 汽車車燈前燈與后燈裝配工藝介紹
汽車車燈前燈與后燈裝配工藝介紹

汽車燈具制造中,前燈與后燈的裝配工藝是不相同的,這與前燈與后燈各自選材上不同而形成工藝上的差異。本文以前燈和后燈的選材為基點,講述前燈與后燈的制造裝配工藝。描述了前燈的黏接工藝和后燈的熱封工藝,并對兩種工藝中情況結合案例做了分析。同時對燈具激光焊接做了一定的介紹,激光焊接都能用于前燈與后燈的裝配工藝的需要,將是燈具裝配工藝的發展趨勢。
汽車車燈是汽車的一個必不可缺的組成部分,車燈是汽車的“眼睛”,它有兩種功能,一種是照明,一種是裝飾。特別是裝飾功能是車燈造型的一部分,隨著車燈光源的演變,在車燈外觀造型方面也跟著汽車車身造型整體化的發展,在車身造型中起到重要作用。目前汽車車燈正逐步向全塑料化發展,特別車燈前燈與后燈裝配鏈接有著既然的不同的工藝,本文將前燈后后燈裝配連接工藝做個分享。
汽車車燈的基本概況
1.1車燈塑料化趨勢
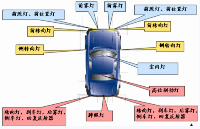
20世紀80年代,受能源危機的影響,日本對汽車功能等進行改良。提出車燈選用注塑材料制作,適合于燈具大型注塑件的制造工藝,極大地降低了手工制作成本,使車燈自動化生產效益進一步提高。一個車型有很多的車燈,車燈可以分為前燈、后燈、轉向燈、霧燈、行車(位置)燈、牌照燈、內外裝飾燈等,車燈在車輛安全行駛的過程中起了重要的作用。車燈生產經過這些年的發展,塑料化應用程度已經趨于96%以上,除個別導電金屬結構件與電線,鏈接螺釘,燈泡外,基本上都進行塑化加工,形成了全塑燈具[4]。
目前工程塑料在車燈領域應用已具有優越性,廣泛性和普及性。目前在燈具裝配中具有代表性的裝配案例當屬前燈和后燈。
1.2前燈和后燈的基本概況
前燈也稱前大燈。前燈一般由遠光燈、近光燈、轉向燈和行車燈等組合而成,也稱前燈組合。有一些車型行車燈為獨立設置,目前大多數的車型的前霧燈是獨立設置的。后燈也稱尾燈。后燈由倒車燈、剎車燈、轉向燈、霧燈和行車燈等組合而成,也稱后燈組合。目前車燈技術的發展較快,無論是前燈還是還是后燈,其外形結構是由燈體與配光鏡(燈罩)組合而成,在這樣的組合體內安裝所需的配件和燈光源等,組成最后的燈具。由于前燈和后燈的功能要求不同,對燈具選材有著不同,導致出前燈和后燈裝配工藝不同的情況。
燈具裝配工藝
2.1前燈裝配工藝
目前前燈的燈體由改性聚丙烯材料制作,配光鏡(燈罩)材料由聚碳酸酯(PC)材料制作。聚丙烯屬于結晶型材料,聚碳酸酯屬于非結晶型材料,這兩種材料在分子結構和性能有著較大地差異。燈體所用改性PP型號為PP-T20或PP-T40,其以共聚PP為底料,T20,T40分別表示滑石粉的20%,40%的含量,滑石粉主要成分是一種含水的硅酸鎂,理論上的化學式為3Mg·4SiO2·H2O。隨產地不同,其組成亦有所不同,塑料改性其粒徑根據用途和塑料品種的不同可從300目到3000目不等[5]。采用滑石粉改性是改善PP的缺點的有效方法,增加改性材料的熱變形溫度,成型收縮率減少,改性材料的彎曲模量逐步增加,具有高剛性、高耐熱性、高硬度和較好的流動性、收縮小、耐沖強度等[6]。同時改性PP的電絕緣性和耐化學腐蝕性強,耐疲勞性好,在通用塑料中它的力學性能和耐熱性最高,相對于其他塑料來說,價格優勢明顯。也有以共聚聚丙烯材料為底料,使用玻纖進行改性,主要用于前霧燈燈體制作。
聚碳酸酯具有機械強度高、使用溫度范圍廣、電絕緣性能好、尺寸穩定性好、透明性好等特點被廣泛使用于車燈配光鏡和其他零部件。PC用于配光鏡(燈罩)替代了原來玻璃燈罩,PC燈罩具有玻璃透明、不易變色的特點,使用PC的抗沖擊強度比玻璃高250倍,比聚甲基丙烯酸甲酯玻璃板材高30倍[7],重量比玻璃的輕得多。前燈配光鏡選用光學性PC透光率在90%以上。由于PC的耐磨性和耐候性比較差,用做配光鏡(燈罩)必須經過UV和超硬涂膜后能提高表面硬度、耐磨性和耐候性。
由燈罩和燈體通過采用黏膠黏接式進行裝配[8]。黏膠使用的熱熔膠由SIS(苯乙烯-異戊二烯-苯乙烯共聚物)樹脂,增黏樹脂,EVA,鈦白粉,增塑劑,色母料等加熱熔化后制成[9],熱熔膠對黏接的要求不同,內在的比例可需要調整,其基本成分不變。案例中微車前照燈使用熱熔膠牌號:HX-74GBA灰色,與燈體顏色保持一致。熱熔膠的顏色目前使用的較多的黑色與灰色,前燈燈體顏色以黑色為多。
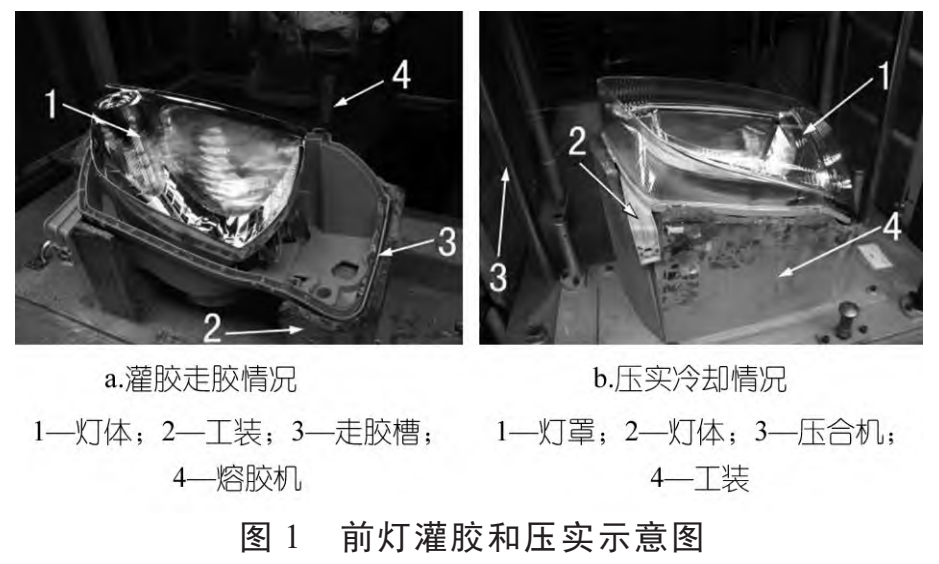
其基本工藝:熱熔膠經過溶膠機(設置溫度180~190℃)溶化后進入溶膠頭,溶膠頭的動作由電腦控制著,根據燈體上灌膠槽走向調整到位,對溶膠量用電子秤進行確認,溶膠頭走膠動作、時高時低和走膠速度等都有電腦進行調整后,一般要進行2~4件走膠試驗進行過程確認。生產時,員工操作將燈體放平在工裝里,啟動開關,溶膠頭開始灌膠,走膠速度4m/min。灌膠完(如1所示),再進入下工序,用燈罩進行壓入燈體中,進行壓實和冷卻,其工作壓力0.4~0.5MPa,壓實和冷卻時間10s,裝配其他零件后進行密封試驗和調光過程。為了保證溶膠與燈體的黏合性,避免注塑中使用脫模劑的因素,現在增加一般在溶膠前,增加一道火焰處理工序,在灌膠槽上用火焰處理一次,確保溶膠的黏合性,火焰處理工序由機械手按指令操作。
熱熔膠起到密封和黏接作用,其耐熱性和黏接強度較低,遇到氣候或者環境變化較大時熱熔膠會發生松弛或膨脹,導致黏接強度降低,容易造成局部漏氣,影響整燈的氣密要求。一般在整個燈體周圍設置必要的孔狀型和燈罩上的搭扣,限制熱熔膠膨脹帶來的不利因素,如圖2所示。
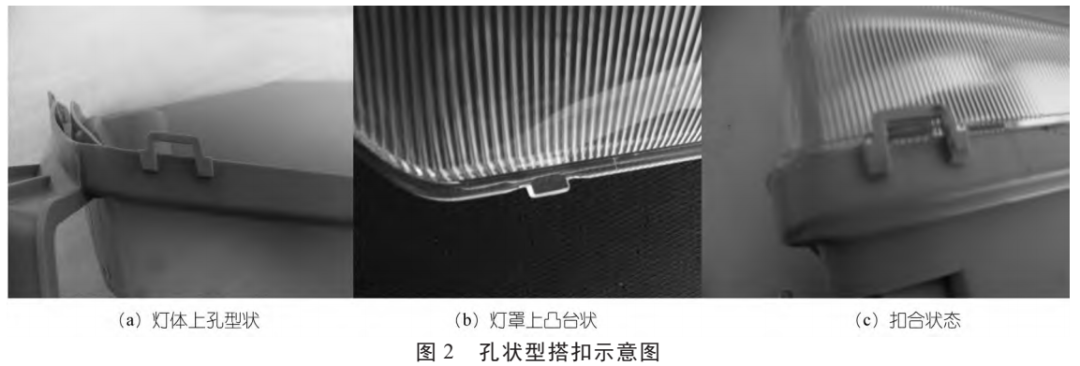
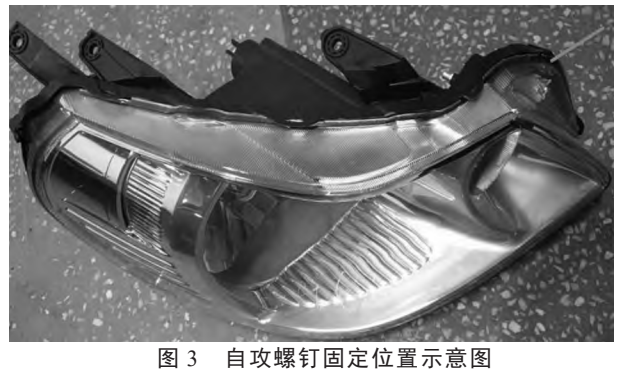
用燈罩壓入燈體中時,燈罩上凸臺狀在下壓力的作用下,將燈體上孔型狀上邊緣擠開,燈罩上凸臺狀直接裝入燈體上孔型里,一般一個燈體周圍有6~8個搭扣,都是防止熱熔膠的膨脹,應在裝配后型孔與凸臺之間不允許留有空隙的,否則給膨脹留有了余地。本案例中前照燈上設置了六個搭扣結構。在有的燈體與燈罩配合時,扣合的距離相處較遠時,為了防止熱熔膠膨脹造成局部漏氣的情況,也是設置用自攻螺釘結構加以固定。如圖3中帶顏色所示位置均用自攻螺釘穿過燈罩固定在燈體上。
這里順便介紹前霧燈情況。本案燈罩由玻璃制作,燈體是PP加玻纖改性材料制作,燈罩和燈體采用黏膠黏接式進行裝配。使用單組份室溫硫化硅橡膠;溶膠牌號:WR7218黑色。灌膠操作工藝同上述前照燈一樣,只是將玻璃燈罩壓入在燈體內,進行壓實。經過24h的固化后才能進行氣密檢查。采用金屬搭扣固定在燈罩與燈體之間,防止冷膠在固化過程中異常變化(如圖4所示)。用金屬搭扣同上述的前照燈搭扣原理是一樣的,本案前霧燈用了三個金屬搭扣就可以了。

在采用黏膠黏接工藝中,對燈體的生產過程中禁止使用脫模劑和一切帶油跡物品,遇到燈體上油跡時,溶膠與燈體沒有黏附住,影響燈具的氣密性,黏膠是忌油跡的。
2.2后燈裝配工藝
目前后燈的配光鏡(燈罩)材料由PMMA(聚甲基丙烯酸甲脂,俗稱亞克力或有機玻璃)制作,而后燈燈體一般是以ABS或者以ABS+PC合金材料制作為主,還有用ASA和PP改性材料制作。PMMA是一種晶瑩透明的非結晶性塑料,PMMA除了有較好地機械性能外,常溫下堅固而剛硬,透光率≥92%,在室外使用10年后僅降至89%,長時間暴露在室外仍維持不變形,具有耐候性好、力學強度高、注塑加工性能好等優良特性,能耐多種常見化學品(如酸、堿、鹽等)腐蝕,用于光學透明制品和后燈外配光鏡和車內氛圍燈的光導材料。
ABS是丙烯腈-丁二烯-苯乙烯組成的三元共聚物,簡稱ABS。在車燈領域,ABS一般是與PC材料進行改性后使用,兼顧兩種材料各自的優點,也可根據使用溫度和沖擊性能來調節ABS和PC各自含量比例,做成PC/ABS合金材料。ABS、ASA、PC/ABS合金一般用于后燈等體等。
目前,后燈燈體與配光鏡裝配連接工藝以熱板焊接為主。熱板焊接也稱為熱封焊接,是一種最簡單的塑料焊接技術,起初是用在蓄電池熱封焊接中。在焊接過程中,要求將兩個塑件封接成為一整體。一般使用熱封機進行操作。熱封機就是利用外界的各種條件(如加熱方式等)使被焊接兩個塑件的連接面分邊加熱,封口部位受熱變為黏流狀態,使連接面上形成一層熔化層,加壓使之黏接,并借助一定壓力和時間,使兩者塑料之間熔合為一體,冷卻后具有一定強度和密封性能,保證熱封后在使用過程中能承受一定的外力,不開裂、泄漏、達到熱封的目的。
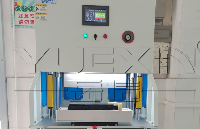
熱板焊接同類熱塑性塑料,對加熱板的溫度控制一致比較容易;對不同類型的塑料焊接時,兩塑料之間溫度有差異的影響,對加熱板的制造和加工增加了一定的難度。焊接過程中,一般需要工裝夾具,也稱為熱封模具。熱封模具主要為兩個塑件的分邊固定和做上下運動,加熱板做前進和后退運動,保證塑件之間焊接質量,如圖5所示。

本案例中后燈組合:燈罩由PMMA材料制作,燈體由ABS材料制作,表面作鍍鋁處理,增加其反射作用。采用熱板焊接式連接燈罩和燈體,其基本工藝如下:燈罩加熱溫度380±10℃,燈體加熱溫度220±10℃,由于加熱板上下溫度不一樣,中間有隔熱裝置,需要分別用熱電偶控制。配光鏡放在上模上,有5只皮碗的吸附力吸住配光鏡;燈體放在下模上,下模由氣動構件把燈體固定著;加熱板向前進,到位后,上模和加熱板一起下行壓到下模的燈體上,開始施壓加燙,一般加燙時間15~18s,上下加燙由位置設置的;加燙時間完后,上模和加熱板上升,加熱板即向后退到位,上模帶著配光鏡快速壓在燈體上,一般保壓冷卻時間10s,設備工作氣壓為0.5~0.7MPa;最后上模上提,全部泄壓,取出整燈。熱板焊接后燈具上有了內應力,需要做回火處理,一般是70℃,時間是1h。
2.3激光焊接應用
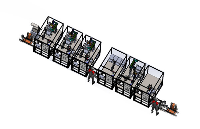
最近幾年中,激光焊接應用到車燈領域,起初是在后燈上應用,現在已經逐步應用到前燈上了(如圖6所示)。激光焊接對燈體與燈罩產品的零件狀態一致性要求比較嚴格。燈體與燈罩產品一致性包括尺寸,變形,焊筋等,激光焊零件狀態一致,只要激光焊機工藝調整好了,后面基本不需要調設備的焊接工藝參數,相對來說效率較高。車燈領域的激光焊接焊接的對象為樹脂,其他原理與車身焊接相同。它是將待焊接的兩個或多個樹脂部件通過激光產生的熱能使樹脂部件熔化并完全黏合的技術,以此實現車燈的良好密封性。其步驟分為:①將待焊接的兩個部件通過治具夾具固定。②上下治具閉合,將部件夾緊在一起,然后以近紅外線激光NIR(波長810~1064nm),透射過第一個部件,然后被第二個部件吸收所,所吸收的近紅外線激光化為熱能,將兩個部件的接觸表面熔化,形成焊接區。③施加壓力,使焊接區牢固[10]。激光焊接塑料的方法為2種,一種是利用遠紅外CO2激光焊接塑料--非接觸激光焊接(簡稱NCLW);另一種是利用近紅外激光焊接熱塑性塑料--透過激光塑料焊接(簡稱TTLE)[11]。目前使用較廣泛的是透過激光塑料焊接。

車燈激光焊接設備的投入比一般焊接設備投入較大,在應用過程中還要導入FMEA(設計潛在失效模式)的思想,相應分析出會產生影響產品質量的潛在隱患,導致車燈機能不良甚至有發生交通事故的可能,提供了幾種在設計階段保證產品質量的分析方式,以及在試做以及量產后對品質進行管理的常用方法。這對現場工藝人員和操作人員具備較好地操作技能等,目前車燈激光焊接技術只是在一些規模較大地公司部分應用,并不是全面推廣,車燈激光焊接技術全面推廣還需要一段時間。
-
車燈
+關注
關注
2文章
208瀏覽量
17001
發布評論請先 登錄
動態監護老大難,Ethernet/IP轉profinet網關降本增效有妙招
迭代升級!開目3DAST 18.0版本發布,解鎖三維裝配工藝新技能
汽車車燈性能評估:檢測項目與范圍
新能源汽車 ECU 裝配革命:柔性產線讓交付周期砍半至 15 天!
帝奧微亮相2025上海國際汽車燈具展覽會
旺玖PT392V-A芯片在汽車車燈散熱風扇的應用
羅姆邀您相約2025上海國際汽車燈具展覽會
鴻利智匯旗下誼善車燈邀您相約2025上海國際汽車燈具展
汽車車架加固點焊技術分析與應用
汽車車頂焊接技術新突破
汽車車燈檢測與可靠性驗證

汽車車尾燈氣密性檢測儀常見故障及解決方法






 工商網監
工商網監
評論