") Fronius CMT工作方式技術(shù)分析
Fronius CMT工作方式技術(shù)分析

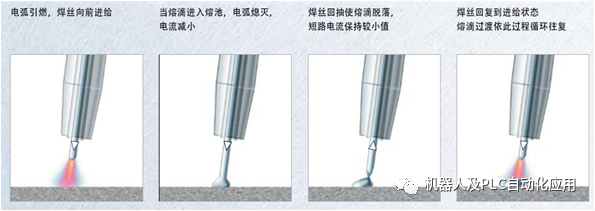
FroniusCMT是一種工作方式技術(shù): 焊接開始,焊槍伺服電機(jī)驅(qū)動(dòng),焊絲與板材電弧引燃,焊絲融化融滴滴進(jìn)熔池,當(dāng)數(shù)字化的控制監(jiān)測(cè)到一個(gè)短路信號(hào),就會(huì)反饋給送絲機(jī),送絲機(jī)作出回應(yīng),迅速回抽焊絲,從而使得焊絲與熔滴分離。焊絲恢復(fù)到進(jìn)給狀態(tài)電弧再次引燃,循環(huán)往復(fù)到焊接結(jié)束,頻率由送絲速度決定。 
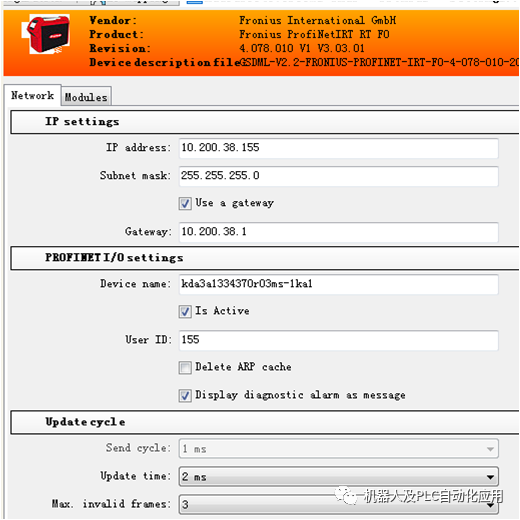
 ? CMTBraze+的焊槍頭較標(biāo)準(zhǔn)的CMT焊槍頭有很大變化 1? 滅弧罩內(nèi)置水循環(huán)冷卻 ?? 優(yōu)點(diǎn): ????? 使槍頭及時(shí)冷卻,可以長(zhǎng)時(shí)間進(jìn)行焊接; ????? 降低了滅弧罩粘連飛濺,易于滅弧罩除塵 2? 滅弧罩頭部形狀進(jìn)行改良 ?? 優(yōu)點(diǎn): ????? 使保護(hù)氣體更加集中,節(jié)省氣體流量; ????? 由于氣流集中,降低了飛濺量 CMTBraze+多用于表面件的焊接. 網(wǎng)上視頻: ?MIG焊接技術(shù)(正常) MIG焊接是一種金屬保護(hù)氣體焊接工藝。 這是一種電弧焊接工藝,與MIG焊接的不同之處在于較低的工作溫度和添加劑。使用惰性氣體。 ? 機(jī)器人組態(tài)Fronius焊機(jī) ?
? CMTBraze+的焊槍頭較標(biāo)準(zhǔn)的CMT焊槍頭有很大變化 1? 滅弧罩內(nèi)置水循環(huán)冷卻 ?? 優(yōu)點(diǎn): ????? 使槍頭及時(shí)冷卻,可以長(zhǎng)時(shí)間進(jìn)行焊接; ????? 降低了滅弧罩粘連飛濺,易于滅弧罩除塵 2? 滅弧罩頭部形狀進(jìn)行改良 ?? 優(yōu)點(diǎn): ????? 使保護(hù)氣體更加集中,節(jié)省氣體流量; ????? 由于氣流集中,降低了飛濺量 CMTBraze+多用于表面件的焊接. 網(wǎng)上視頻: ?MIG焊接技術(shù)(正常) MIG焊接是一種金屬保護(hù)氣體焊接工藝。 這是一種電弧焊接工藝,與MIG焊接的不同之處在于較低的工作溫度和添加劑。使用惰性氣體。 ? 機(jī)器人組態(tài)Fronius焊機(jī) ? 
 F549激活技術(shù)包中的MIG/MAG 1 F574通過MIG/MAG 1接口噴涂(否則通過RIP1) F575噴涂 F576帶位移裝置(清潔) F577更換接縫 F578帶閥門終端(先導(dǎo)空氣),用于燃燒器清潔 F572燃燒器需要清潔 F573總故障 F595 MS FB滿足,啟動(dòng)后過程電弧必須保持,并且高電流信號(hào)在指定時(shí)間后保持恒定。
F549激活技術(shù)包中的MIG/MAG 1 F574通過MIG/MAG 1接口噴涂(否則通過RIP1) F575噴涂 F576帶位移裝置(清潔) F577更換接縫 F578帶閥門終端(先導(dǎo)空氣),用于燃燒器清潔 F572燃燒器需要清潔 F573總故障 F595 MS FB滿足,啟動(dòng)后過程電弧必須保持,并且高電流信號(hào)在指定時(shí)間后保持恒定。
| i20 | TECH | 保存MS接縫錯(cuò)誤 |
| i22 | TECH/RSK | MS#清洗輔助分子 |
| i23 | Makro50/RSK | MS注射時(shí)間 |
| i24 | Makro50/RSK | MS延遲時(shí)間EZ/SP ZU(傳輸單元KF) |
| i26 | Makro50/RSK | MS清潔時(shí)間 |
| ANAIN1 | 448-449 | 1 Wort | MS1當(dāng)前實(shí)際值 |
| ANAIN2 | 450-451 | 1 Wort | MS1實(shí)際電壓 |
| ANAIN3 | 452-453 | 1 Wort | MS1實(shí)際值送絲 |
| ANAIN4 | 454-455 | 1 Wort | MS2實(shí)際功率 |
| ANAIN5 | 456-457 | 1 Wort | MS2實(shí)際電壓 |
| ANAIN6 | 458-459 | 1 Wort | MS2實(shí)際值送絲 |
-----USER用戶程序用法----------- Tech_ MS Steuerung= Nr1 Einschalten - BrennerNr = 1 ProgNr = 20 NahtNr = 1 EIN VW_USR_R (#USR_ADV,104,8,1,0,1,20,1,TRUE) VW_USR_R (#USR_MAIN,104,8,1,0,1,20,1,TRUE) P1=8 CMT1/P2=9CMT2 P2=1 激活程序號(hào)是否一致功能、 P2 =2、3是用來激活記住已焊接過后的合格的焊點(diǎn) P3=1 激活,通過P6來控制該點(diǎn)是否焊接- P4用來與P2配合事項(xiàng)一些對(duì)CMT的TCP點(diǎn)校正的方法使用 P5 程序號(hào) P6 給PLC的進(jìn)程號(hào) F596 用于記錄焊點(diǎn)號(hào) 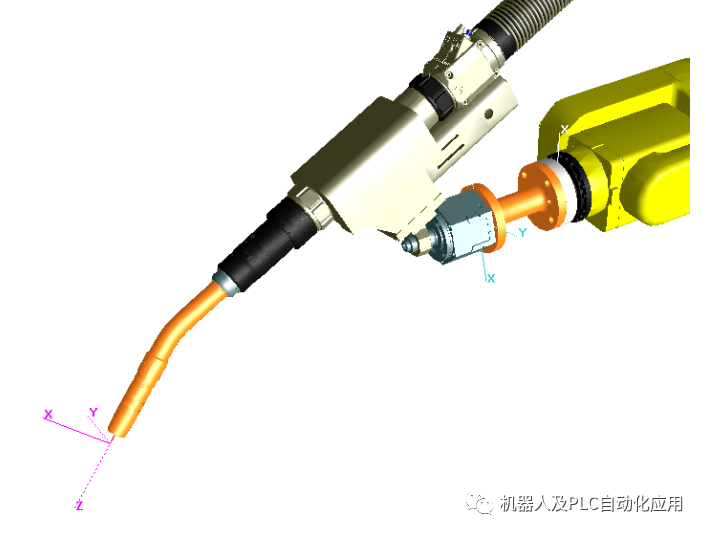 此處沖擊方向?yàn)?Z MS焊接任務(wù)必須在車輛坐標(biāo)系(Base)中編程 例子:? T: PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5 [1/100s]?? ? ? ?1: FB PSPS = EIN? ? 2: Tech1? MS Steuerung=Nr1 Ausschalten ohne Nahtwiederholung BrennerNr=1 ProgNr=#??NahtNr=# Techaufruf= EIN?? ? ? ?3: SPSMAKRO210? =? EIN?? ? ??4: TECH4? ?Prozessgeraet MS Steuerung=Nr.1 Pistole=Nr1? Teilarbeitsfertigmeldung 1? ?Techaufruf= EIN?? ? ? ?5: WARTE BIS E23? ? ? ? ? ?? ? ? ?6: FB PSPS = E14 & E24?? 邊緣檢測(cè) 工作原理
此處沖擊方向?yàn)?Z MS焊接任務(wù)必須在車輛坐標(biāo)系(Base)中編程 例子:? T: PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5 [1/100s]?? ? ? ?1: FB PSPS = EIN? ? 2: Tech1? MS Steuerung=Nr1 Ausschalten ohne Nahtwiederholung BrennerNr=1 ProgNr=#??NahtNr=# Techaufruf= EIN?? ? ? ?3: SPSMAKRO210? =? EIN?? ? ??4: TECH4? ?Prozessgeraet MS Steuerung=Nr.1 Pistole=Nr1? Teilarbeitsfertigmeldung 1? ?Techaufruf= EIN?? ? ? ?5: WARTE BIS E23? ? ? ? ? ?? ? ? ?6: FB PSPS = E14 & E24?? 邊緣檢測(cè) 工作原理 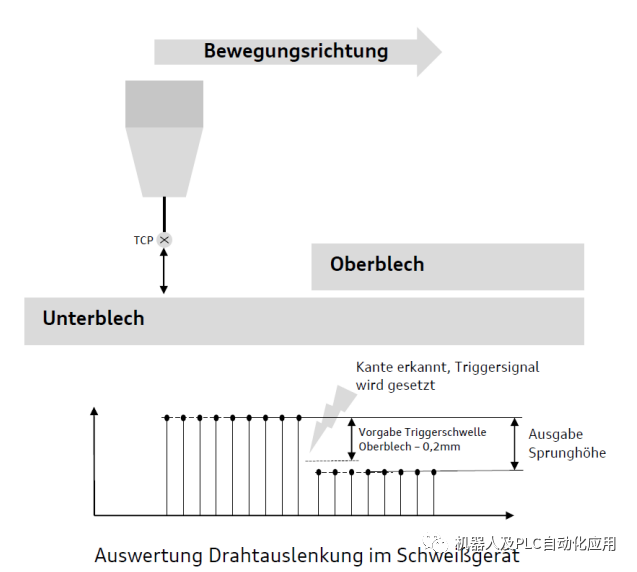 實(shí)施 默認(rèn)編程搜索運(yùn)動(dòng)重疊連接 ? MIG/MAG(帶間隙測(cè)量) 接縫的正確點(diǎn)位置 在校正接縫時(shí),不得使用基準(zhǔn)偏移來接近該位置。 因此,必須遵守以下程序: -檢查燃燒器的尺寸精度 -運(yùn)行線切割程序 -為測(cè)量的TCP運(yùn)行程序 -運(yùn)行參考跳閘的程序部件(~將主部件設(shè)置為零位置) -交易會(huì)項(xiàng)目部分 -檢查并糾正接縫的點(diǎn)位置 ? 校正參考/測(cè)量位置的點(diǎn)位置時(shí),必須遵守以下程序: -檢查燃燒器的尺寸精度 -運(yùn)行線切割程序 -為測(cè)量的TCP運(yùn)行程序 -參考/測(cè)量位置的正確點(diǎn)位置 -參考跳閘的貫穿程序部件(~測(cè)量主部件,零點(diǎn)Δ位置) -交易會(huì)項(xiàng)目部分 -檢查并糾正接縫的點(diǎn)位置 ? ? IO點(diǎn)? ? ??輸入? ? ? ? ? ? ? ? 輸出? ?
實(shí)施 默認(rèn)編程搜索運(yùn)動(dòng)重疊連接 ? MIG/MAG(帶間隙測(cè)量) 接縫的正確點(diǎn)位置 在校正接縫時(shí),不得使用基準(zhǔn)偏移來接近該位置。 因此,必須遵守以下程序: -檢查燃燒器的尺寸精度 -運(yùn)行線切割程序 -為測(cè)量的TCP運(yùn)行程序 -運(yùn)行參考跳閘的程序部件(~將主部件設(shè)置為零位置) -交易會(huì)項(xiàng)目部分 -檢查并糾正接縫的點(diǎn)位置 ? 校正參考/測(cè)量位置的點(diǎn)位置時(shí),必須遵守以下程序: -檢查燃燒器的尺寸精度 -運(yùn)行線切割程序 -為測(cè)量的TCP運(yùn)行程序 -參考/測(cè)量位置的正確點(diǎn)位置 -參考跳閘的貫穿程序部件(~測(cè)量主部件,零點(diǎn)Δ位置) -交易會(huì)項(xiàng)目部分 -檢查并糾正接縫的點(diǎn)位置 ? ? IO點(diǎn)? ? ??輸入? ? ? ? ? ? ? ? 輸出? ?
| 1857運(yùn)行 進(jìn)程釋放 | ||
| 1858 沒有總故障 故障確認(rèn) | ||
| 1859是可用弧 啟動(dòng)過程 | ||
| 1860激活的過程 沒有過程 | ||
| 1861 大電流信號(hào) 保留 | ||
| 1862位置符合 保留 | ||
| 1863 發(fā)現(xiàn)位置 開始位置搜索 | ||
| 1864 燃燒器清洗開始 清潔燃燒器 | ||
| 1865沒有維修警告 保留 | ||
| 1866沒有內(nèi)部錯(cuò)誤 保留 | ||
| 1867程序可用 保留 | ||
| 1868 沒有外部的操作停止 保留 | ||
| 1869氣體i.O. 沖氣? | ||
| 1870冷卻液i.O. 吹起 | ||
| 1871轉(zhuǎn)移監(jiān)控i.O. 噴霧 | ||
| 1872 有焊絲存在 送絲 (無動(dòng)力) | ||
| 1873 送絲i.O. 手動(dòng)rueck線(不包括電力) | ||
| 1874燃燒器關(guān)閉i.O. 保留 | ||
| 1875保留 保留 | ||
| 1876開啟節(jié)能模式 節(jié)能模式 | ||
| 1877處于自動(dòng) 保留 | ||
| 1878 反饋W1模式 W1模式 | ||
| 1879反饋W2模式 W2模式 | ||
| 1880反饋W4模式 W4模式 | ||
| 1881反饋程序W1 程序撥號(hào)W1 | ||
| 1882反饋程序W2 程序撥號(hào)W2 | ||
| 1883反饋程序W4 程序撥號(hào)W4 | ||
| 1884反饋程序W8 程序撥號(hào)W8 | ||
| 1885反饋程序W16 程序撥號(hào)W16 | ||
| 1886 反饋程序W32 程序撥號(hào)W32 | ||
| 1887反饋程序W64 程序撥號(hào)W64 | ||
| 1888反饋程序W1 程序撥號(hào)W128 A/E 2145-2152 外部銑削清槍嘴(沒有用) A520清銑噴嘴(沒有用) ----------------------------end---------------------- 每天進(jìn)步一點(diǎn)點(diǎn) Make small but daily progress | ||
-
短路
+關(guān)注
關(guān)注
5文章
604瀏覽量
31809 -
伺服電機(jī)
+關(guān)注
關(guān)注
88文章
2116瀏覽量
59585 -
MIG
+關(guān)注
關(guān)注
0文章
13瀏覽量
11133
原文標(biāo)題:VASS 機(jī)器人使用CMT焊接的標(biāo)準(zhǔn)控制應(yīng)用分析V5.19
文章出處:【微信號(hào):gh_a8b121171b08,微信公眾號(hào):機(jī)器人及PLC自動(dòng)化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
UPS電源的工作方式
GPIO基本結(jié)構(gòu)和工作方式介紹
鼠標(biāo)的工作方式
Wifi模塊的工作方式功能是什么?
步進(jìn)電機(jī)及驅(qū)動(dòng)電路工作原理及工作方式介紹
ups不間斷電源工作方式
AD級(jí)聯(lián)的工作方式配置和AD雙排序的工作方式配置詳細(xì)說明
UPS電源有哪些工作方式?

RAID 的工作方式

DETR架構(gòu)的內(nèi)部工作方式分析





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論