 PLC順序控制實例
PLC順序控制實例
一、問題引出
PLC程序經常會遇到程序按照12345的方式一步步順序控制,這種情況我們叫做順序控制,也比較符合PLC面向過程的控制模式。
在以往的項目經驗中常用到的順序控制編程方式有三種,分別是SCL指令case...of,西門子自帶的Graph,通過傳送步號順序控制。
二、案例演示
本案例介紹的是基于第三種方式實現程序的順序控制,可以先看下程序控制下設備運行時的情況。
在圖片的右側是西門子HMI觸摸屏,主要是設備的啟動、暫停、復位,以及設備運行的步驟顯示。
左側是仿真設備的運行演示,設備按照程序的設定從取料到放料再到返回一步步順序執行,實現程序的順序控制。
看完以上運行演示肯定有小伙伴問能不能實現雙邊或者更多邊的順序控制呢,答案是肯定的,看下圖。
三、程序講解
那么程序是怎么實現順序控制以及選擇分支運行的呢?下邊展示了程序的編寫過程。
先看下程序概覽,是不是非常符合我們面向過程的編程方式。
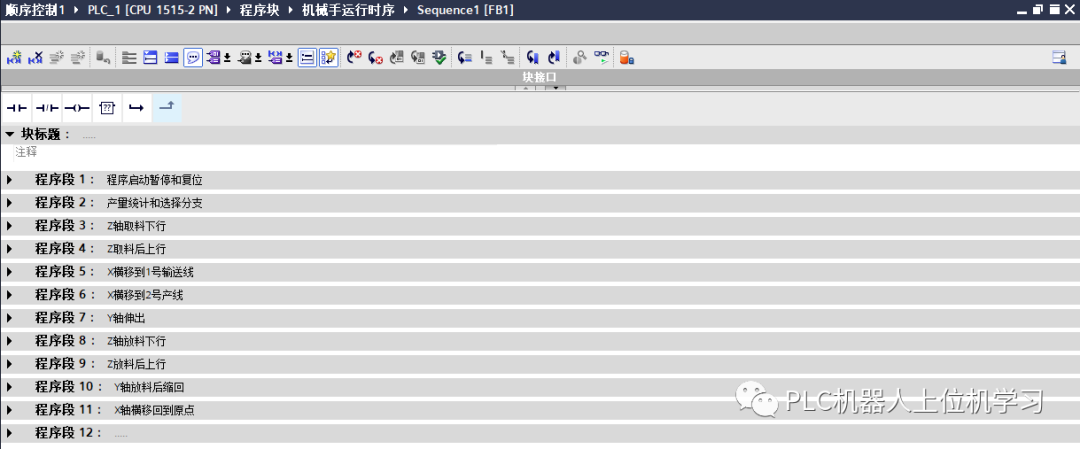
程序段1和2分別是程序的啟停和產品計數,其中程序段2還用了MOD指令用來計算產品數除以2的余數,用于選擇程序的分支。余數是0運行到1線,余數是1運行到2線。
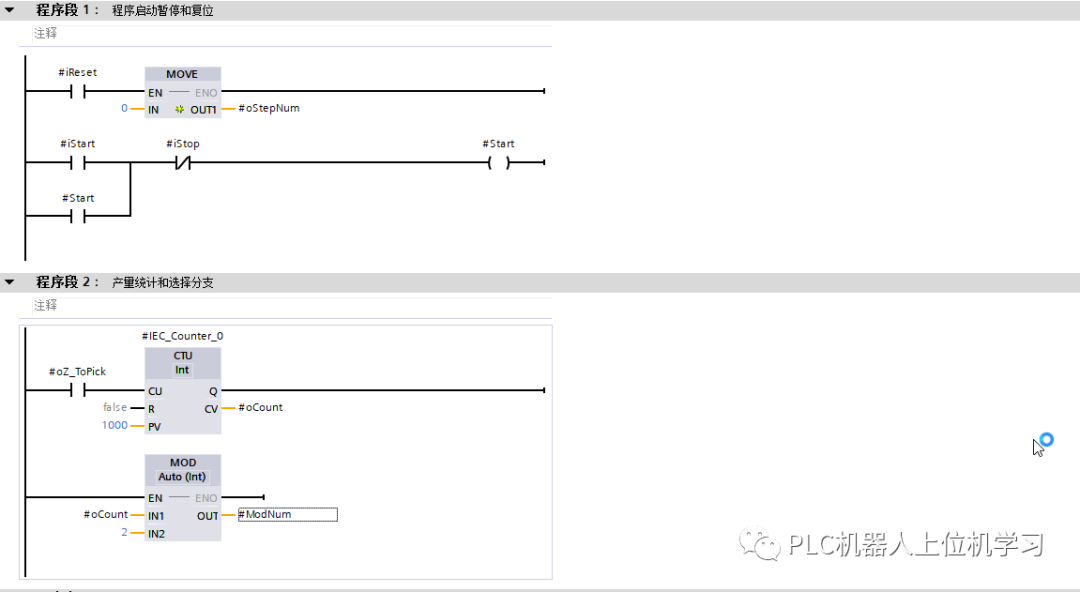
程序段3是啟動程序。程序段4是對程序的運行分支進行選擇。機械手去往1號線選擇步號30,去往2號線選擇步號35.
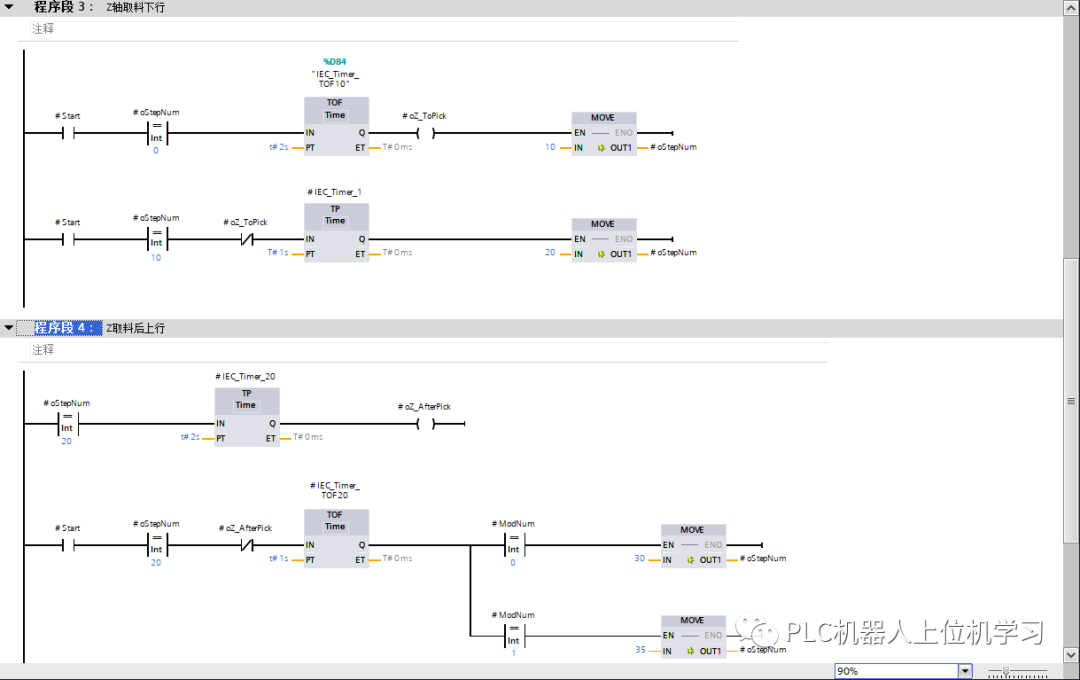
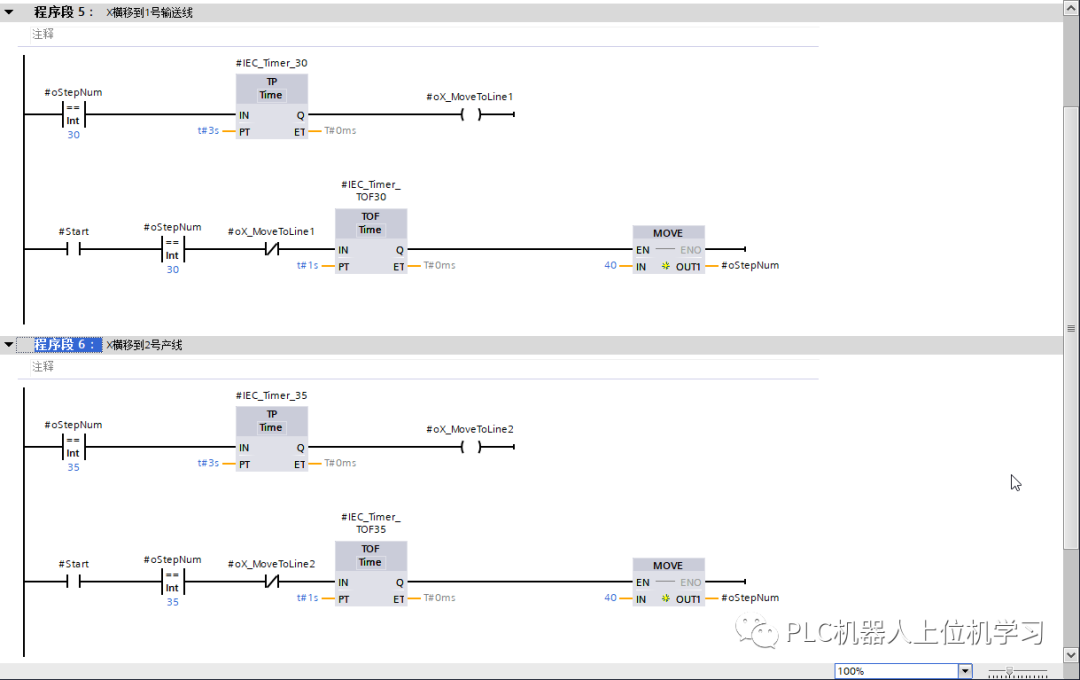
程序段5是機械手運行到1號產線上方,程序段6是機械手運行到2號線上方。接著是兩條分支再合流,都會選擇制定步驟40.
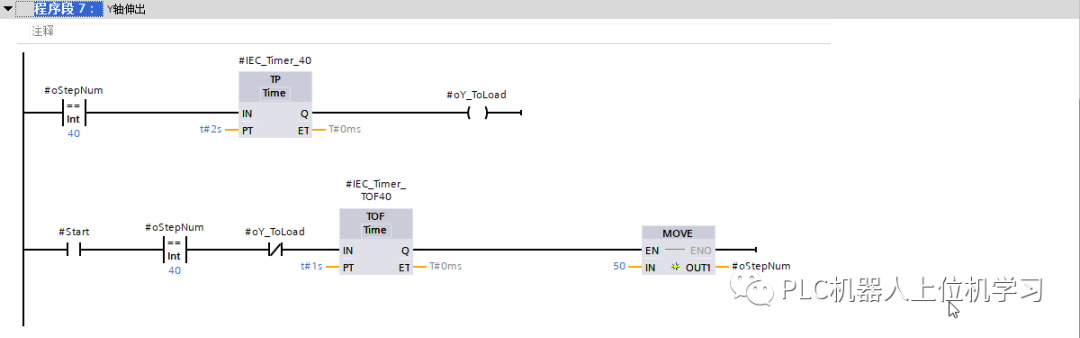
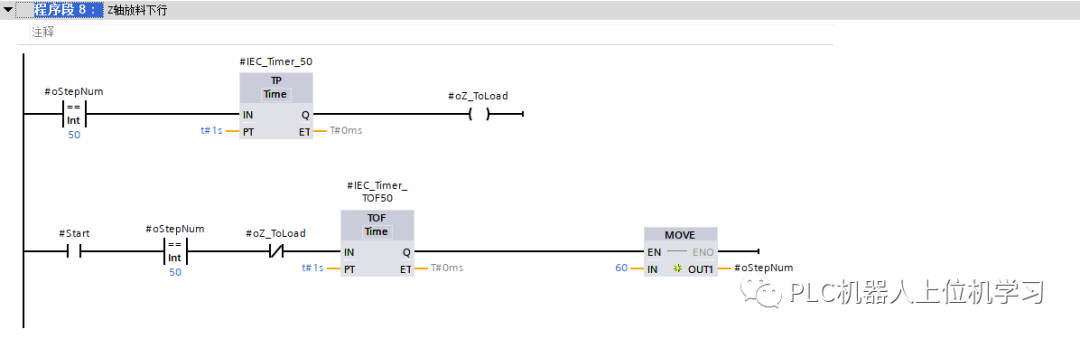
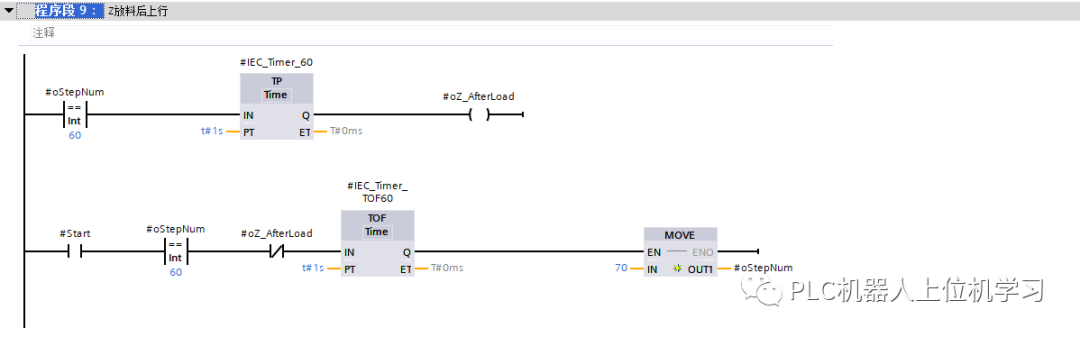
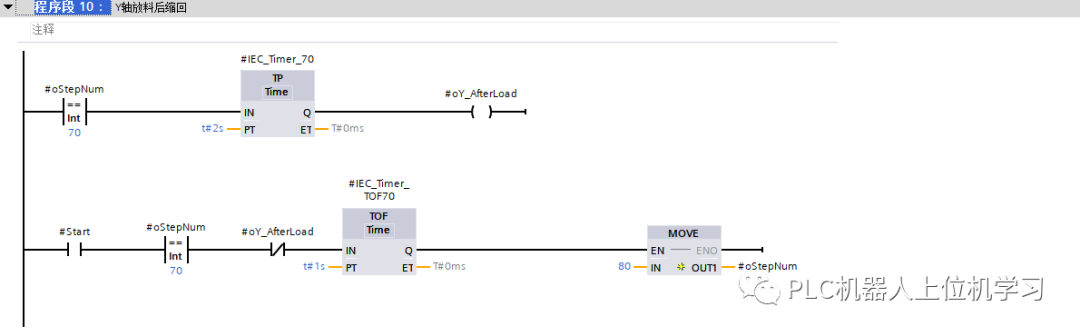
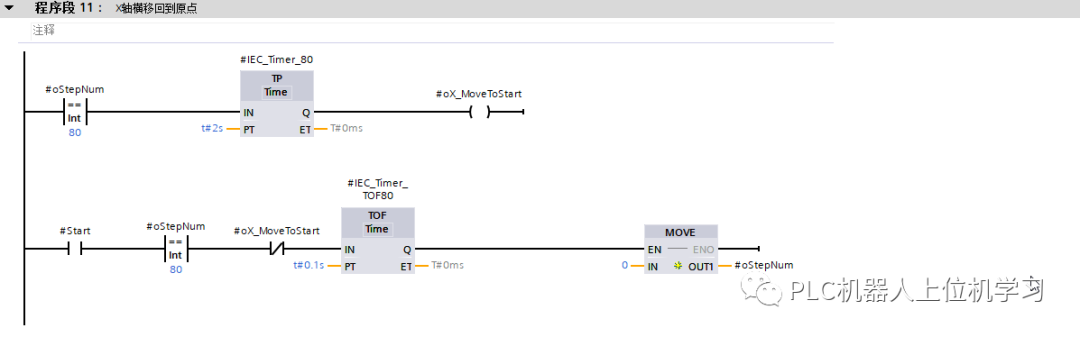
以下是機械手放料和返回起始點的程序。
Y軸伸出
Z軸放料位置下行
Z軸放料以后上行
Y軸放料后退出
X軸橫移回到起始點
審核編輯:湯梓紅
-
plc
+關注
關注
5031文章
13806瀏覽量
472736 -
西門子
+關注
關注
98文章
3142瀏覽量
117888 -
編程
+關注
關注
88文章
3686瀏覽量
94956 -
程序
+關注
關注
117文章
3825瀏覽量
82558 -
順序控制
+關注
關注
2文章
26瀏覽量
10837
發布評論請先 登錄

三菱plc如何實現順序控制_四種三菱plc順序控制編程方式實例
PLC編程算法,模擬量的順序控制方法
什么是plc順序控制?plc順序控制設計方法
PLC控制系統的設計與應用實例詳細資料概述
PLC編程控制入門常用到的實例
順序控制PLC控制系統和順序功能圖
PLC實例:順序控制指令,實現搬運動作






 工商網監
工商網監
評論