,調(diào)節(jié)閥的箭頭必須與介質(zhì)的流向保持一致,更換用螺紋連接的小口徑調(diào)節(jié)閥時必須要有可拆卸的活動連接件,調(diào)節(jié)閥要固定好。
⑻、調(diào)節(jié)閥普通定位器的調(diào)校方法:
①、將空氣直接接在另備的空氣過濾減壓閥送入執(zhí)行機(jī)構(gòu)膜室,調(diào)節(jié)氣壓,使執(zhí)行機(jī)構(gòu)的推桿移至全行程的中間位置。
②、當(dāng)推桿停在全行程中間位置時,調(diào)整定位器使反饋桿與定位器成直角。
③、把氣源接在定位器上的減壓過濾器的輸入口上,定位器的輸出口與膜室相連。
④、輸入4MA信號,轉(zhuǎn)動調(diào)零螺釘,使執(zhí)行機(jī)構(gòu)剛好啟動。
⑤、調(diào)節(jié)輸出信號至20MA,使執(zhí)行機(jī)構(gòu)走完全行程,若行程不足,可松開行程調(diào)整鎖緊螺釘,調(diào)整完畢后,將鎖緊螺釘鎖緊。
⑥、反復(fù)調(diào)整使執(zhí)行機(jī)構(gòu)的始終點(diǎn)在許可誤差的范圍內(nèi)。
⑼、調(diào)節(jié)閥智能定位器的調(diào)校方法:
①、將AVP(即定位器)的輸入信號設(shè)定為DC18±1MA。
②、使用平頭螺絲刀順時針旋轉(zhuǎn)零點(diǎn)-滿度調(diào)整螺絲,直到轉(zhuǎn)不動為止90°。
③、保持該位置直到閥門開始動作(約3秒鐘),將啟動自動設(shè)定程序,松開螺絲刀。
④、閥門將從全關(guān)到全開往返2次,然后閥門停止在50%的位置并保持3分鐘。
⑤、通過改變輸入信號確認(rèn)自動設(shè)定程序是否完成,整個自動設(shè)定程序約需3分鐘。
⑥、當(dāng)正在執(zhí)行自動設(shè)定程序時若輸入信號降至4MA以下,自動設(shè)定將失敗,需要重新啟動自動設(shè)定程序,完成自動設(shè)定程序后,要將至少4MA以上的信號(電源)至少保持30秒鐘,使數(shù)據(jù)和參數(shù)保存到AVP的EEPROM中。
⑽、拆檢調(diào)節(jié)閥時,應(yīng)重點(diǎn)檢查閥體、閥座、閥芯(閥桿)等的腐蝕磨損情況,檢查執(zhí)行機(jī)構(gòu)中的膜片或氣缸O型圈是否老化或裂損;檢查填料的密封性及其它附件完好情況,嚴(yán)重的予以更換。
⑾、調(diào)節(jié)閥調(diào)校完畢后,調(diào)節(jié)閥在任何開度時,標(biāo)尺與閥門開度指示應(yīng)相符。
5、 檢修質(zhì)量要求:
維修或更換的調(diào)節(jié)閥及其附件安裝應(yīng)規(guī)范、牢固,各連接處無泄露,閥門開關(guān)自如,靈活,動作穩(wěn)定,零點(diǎn)、量程調(diào)校符合使用要求,指示準(zhǔn)確;配件齊全;材質(zhì)正確,各部件清潔,做好校驗(yàn)檢修記錄,做好防水措施。
6、 檢修后的要求:
⑴、檢修任務(wù)完成后,及時將現(xiàn)場清理干凈,做到工完料凈場地清。
⑵、要求操作工將調(diào)節(jié)閥前后閥門打開,觀察各連接處應(yīng)無泄露,調(diào)節(jié)閥完好投入使用。
7、日常檢查與維護(hù)
⑴、調(diào)節(jié)閥外觀進(jìn)行檢查,各連接處有無泄露、各連接部件有無松動,各附件齊全、完好。
⑵、各信號線連接是否松動、磨損。
⑶、氣缸或膜頭是否漏氣,各氣源連接絲頭處有無泄漏。
⑷、定期對活動部件及螺栓上油防腐。
⑸、有檢修機(jī)會隨時進(jìn)行校驗(yàn)、拆檢。
⑹、各防護(hù)管是否完好,各進(jìn)線口處防水措施是否完好。
⑺、每半年檢查一次閥門定位器氣源過濾減壓器膜片清潔情況,氣源球閥及氣源管路排氣。
⑻、各氣源壓力表應(yīng)完好,指示準(zhǔn)確。
8.故障排除
| 故障現(xiàn)象 | 可能原因 | 處理方法 |
| 閥體磨蝕 |
1、流體速度太高 2、流體中有顆粒 3、空化和閃蒸 |
1增大閥體內(nèi)件尺寸,以降低流體速度 2、閥體改為流線型結(jié)構(gòu),以減小流體的撞擊 3、閥體材料增加硬度 4、改變閥內(nèi)件結(jié)構(gòu),以降低流速 5、避免空化作用,改用低壓力恢復(fù)的閥門 6、用不銹鋼材料焊接修理 |
| 閥內(nèi)件磨蝕 |
1、流體速度太高 2、流體中有顆粒 3、空化和閃蒸 |
1、增大閥門或閥內(nèi)件尺寸,以降低流體速度 2、改用硬才閥內(nèi)件 3、改變閥內(nèi)件結(jié)構(gòu),以降低流速 4、避免空化作用,改用閥門和閥內(nèi)件 5、改用流線型結(jié)構(gòu),避免沖擊 |
| 閥芯、閥座之間泄露 |
1、閥芯、閥座表面情況不好(磨損。被腐蝕) 2、執(zhí)行機(jī)構(gòu)作用力太小 3、閥座螺紋被腐蝕、松動 |
1、改善接合面 2、調(diào)節(jié)執(zhí)行機(jī)構(gòu)和閥桿的連接架以調(diào)整 3、擰緊或修理、更換閥芯、閥座 |
| 閥座環(huán)和閥體之間泄露 |
1、擰緊力矩太小 2、表面不好(不干凈、光潔度差) 3、墊片不適合 4、閥體有小孔 |
1、加大擰緊力矩 2、重新加工,清洗干凈 3、修理或更換墊片 4、鑄件有時容易產(chǎn)生小孔,磨掉后焊接修理 |
| 填料泄露 |
1、閥桿光潔度不好 2、閥桿彎曲 3、填料蓋沒有壓緊 4、填料類型或結(jié)構(gòu)不好 5、填料層堆得太高 6、填料腐蝕、有坑 7、填料壓蓋變形、損壞 |
1、閥桿磨光 2、閥桿壓直 3、重新擰緊 4、重選填料并更換填料 5、安裝間隔環(huán),減少填料高度 6、改用性能好的填料 7、修理或更換壓蓋及有關(guān)的法蘭、螺母 |
| 滑動磨損 |
1、系統(tǒng)不穩(wěn)定 2、接觸應(yīng)力過大 3、不對中 4、表面光潔度不好 5、材料選用不好 |
1、改善穩(wěn)定性 2、增大軸承尺寸 3、重新加工修理 4、重磨表面 5、選擇更好的導(dǎo)向件及材料 |
| 上閥蓋與閥體之間泄露 |
1、擰緊力矩小 2、表明不光潔 3、雙頭螺栓漏 |
1、擰緊力大一些 2、墊片表面干凈、光潔 3、雙頭螺體附近的閥體不能有小孔 |
| 閥桿連接脫開或折斷 |
1、力矩太大 2、銷連接不好 3、震動或不穩(wěn)定 |
1、改用閥芯閥桿整體件,或用焊接閥芯 2、正確按裝 3、按要求換密封環(huán) 4、根據(jù)高溫,進(jìn)行設(shè)計(jì) 5、更換密封環(huán) |
| 閥門沒有動作 |
1、氣源壓力不足 2、執(zhí)行機(jī)構(gòu)或附件故障或泄露 3、調(diào)節(jié)器無輸出信號 4、供氣管斷裂、變形 5、氣源接頭損壞、漏氣、卡住 6、流動方向不正確,受力過大使閥芯脫落 7、閥桿或軸卡死 8、閥門定位器或電一氣換轉(zhuǎn)換器故障 9、閥內(nèi)件損壞、卡死 10閥芯在閥座中卡死 |
1、檢查并修理氣源 2、修理故障元件 3、修理故障元件 4、更換 5、修理或更換 6、按箭頭方向安裝 7、修理或更換 8、修理或更換 9、摩擦過大卡住時,松開,潤滑,重裝 10重新加工,修理或更換 |
| 閥門不能達(dá)到額定行程 |
1.氣源 壓力不足 2.執(zhí)行機(jī)構(gòu)或附件泄露 3.定位器沒有校準(zhǔn) 4.行程調(diào)整不當(dāng) 5.執(zhí)行機(jī)構(gòu)彈簧額定值太小 6.軸或閥桿彎曲 7.閥內(nèi)件損壞或不干凈 8.流動方向不正確 9.執(zhí)行機(jī)構(gòu)太小 10 添料摩擦力太大 11、手動操作機(jī)構(gòu),限位塊位置不準(zhǔn) |
1、調(diào)整氣源壓力 2、檢查出執(zhí)行機(jī)構(gòu)及其附件的泄露處修復(fù)好; 3、校準(zhǔn)定位器; 4、重新調(diào)整行程; 5、更換彈簧; 6、修理或更換; 7、修理或更換并清洗干凈; 8、調(diào)換方向; 9、更換執(zhí)行機(jī)構(gòu); 10、松開填料加潤滑油; 11、重新調(diào)整; |
| 閥門動作遲鈍或行程緩慢 |
1、填料摩擦大;填料變質(zhì)老化 2、軸或閥桿彎曲 3、氣源壓力太低 4、起源容量不足 5、附件尺寸太小 6、活塞執(zhí)行機(jī)構(gòu)摩擦太大 7、軸承摩擦力大 8、定位器響應(yīng)性能差 9、活塞環(huán)磨損 |
1、更換填料,重新調(diào)整 2、修理或更換 3、增大氣源壓力 4、增大氣源管及氣源容量 5、增大附件規(guī)格及容量 6、清洗干凈后,研磨氣缸及活塞 7、修理或更換定位器 8、修理或更換定位器 9、修理活塞環(huán) |
| 閥震動 |
1、由于密封調(diào)料的粘-滑作用 2、旁路沒有調(diào)好 3、定位器損壞 4、定位器增益太高 5、流動方向安裝錯誤 6、支撐不好,有振動源 |
1.松開壓蓋,潤滑填料,調(diào)整 2.調(diào)整旁路 3.修理或更換 4.調(diào)整定位器增益或選用低增益型 5.改換方向 6.支撐牢,避開振動源 |
| 旋轉(zhuǎn)式閥門不轉(zhuǎn)到 |
1、限位塊裝錯,約束傳動機(jī)構(gòu) 2、軸斷裂,傳動件損壞 3、嚴(yán)重超行程,零件損壞 4、腐蝕或贓物造成 5、過高的壓力或壓蓋,力矩太大 6、管線擰得過緊,摩擦力過大 |
1、調(diào)整限位塊 2、修理或更換 3、調(diào)整行程,更換零件 4、更換零件,清洗 5、改換力矩大的執(zhí)行機(jī)構(gòu) 6、松開管道螺栓 |
9.檢修安全注意事項(xiàng)
⑴、正確使用工作條件,氣源干燥、無油、無塵、保持清潔。
⑵、介質(zhì)溫度符合調(diào)節(jié)閥使用條件。
⑶、正確選擇流向、校對前后壓差。
⑷、儀表人員必須經(jīng)操作人員同意辦理相關(guān)票證后,方可維修、校對調(diào)節(jié)閥。
⑸、使用中需拆檢閥體時,前后切斷閥必須有操作人員確認(rèn)切死后,方可進(jìn)行拆檢。
10、常見故障:
⑴、有一臺正在運(yùn)行中的氣關(guān)閥總是關(guān)不死,有幾種原因:
①、閥芯、閥座間磨損嚴(yán)重;
②、調(diào)節(jié)閥膜頭漏氣;
③、閥芯、閥座間有異物卡住;
④、調(diào)節(jié)閥前后壓差過大;
⑤、零點(diǎn)彈簧預(yù)緊力過大;
⑥、定位器輸出達(dá)不到最大;
⑦、閥桿太短;
⑵、定位器和調(diào)節(jié)閥閥桿連接的反饋桿脫落時,定位器的輸出如何變化:
定位器和調(diào)節(jié)閥閥桿連接的反饋桿脫落時,定位器就沒有了反饋,成了高放大倍數(shù)的氣動發(fā)大器,如果定位器是正作用,即信號增加,輸出也增加,則閥桿脫落,輸出跑最大。如果是反作用,則跑零;
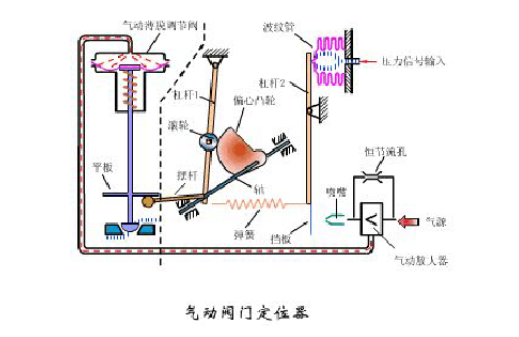
⑶、閥門定位器的作用有哪些:
①、改善調(diào)節(jié)閥的靜態(tài)特性,提高閥門位置的線性度;
②、改善調(diào)節(jié)閥的動態(tài)特性,減少調(diào)節(jié)信號的傳遞滯后;
③、改變調(diào)節(jié)閥的流量特性;
④、改變調(diào)節(jié)閥對信號壓力的響應(yīng)范圍,實(shí)現(xiàn)分程控制;
⑤、使閥門動作反向;
-
定位器
+關(guān)注
關(guān)注
2文章
178瀏覽量
18287 -
彈簧
+關(guān)注
關(guān)注
0文章
67瀏覽量
13224 -
調(diào)節(jié)閥
+關(guān)注
關(guān)注
1文章
223瀏覽量
14565
原文標(biāo)題:檢修作業(yè)指導(dǎo)書||檢修氣動調(diào)節(jié)閥作業(yè)指導(dǎo)書
文章出處:【微信號:儀表之家,微信公眾號:儀表之家】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
氣動調(diào)節(jié)閥的安裝調(diào)試及故障處理
氣動調(diào)節(jié)閥的結(jié)構(gòu)_氣動調(diào)節(jié)閥的工作原理
氣動調(diào)節(jié)閥選型及注意事項(xiàng)
氣動調(diào)節(jié)閥故障分析和處理方法
氣動調(diào)節(jié)閥安裝規(guī)范_氣動調(diào)節(jié)閥安裝注意事項(xiàng)

氣動調(diào)節(jié)閥安裝原則





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論