 廣州工控傳感器焊接手冊
廣州工控傳感器焊接手冊

1 簡介
歐洲的RoHS法令于2006年7月1日生效。我們的所有產品都從2005年開始就符合RoHS的要求。本指南的主要目的是輔助客戶處理焊接方面的問題。焊接傳感器可以根據制程用含鉛或不含鉛的焊錫。如果要完全符合RoHS要求,就一定要用無鉛的焊錫(請見第二段)。但用含鉛的焊錫焊接傳感器還是可以的(請見第三段)。
2 用無鉛焊錫焊接傳感器
選擇無鉛焊錫合金
我們的壓力傳感器是用無鉛的錫/銀/銅合金焊錫焊接的(見表1)。這種焊錫合金的穩定性和物理特性都要比含鉛焊錫好。我們建議客戶使用錫/銀/銅合金焊錫(熔點在217-221°C)。用99.3%錫0.7%銅的合金焊錫也可以。

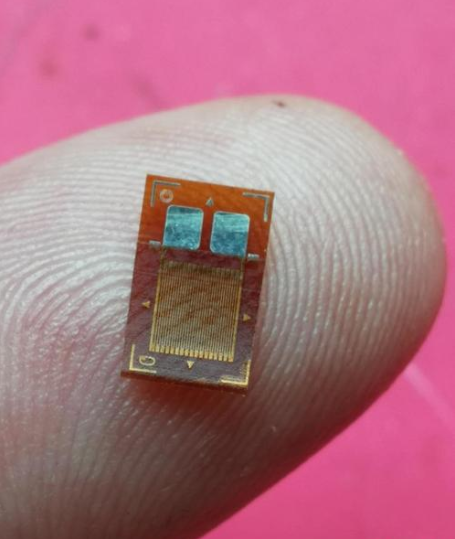
無鉛焊點的表面與含鉛焊點相比是粗糙的(見圖1)。這是因為在冷卻的過程中,無鉛合金體積收縮增加了,使得表面變得粗糙。一般情況下,無鉛焊點和含鉛焊點差不多。兩種結果只是外觀的區別,對焊點的可靠性沒有影響。

回流焊
因為無鉛焊錫的熔點比較高,并且新的熔解方式需要采用回流焊的溫度曲線。成功無鉛回流焊的要點是電路板上溫度差低。這就確保了既達到焊接電路板所需要的最小溫度,又保證最大溫度不會損壞電路板上的敏感元件。無鉛焊錫的制程窗口比含鉛焊錫的要小,所以不建議用紅外回流焊系統進行無鉛焊接。強烈建議使用強制對流回流焊系統進行無鉛焊接。最佳的焊接溫度要由電路板和使用的焊錫膏來決定。大部分無鉛焊錫膏都適用于線性和漸升式溫度曲線。我們的傳感器可以根據IPC/JEDEC J-STD-020B (July 2002) 標準進行焊接,當然,每個不同的應用都會有其最佳的焊接溫度。

使用氮氣
由于回流溫度和無鉛焊錫合金氧化的增加,有可能需要在充氮環境下進行焊接。判斷是否需要充氮環境的標準是是否取得滿意的焊接效果。大部分無鉛焊錫膏都是可以在大氣環境下使用的。當焊點在大氣中不能充分的熔化時,充氮環境可能會有幫助。氮氣改善焊錫在焊盤上的熔化,從而增加制程窗口。
手焊
我們不推薦手焊!相對含鉛焊錫來說,無鉛焊錫要求更高的能量。傳導到焊點的熱量是很關鍵的,并且烙鐵尖和元件之間需要一個最佳的接觸面。通常情況下,為了充分的熱傳導,要么得增加焊接時間,要么得增加烙鐵尖的溫度。無鉛焊錫大概需要在烙鐵尖溫度為360-390°C時焊接。提供一個快速的熱傳導以保證烙鐵尖的溫度恒定是十分重要的。強烈建議使用至少80W的焊臺進行焊接。制作樣品時可以把繞接線焊接到傳感器背后的焊接凸點。繞接線應該盡量細,不至于把陶瓷板上的接觸點分離。首先要熔化一些焊錫到繞接線的一端,然后把這端按壓到傳感器背面的焊盤,快速加熱烙鐵熔解焊錫。
3 用含鉛焊錫焊接傳感器
使用含鉛焊錫時,強制對流或紅外回流焊的溫度不應該高于225°C,峰值焊接時間不應該超過30秒。像其他陶瓷產品一樣,焊接傳感器必須用62%錫36%鉛2%銀的焊錫膏。這種焊錫膏的熔解溫度是179°C。這種焊錫膏包含2%的銀,避免銀從銀鉑焊盤轉移到焊錫膏中。不要使用63%錫37%焊錫膏。為了避免清潔PCB, 應該使用免洗型的焊錫膏。

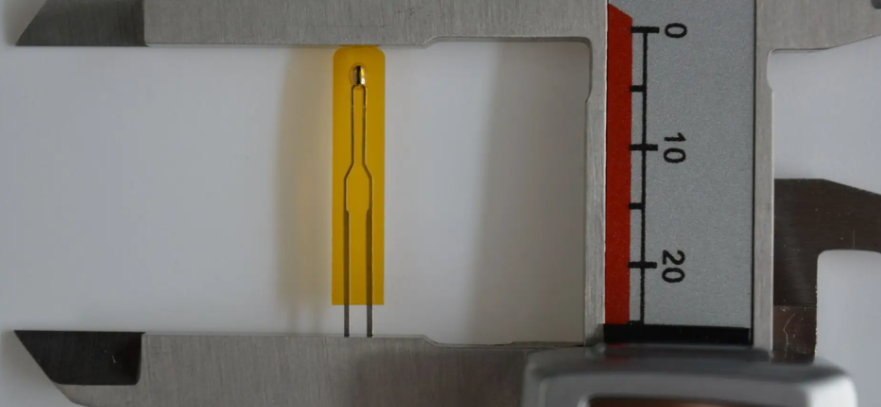
良好的焊點(見圖3)應該形成一個輕微的角度,并且把焊盤填滿。總是用推薦的回流參數進行回流焊接。大部分情況下手焊都會因為陶瓷良好的導熱性導致傳感器過熱。建議在傳感器上加一個熱電偶來解決問題。溫度太低會導致焊接和與電路板連接不良,見圖3(右圖)。制作樣品時可以把繞接線焊接到傳感器背后的焊接凸點。繞接線應該盡量細,不至于把陶瓷板上的接觸點分離。通常情況下,繞接線的效果都不錯。

3壓力傳感器的校正
為了確保安裝到客戶產品上的傳感器的最佳校正效果,最好在最后的焊接步驟后,將成品在室溫下靜置至少48小時。這樣做是為了釋放傳感器中的熱導應力,從而改善產品的校準。
-
傳感器
+關注
關注
2565文章
52930瀏覽量
766808 -
焊接
+關注
關注
38文章
3415瀏覽量
61335
發布評論請先 登錄
激光焊接技術在焊接轉向輪傳感器的工藝注意事項

船舶焊接自動化升級:激光焊縫跟蹤傳感器解決方案
激光焊接技術在焊接轉向輪傳感器的工藝應用

大研智造激光焊錫機,為何是微小高精度擴散硅芯片壓力傳感器焊接首選?
大研智造激光焊錫機:突破濕敏電阻傳感器焊接精度瓶頸
大研智造激光焊錫機:解決陶瓷電容壓力傳感器焊接難題
大研智造激光焊錫機:霍爾傳感器PCB電路板引線焊接的“完美解”?
焊接電壓監測傳感器的應用與優勢分析
SF6密度傳感器免焊接螺絲壓緊5芯航空插頭

大研智造激光錫球焊錫機:微型稱重傳感器/應變片引線焊接的得力助手
閉環傳感器與開環傳感器的區別
創想智控激光焊縫跟蹤傳感器在海底抽淤管道全自動焊接的應用
大研智造激光焊錫機:NTC溫度傳感器制造的精密焊接技術

創想智控激光焊縫跟蹤傳感器在機械底盤自動引導焊接的應用






 工商網監
工商網監
評論