 單波峰焊接中PCBA溫度特性
單波峰焊接中PCBA溫度特性

一站式PCBA智造廠家今天為大家講講PCBA加工中波峰焊接溫度有什么特性?波峰焊接中PCBA溫度特性。
單波峰焊接中PCBA溫度特性
在單波峰焊接情況下,PCB在進入波峰焊接設備系統后焊接面上的溫度隨時間的變化關系大致如圖所示。對不同的單波峰設備系統,該溫度曲線會稍有不同,但總的規律是大同小異的。這里只做一個舉例說明。
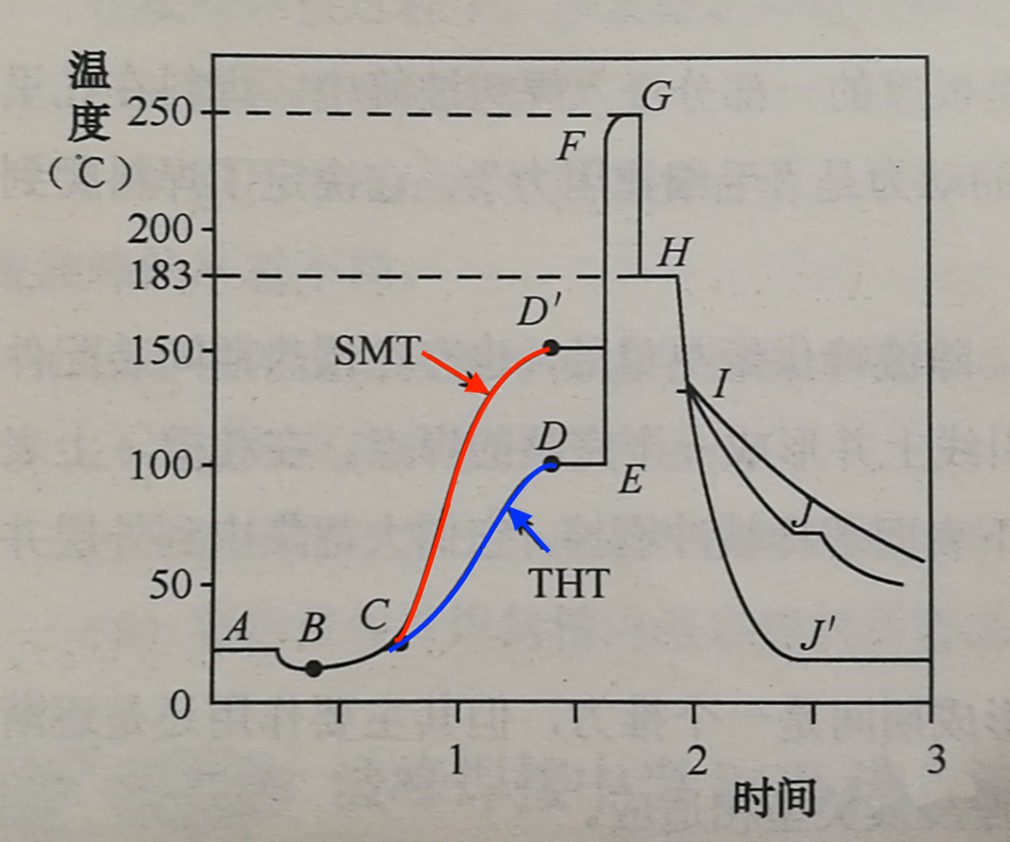
當焊接操作開始,操作者將室溫PCBA通過助焊劑涂覆區時,印制板的溫度接近于助焊劑的液溫,即圖中B點。涂覆了助焊劑的PCB從C點開始進入預熱區,受熱后助焊劑中的溶劑不斷被蒸發,而助焊劑中的固體成分開始分解出能凈化基體金屬的活性物質,在PCB到達D點時,達到預熱所要求的溫度,這是一般的通孔安裝PCBA預熱溫度曲線。對于 SMC/SMD的大量應用的PCBA,由于PCB基板材質、厚度、層數、銅箔黏合劑等因素,決定其熱容量的提高,預熱溫度也隨之提高。預熱溫度被普遍提高到與焊接溫度的差值小于100℃以內的程度,如圖中紅色曲線所示的D'點(150℃左右)。
對于通孔安裝PCBA來說,通過預熱區D點后的PCB,已經位于焊料槽的上方,焊料槽表面的輻射熱繼續維持對PCB的預熱。PCB保持預熱所達到的溫度(DE段)繼續前進,直到與焊料波峰相接觸的E點。PCB在E點處浸入焊料波峰后溫度急劇上升到達F點,并不斷逼近飽和溫度(G點),由F點到G點的區間為熱交換區。F和G之間溫差的大小與預熱過程是否充分有關。PCB板在此區間要經歷3~5s的時間,這個時間的長短與PCB上的熱容量有關。
PCB過了G點開始脫離焊料波峰,焊點上的焊料溫度雖然迅速下降,但焊料仍為液態,溫度降到H點(183℃附近)后并停留一段時間(曲線保持為水平直線段),放出潛熱完成液相到固相的轉變。H→I為自然冷卻段,從I點開始進入強制冷卻區,圖中I→J為強制風冷的冷卻曲線,而I-J則為采用強制液體冷卻的快速冷卻曲線。
關于PCBA加工中波峰焊接溫度有什么特性?波峰焊接中PCBA溫度特性的知識點,想要了解更多的,可關注領卓PCBA,如有需要了解更多PCB打樣、SMT貼片、PCBA加工的相關技術知識,歡迎留言獲取!
審核編輯 黃昊宇
-
PCBA
+關注
關注
24文章
1748瀏覽量
53727 -
波峰焊
+關注
關注
12文章
328瀏覽量
19150
發布評論請先 登錄
小批量多品種生產困局破冰:選擇性波峰焊如何重塑柔性電子制造競爭力
波峰焊設備的維護和保養方法
波峰焊技術入門:原理、應用與行業標準
PCBA 加工必備知識:選擇性波峰焊和傳統波峰焊區別大揭秘
一文搞懂波峰焊工藝及缺陷預防

波峰焊點拉尖現象的成因與解決策略
波峰焊在PCBA加工中的應用與選擇要點,一文讀懂!
PCBA加工必備知識:回流焊VS波峰焊,你選對了嗎?
揭秘波峰焊治具:如何助力PCBA加工提升生產效率
分析波峰焊時產生連錫(短路)的原因以及解決辦法






 工商網監
工商網監
評論