 高級組態監控將成為流水線降本提效的秘訣?
高級組態監控將成為流水線降本提效的秘訣?

2018 年,世界經濟論壇(WEF)攜手麥肯錫公司共同倡議并正式啟動了全球“燈塔工廠網絡項目”(Lighthouse Network),共同遴選率先應用工業革命 4.0 技術實現企業盈利和持續發展的創新者與示范者。這就使得工廠系統需要對各流水線及生產運行成本方面進行多角度監控、分析,同樣急需對信息化應用成果和各項信息資源,進行多元化的展示并支持多元化終端的便捷訪問。
圖撲軟件 HT 可視化技術采用 B/S 架構,通過對傳統二維的工廠流水線組態圖進行重構設計,對接測點數據實現 Web 化跨平臺多端訪問,無論是 PC、PAD 或是智能手機打開瀏覽器,即可隨時訪問監控場景。并支持集成至 B/S 端,與其他主流前端框架如 Angular、React 和 Vue 等無縫融合,通過數據驅動形式讓新型組態得以使用 2D/2.5D 等不同形式實現多樣化展示。
本期案例對工廠流水線的主要工藝流程進行 2D 可視化設計,根據不同的單元“支腿焊接自動線”、“小件自動化機加線”、“自動化產線”、“輸送直管熱處理”、輸送直管自動熱處理線”、“輸送直管自動焊接線”、“專汽攪拌桶涂裝自動線”進行分類設計,結合接入測點后監測到的實時數據,直觀呈現工藝流程和工藝設備的運行狀態。
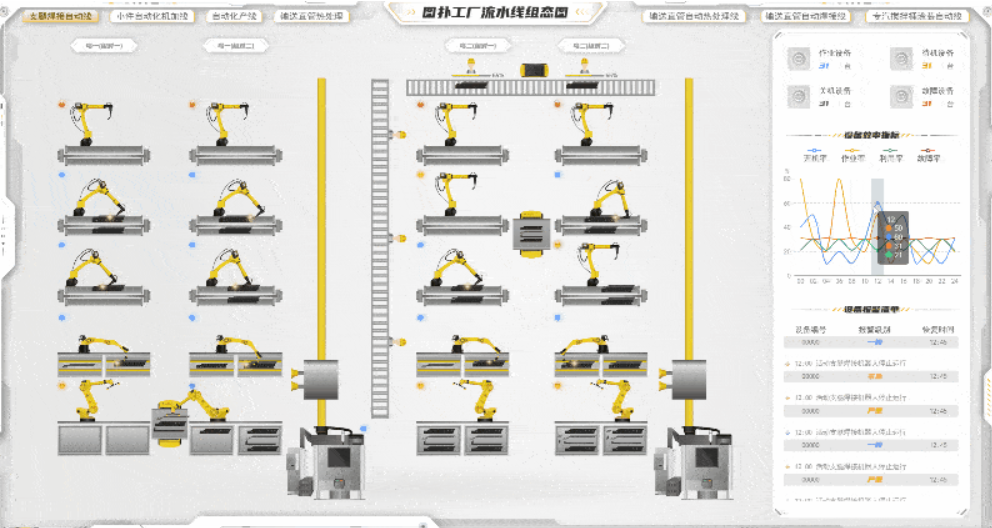
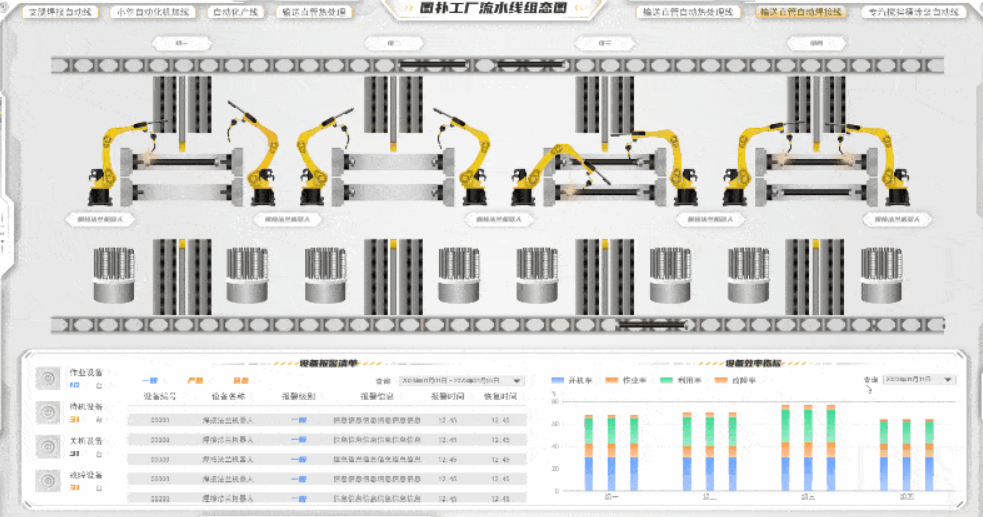
支腿焊接自動線
焊接作為現代制造業中的一項重要制造技術,已經滲透到制造業的各個領域。活動支腿焊接機器人采用 PLC 可編程序控制器控制,能與機器人通信,在操作平臺上能對整個生產線的工作過程進行控制,并且多臺焊接機器人協調控制,保證焊接過程的智能性和穩定性。自動焊接生產線就是將焊接機器人、焊接設備、輔助設備及工裝、控制系統、變位機、物流系統進行有效集成,通過整條線的自動化輸送,能夠提高整條生產線的工作效率。
圖撲軟件 HT 可視化界面中,每臺焊接機器人都有其相對應的報警裝置,根據報警級別實時匯總其狀態并在右側面板輪播展示。并且根據焊接機器人攜帶的傳感器傳輸回的數據信息,將設備效率指標以曲線圖的形式進行可視化展示。
點焊機械臂
鼠標劃過點焊機械臂設備會高亮顯示,點擊后可進入設備詳情界面,界面內是對點焊機械臂設備的二維展示,兩側輔助以相關設備基礎信息包括焊接電流、焊接電壓、送絲速度等。

小件自動化機加線
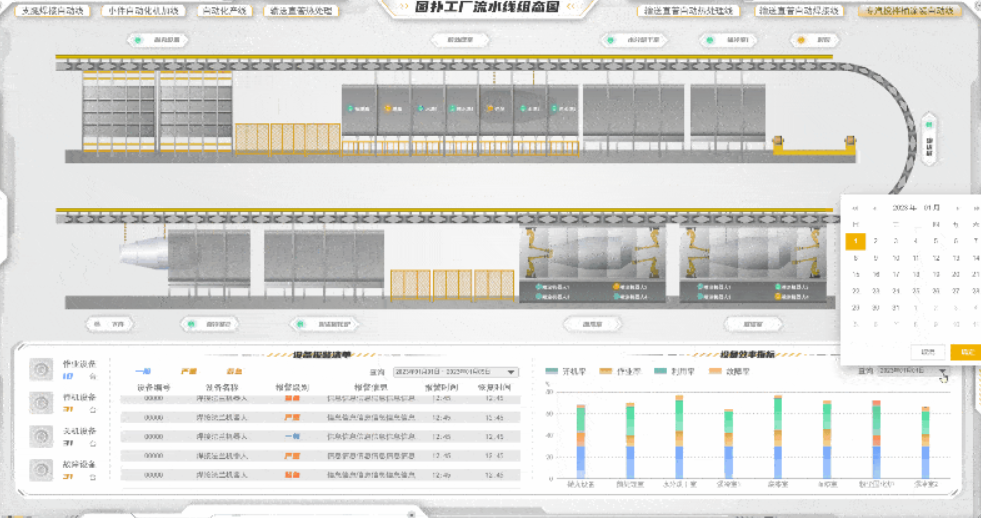
小件自動化流水線生產過程繁瑣而復雜,為保證整個流水線的正常運行,需要一個合理的設計方案。對整個流水線生產過程而言,需要考慮加工設備的擺放位置、每臺設備的運行速度、整個生產線的節拍。合理的流水線設計能夠使得加工設備之間減少碰撞、減緩待加工工件堆積。
本系統中展示了 6 條綜合線產線流程,采用固定面板的方式展示作業設備、待機設備、關機設備、故障設備等實時數據;以及設備報警清單,設備和產線效率指標數據等。

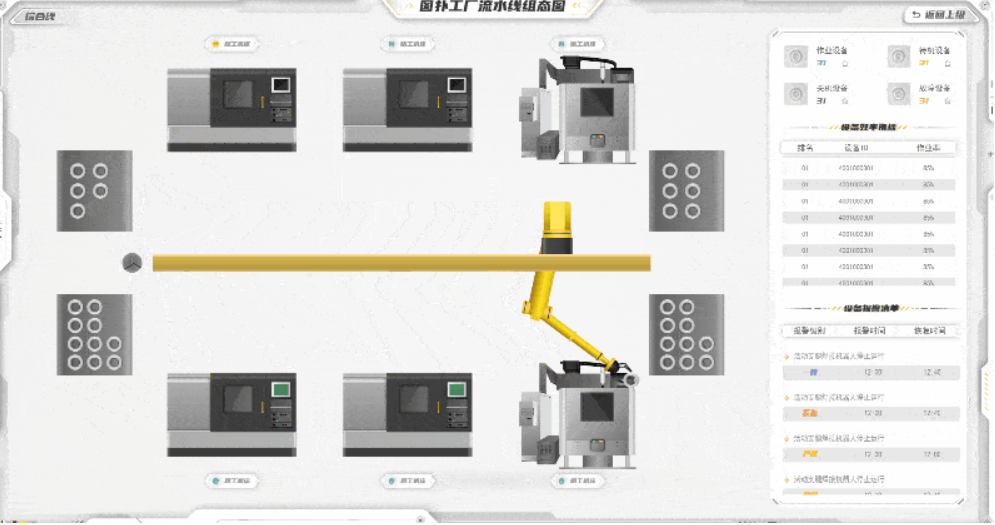
綜合線
鼠標劃過綜合線工藝會高亮顯示,點擊后可進入綜合線詳情界面,界面內是對法蘭加工步驟的可視化展示,右側輔助以相關設備基礎信息包括設備報警清單、設備效率指標等。
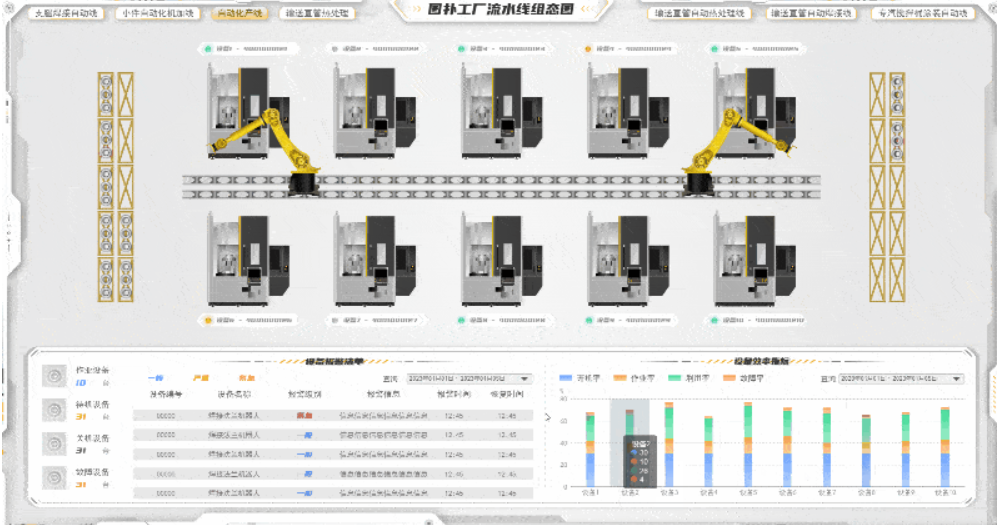
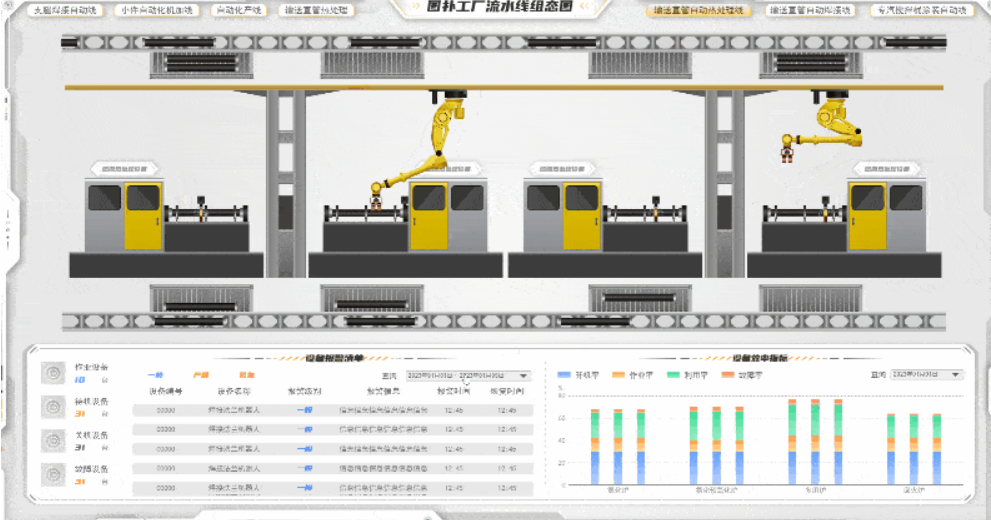
自動化產線
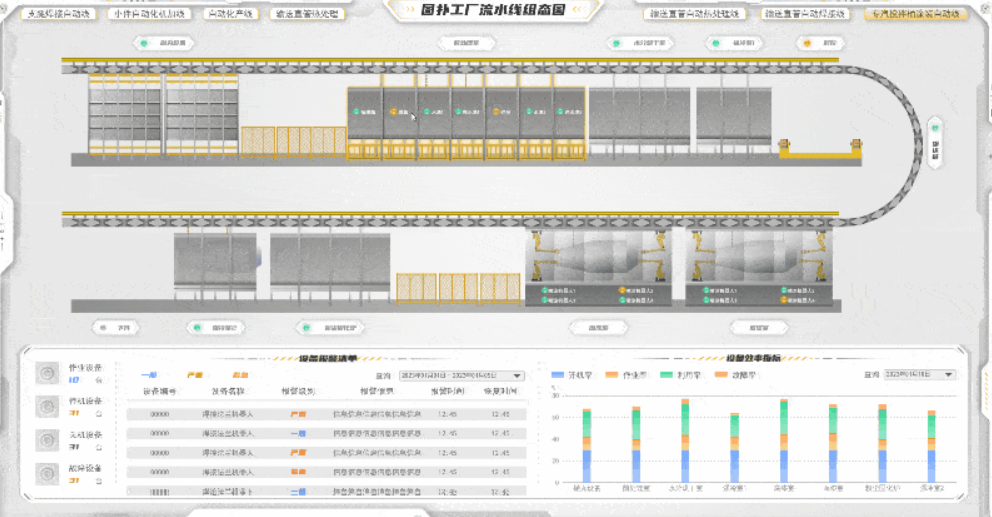
自動生產線是指由自動化機器體系實現產品工藝過程的一種生產組織形式。它是在連續流水線的進一步發展的基礎上形成的。自動化產線的目標是實現設備加工的減量化,其特點是:加工對象自動地由一臺機械臂傳送到相應的設備機床上,并由機床自動地進行加工、裝卸、檢驗等,所有的機器設備都按統一的節拍運轉,生產過程高度連續。
本系統中形象地展示了運輸帶上的機械臂運送法蘭到各對應機加機床進行鉆孔、擴孔、鉸孔、滾花等后續工作的示意。
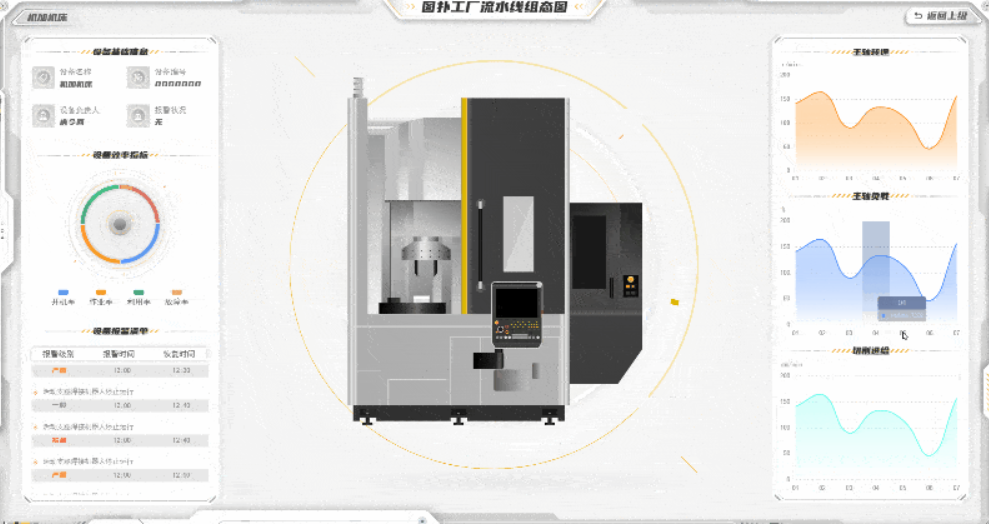
機加機床
鼠標劃過機床設備會高亮顯示,點擊后可進入機加機床詳情界面,界面內是對設備的二維展示,兩側輔助以相關設備基礎信息包括主軸轉速、主軸負載、切削進給等。
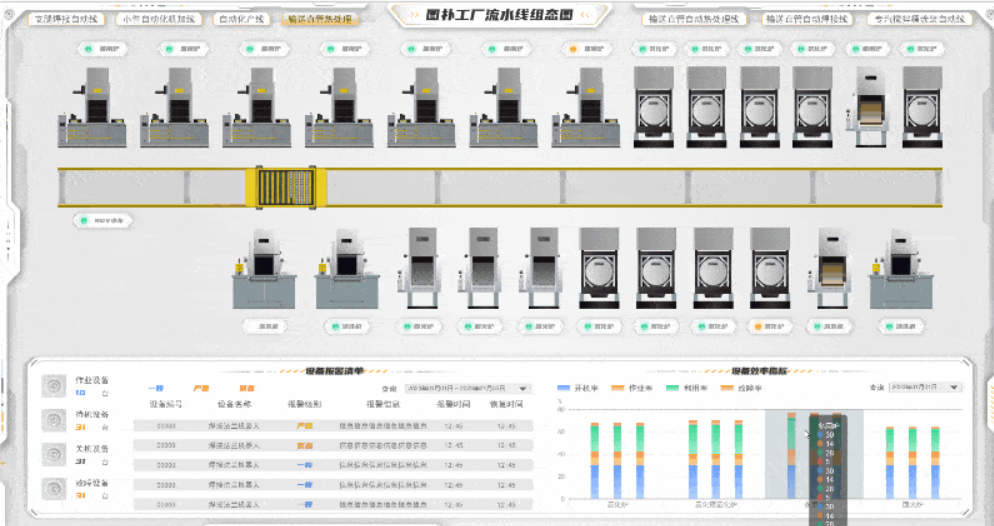
輸送直管熱處理
在直管自動焊接工藝過后,要進行相應的熱處理來保護我們的焊縫以達到要求的焊接質量,并使其焊接厚度和結構剛性都達標。焊接熱處理一體機,包括機架,機架的下方安裝有履帶和驅動電機,履帶的上方安裝有多用爐、氧化爐、氮化爐,機架上開有供焊件進入熱處理爐的 RGV 小車;該流程將焊接工藝與熱處理工藝通過機械機構有機連接,大大提升效率,實現焊接工藝與熱處理工藝自動化、一體化。點擊頁面下方表格的設備報警清單中的查詢按鈕,可以進行時間選擇查詢對應時間段內各設備詳情狀況。
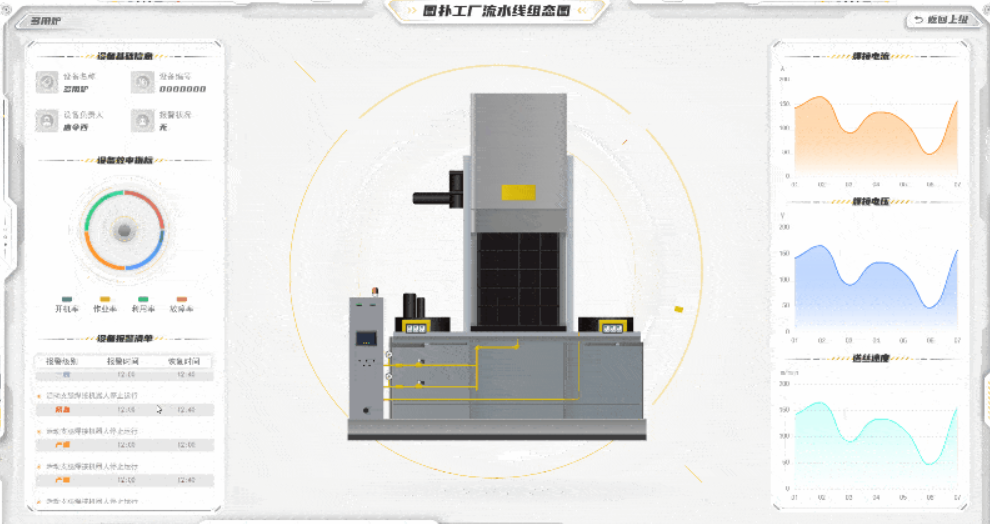
多用爐
鼠標劃過多用爐會高亮顯示,點擊后可進入設備界面,界面內是對設備的二維展示,兩側輔助以相關設備基礎信息包括焊接電流、焊接電壓、送絲速度、設備效率指標等,方便使用者對該設備的詳情進行掌握。
輸送直管自動熱處理線
自動熱處理是將直管放置在履帶后,通過履帶上方的機器抓手將經過水冷后的直管運輸至感應熱處理設備中,并以一定速度加熱到設定溫度并保持預定的時間,再以預定的冷卻速度進行冷卻的綜合工藝方法。通常熱處理爐測控系統由熱電偶及儀表組成。采用普通系統不能直觀設定參數和顯示設備效率曲線,而熱處理爐控制的好壞將直接影響到熱處理效果。因此,做好熱處理爐的控制是提高熱處理產品質量的關鍵。所以圖撲將整個輸送直管自動熱處理線進行 HT 可視化展示,將采集到的設備效率指標以圖表的形式體現。
熱感應處理設備
鼠標劃過熱感應處理設備會高亮顯示,點擊后可進入設備界面,界面內是對設備的二維展示,兩側輔助以相關設備基礎信息包括電流、電壓、電源功率、設備效率指標等,方便使用者對該設備的詳情進行掌握。

輸送直管自動焊接線
現如今一些大型生產廠家會存在將直管加長處理的需求。傳統方法是需要在直管的一端先焊接套管,然后在套管上再焊接加長直管。但是這種方法生產效率低下,所以現階段各種行業的直管法蘭自動焊接的工序如下:管子堆放工位→自動上管→自動焊接→自動下管→成品工位,實現整個流程全部自動化控制。焊前送管是通過管道橫向輸送車將待焊接的管段運送至半成品存放料架前端。自動上管是通過管道縱向輸送車將橫向輸送車上的管道平移并輸送至直管法蘭自動焊接機。最后焊接完畢后通過管道縱向輸送車將成品管舉升并輸送至料架。
焊接機器人
鼠標劃過焊接機器人設備會高亮顯示,點擊后可進入設備界面,界面內是對設備的二維展示,兩側輔助以相關設備基礎信息包括焊接電流、焊接電壓、送絲速度、設備效率指標等,方便使用者對該設備的詳情進行掌握。

專汽攪拌桶涂裝自動線
專用汽車攪拌桶表面多為涂裝面,涂層決定了汽車的外觀、耐腐蝕性和使用壽命,汽車涂裝工藝直接影響汽車的市場競爭力。目前,汽車涂裝多采用自動化程度較高的輸送線,輸送線的設計不僅要考慮精度、柔性、配送、效率、存儲,還需兼顧結構、布局以及配置等問題。為了實現輸送線運行與工序實施的并行性,保證輸送過程的高效流暢,工件輸送系統宜采用立體式的機械化輸送方式,如空中懸掛和地面滑橇一體化設計。根據生產工藝的實際要求,電控系統采用 PLC 可控編程,并實行現場總線中心監控和分區自動轉接運行。
在全新的 2D 組態界面中,通過圖撲軟件 HT 引擎技術將整個涂裝過程進行可視化展示,實現組態圖元流暢的動態效果開發。本系統中展示了涂裝的產線流程,采用固定面板的方式展示作業設備狀態等實時數據。對接各個流程的報警及傳感器裝置以方便操作和維修,保證工件在各處理工位自動輸送的平穩順暢。
前處理室
鼠標劃過前處理室工位會高亮顯示,點擊后可進入設備界面,界面內是對設備的二維展示,兩側輔助以相關設備基礎信息包括水壓、槽液溫度、液位情況等,方便使用者對該設備的詳情進行掌握。
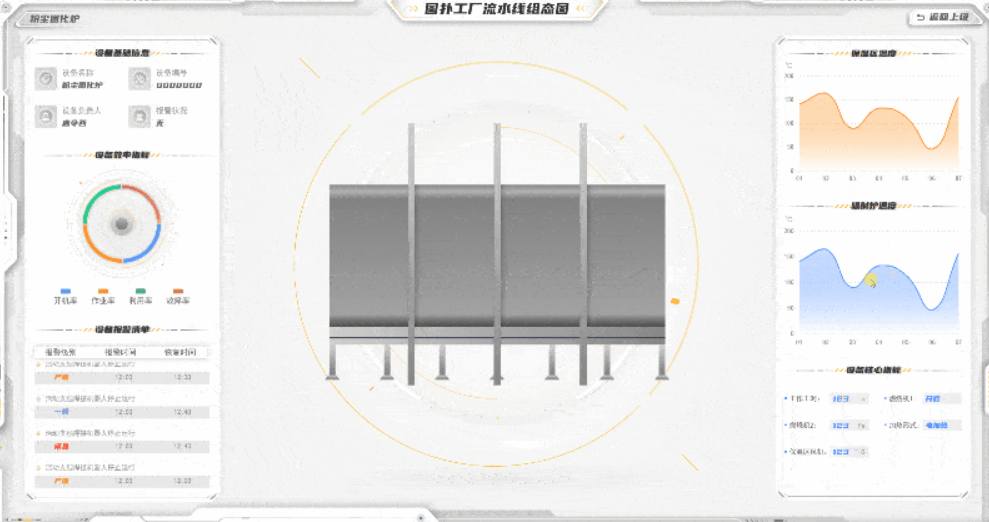
粉塵固化爐
鼠標劃過粉塵固化爐會高亮顯示,點擊后可進入設備界面,界面內是對設備的二維展示,兩側輔助以相關設備基礎信息包括保溫區溫度、輻射爐溫度、設備核心指標等,方便使用者對該設備的詳情進行掌握。
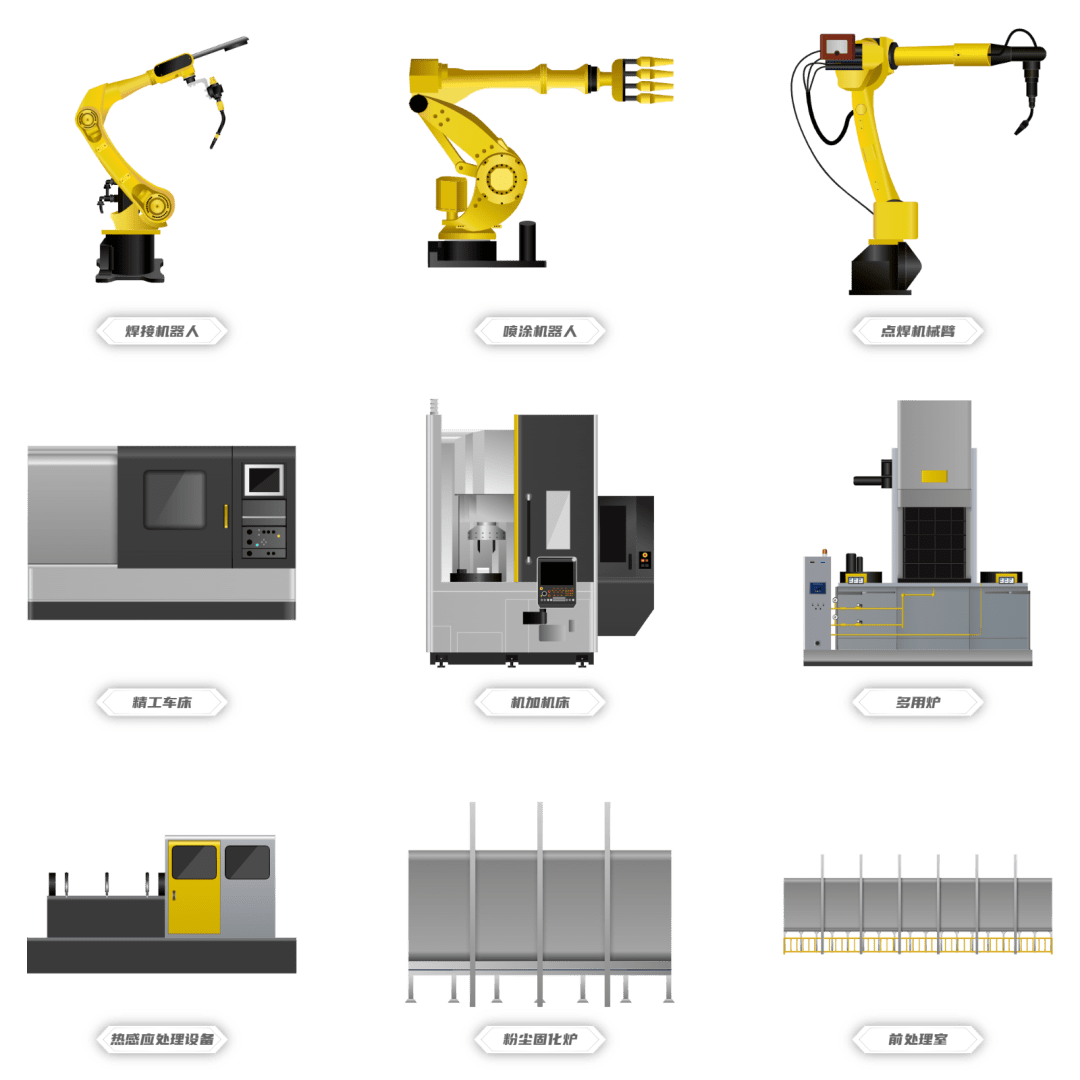
模型匯總
本次案例各條流水線設備采用寫實風格設計,精細化展示設備的結構及狀態。
審核編輯黃宇
-
焊接
+關注
關注
38文章
3412瀏覽量
61292 -
可視化
+關注
關注
1文章
1258瀏覽量
21799 -
智慧工廠
+關注
關注
2文章
454瀏覽量
28142
發布評論請先 登錄
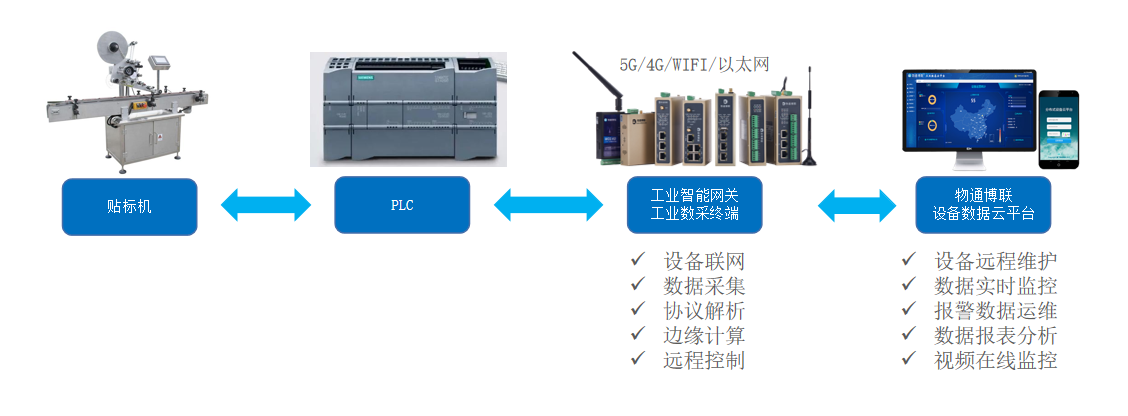
自動化開裝封碼流水線數據采集解決方案
面包成型流水線數據采集遠程監控系統

遠程io模塊在汽車流水線的應用
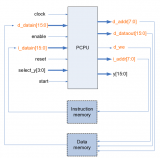
RISC-V五級流水線CPU設計
工業讀碼器解決方案在自動化流水線上掃描條碼的應用

SMT流水線布局優化技巧
工業流水線的智能助手——智能計數,效率倍增

行云流水線 滿足你對工作流編排的一切幻想~skr
ADS5413 CMOS流水線模數轉換器(ADC)數據表






 工商網監
工商網監
評論