") 激光跟蹤儀坐標(biāo)測(cè)量方法?
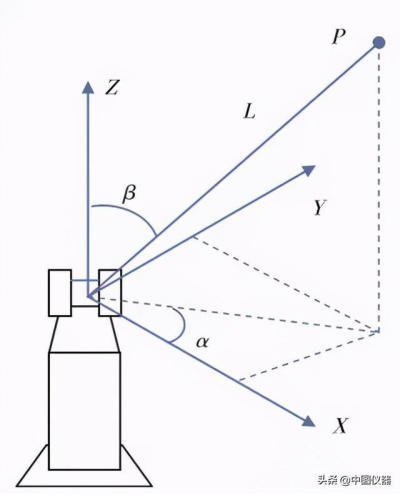
激光跟蹤儀坐標(biāo)測(cè)量方法?
激光跟蹤儀像所有的三坐標(biāo)測(cè)量設(shè)備一樣,提供了豐富的建坐標(biāo)方式,除了傳統(tǒng)的三點(diǎn)建坐標(biāo)、點(diǎn)線面建坐標(biāo)、多點(diǎn)擬合坐標(biāo)系等方式以外,還提供了一種復(fù)雜擬合建坐標(biāo)方式,這種建坐標(biāo)方式允許使用工件上的任意曲面、平面、定位孔、定位點(diǎn)組合起來(lái)作為建坐標(biāo)的基準(zhǔn),擬合計(jì)算出工件坐標(biāo)系。
首先在導(dǎo)入的工件數(shù)學(xué)模型上選擇適當(dāng)?shù)幕鶞?zhǔn)面上的表面點(diǎn)(對(duì)應(yīng)工裝上的定位面)和基準(zhǔn)孔中心(對(duì)應(yīng)工裝上的定位銷),然后依次測(cè)量工件上的這些基準(zhǔn)元素位置,得到擬合計(jì)算的結(jié)果。如果定位基準(zhǔn)屬于過(guò)定位,通過(guò)分析結(jié)果數(shù)據(jù),可以知道基準(zhǔn)之間存在哪些沖突,然后再?zèng)Q定是否應(yīng)該舍棄某些可能存在問(wèn)題的基準(zhǔn)(通過(guò)放棄某些擬合計(jì)算約束條件來(lái)實(shí)現(xiàn)),這種復(fù)雜擬合建坐標(biāo)的功能使得激光跟蹤儀可以代替各種機(jī)械工裝檢具來(lái)檢測(cè)白車身和沖壓件。具體方法是,首先固定好零件,選擇工裝檢具檢測(cè)時(shí)的定位元素(包括定位面和定位銷)作為建坐標(biāo)的參考基準(zhǔn),這樣擬合得到的工件坐標(biāo)系,就準(zhǔn)確再現(xiàn)了機(jī)械檢具檢測(cè)時(shí)使用的工件坐標(biāo)系,此時(shí)測(cè)量出的工件偏差和機(jī)械檢具檢測(cè)出的偏差數(shù)據(jù)一致,能準(zhǔn)確反映工件的實(shí)際狀態(tài)。這就是所謂的“電子工裝”技術(shù)。
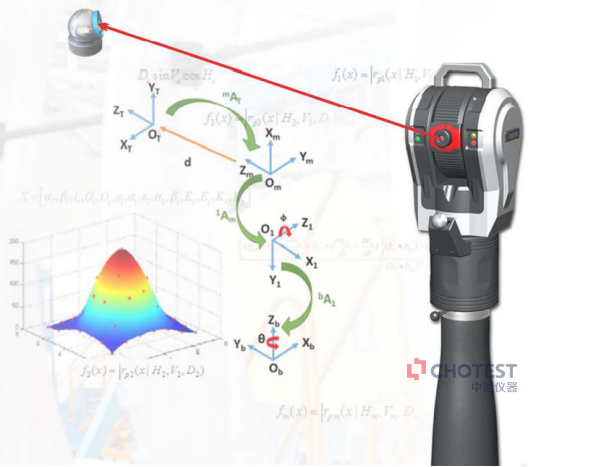 建立包含所有光學(xué)、機(jī)械誤差項(xiàng)的全誤差運(yùn)動(dòng)學(xué)模型
建立包含所有光學(xué)、機(jī)械誤差項(xiàng)的全誤差運(yùn)動(dòng)學(xué)模型白車身、焊裝夾具、檢具的檢測(cè)需要遵循的原則就是,建坐標(biāo)的基準(zhǔn)和實(shí)際工件的安裝定位基準(zhǔn)或者工作基準(zhǔn)保持一致,這樣才能**限度的減小測(cè)量坐標(biāo)系帶來(lái)的誤差。采用這種基于數(shù)學(xué)模型的“電子工裝”技術(shù),在節(jié)省下制造機(jī)械工裝的高額成本的同時(shí)也省去了對(duì)這些機(jī)械工裝進(jìn)行檢測(cè)和維護(hù)的人力資源,可以大大提高生產(chǎn)效率。
GTS激光跟蹤儀能檢測(cè)出各部件行走精度,比如機(jī)床導(dǎo)軌直線度,轉(zhuǎn)臺(tái)軸向,相互垂直度,徑向跳動(dòng)等。實(shí)際加工過(guò)程中可以使用激光跟蹤儀實(shí)測(cè)被加工零件尺寸,以此做為機(jī)床加工進(jìn)給量的依據(jù),此時(shí)激光跟蹤儀由檢測(cè)設(shè)備轉(zhuǎn)變?yōu)楣に囋O(shè)備,用于制造機(jī)床加工。
-
測(cè)量
+關(guān)注
關(guān)注
10文章
5201瀏覽量
113039 -
激光跟蹤儀
+關(guān)注
關(guān)注
0文章
81瀏覽量
8694
發(fā)布評(píng)論請(qǐng)先 登錄
激光跟蹤儀測(cè)量精度藏著大秘密,您了解多少?

激光跟蹤儀的檢測(cè)功能與應(yīng)用實(shí)例

影響激光跟蹤儀的精度因素有哪些?

關(guān)于激光跟蹤儀的常見(jiàn)提問(wèn)及回答
常見(jiàn)的三維測(cè)量方法和工具
激光跟蹤儀測(cè)量工具簡(jiǎn)稱及全面解析

激光跟蹤儀基本工作原理及應(yīng)用
激光跟蹤儀基本工作原理及應(yīng)用

激光跟蹤儀可以測(cè)量什么?有哪些特點(diǎn)?

國(guó)內(nèi)常見(jiàn)的石油管道外徑測(cè)量方法?

GTS激光跟蹤儀USMN聯(lián)合組網(wǎng)應(yīng)用-精確到微米的大空間尺度測(cè)量#激光跟蹤儀 #微米精度 #光電測(cè)量
GTS激光跟蹤儀USMN聯(lián)合組網(wǎng)應(yīng)用-精確到微米的大空間尺度測(cè)量
地物光譜儀的兩種天空光測(cè)量方法比較
數(shù)字示波器的測(cè)量方法有哪三種
激光跟蹤儀測(cè)出來(lái)的是什么?GTS激光跟蹤儀全方位測(cè)量能力解析






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論