") 不同芯徑激光器焊接效果對(duì)比
不同芯徑激光器焊接效果對(duì)比
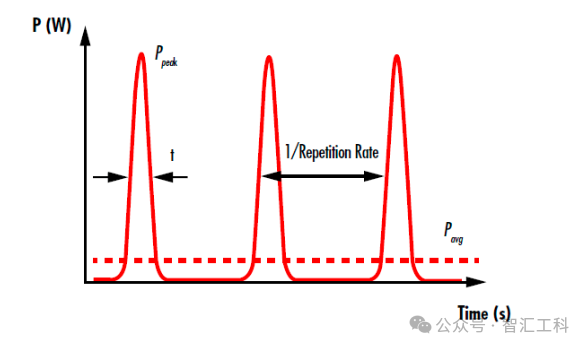
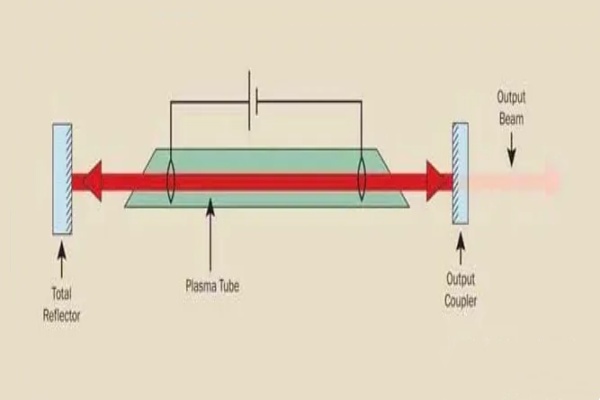
激光焊接可以采用連續(xù)或脈沖激光束加以實(shí)現(xiàn),激光焊接的原理可分為熱傳導(dǎo)型焊接和激光深熔焊接。功率密度小于104~105 W/cm2為熱傳導(dǎo)焊,此時(shí)熔深淺、焊接速度慢;功率密度大于105~107 W/cm2時(shí),金屬表面受熱作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深寬比大的特點(diǎn)。其中熱傳導(dǎo)型激光焊接原理為:激光輻射加熱待加工表面,表面熱量通過(guò)熱傳導(dǎo)向內(nèi)部擴(kuò)散,通過(guò)控制激光脈沖的寬度、能量、峰功率和重復(fù)頻率等激光參數(shù),使工件熔化,形成特定的熔池。
激光深熔焊接一般采用連續(xù)激光光束完成材料的連接,其冶金物理過(guò)程與電子束焊接極為相似,即能量轉(zhuǎn)換機(jī)制是通過(guò)“小孔”(Key-hole)結(jié)構(gòu)來(lái)完成的。在足夠高的功率密度激光照射下,材料產(chǎn)生蒸發(fā)并形成小孔。這個(gè)充滿蒸氣的小孔猶如一個(gè)黑體,幾乎吸收全部的入射光束能量,孔腔內(nèi)平衡溫度達(dá)2500℃左右 [1] ,熱量從這個(gè)高溫孔腔外壁傳遞出來(lái),使包圍著這個(gè)孔腔四周的金屬熔化。小孔內(nèi)充滿在光束照射下壁體材料連續(xù)蒸發(fā)產(chǎn)生的高溫蒸汽,小孔四壁包圍著熔融金屬,液態(tài)金屬四周包圍著固體材料(而在大多數(shù)常規(guī)焊接過(guò)程和激光傳導(dǎo)焊接中,能量首先沉積于工件表面,然后靠傳遞輸送到內(nèi)部)。孔壁外液體流動(dòng)和壁層表面張力與孔腔內(nèi)連續(xù)產(chǎn)生的蒸汽壓力相持并保持著動(dòng)態(tài)平衡。光束不斷進(jìn)入小孔,小孔外的材料在連續(xù)流動(dòng),隨著光束移動(dòng),小孔始終處于流動(dòng)的穩(wěn)定狀態(tài)。就是說(shuō),小孔和圍著孔壁的熔融金屬隨著前導(dǎo)光束前進(jìn)速度向前移動(dòng),熔融金屬充填著小孔移開(kāi)后留下的空隙并隨之冷凝,焊縫于是形成。上述過(guò)程的所有這一切發(fā)生得如此快,使焊接速度很容易達(dá)到每分鐘數(shù)米。
了解基本的功率密度、熱導(dǎo)焊、深熔焊概念之后,接下來(lái)對(duì)不同芯徑的功率密度和金相金相對(duì)比分析。
本次針對(duì)市面常見(jiàn)的激光芯徑進(jìn)行焊接實(shí)驗(yàn)對(duì)比:
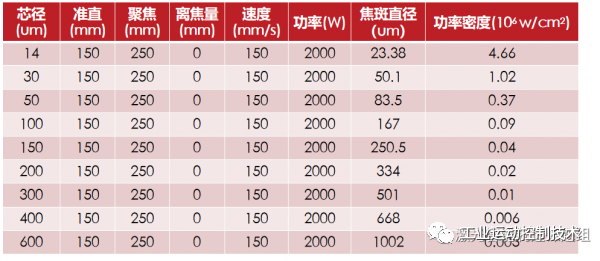
▲不同芯徑激光器焦斑位置功率密度
從功率密度上看,在同樣的功率下,越細(xì)的芯徑,激光亮度越高,能量越集中,如果把激光比作一把尖刀,越細(xì)小芯徑的激光,越鋒利。14um芯徑功率密度是100um芯徑激光器的50倍以上,加工能力更強(qiáng)。同時(shí)這里計(jì)算的功率密度只是簡(jiǎn)單的平均密度,實(shí)際的能量分布是近似高斯分布,中心能量會(huì)是平均功率密度的好幾倍。
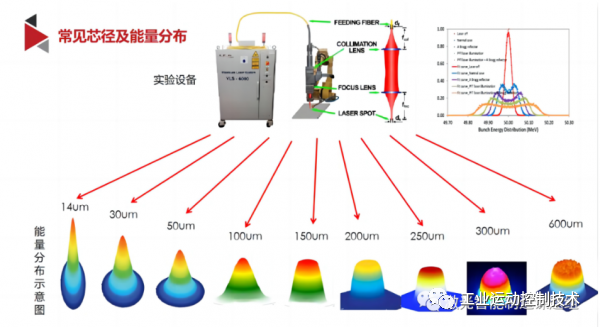
▲不同芯徑激光能量分布示意圖
能量分布圖顏色即為能量分布,顏色越紅,能量越高,能量紅的地方為能量集中的地方,通過(guò)不同芯徑激光束的激光能量分布,可以看出激光束鋒不鋒利,激光束越小,能量越集中于一個(gè)點(diǎn),越鋒利,穿透能力越強(qiáng)。
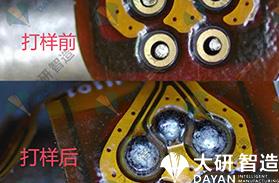
不同芯徑激光器對(duì)比:
(1)實(shí)驗(yàn)采用速度為150mm/s,焦點(diǎn)位焊接,材料為1系鋁,2mm厚;
(2)芯徑越大,熔寬越大,熱影響區(qū)越大,同時(shí)單位功率密度越小,當(dāng)芯徑超過(guò)200um時(shí),在鋁銅等高反合金上不容易打出熔深,需要更高功率方可實(shí)現(xiàn)深熔焊;
(3)小芯徑激光器功率密度高,能夠以高能快速在材料表面打出匙孔,且熱影響區(qū)小,但是同時(shí)焊縫表面粗糙,在低速焊接時(shí)匙孔坍塌概率高,焊接周期匙孔閉合周期長(zhǎng),容易產(chǎn)生缺陷,氣孔等缺陷,適合高速加工或者帶擺動(dòng)軌跡加工;
(4)大芯徑激光器由于光斑大,能量更為分散,更適合激光表面重熔、熔覆、退火等工藝。
-
激光器
+關(guān)注
關(guān)注
17文章
2692瀏覽量
62022 -
焊接
+關(guān)注
關(guān)注
38文章
3401瀏覽量
61052 -
激光焊接
+關(guān)注
關(guān)注
4文章
549瀏覽量
21510
發(fā)布評(píng)論請(qǐng)先 登錄
激光器運(yùn)行常見(jiàn)問(wèn)題及解決策略:助力激光錫焊穩(wěn)定高效
連續(xù)激光器與脈沖激光器:有什么區(qū)別?

振鏡式激光焊接機(jī)的激光器類型選擇
藍(lán)光激光焊接技術(shù)在焊接銅排的工藝應(yīng)用

激光器性能指標(biāo)
大功率半導(dǎo)體激光器陣列的封裝技術(shù)
激光器基礎(chǔ)---激光腔
半導(dǎo)體激光器和光纖激光器的對(duì)比分析
固體激光器的概念與特性
半導(dǎo)體激光器的波長(zhǎng)應(yīng)該如何選擇

激光焊接對(duì)比傳統(tǒng)焊接的優(yōu)勢(shì)和前景
電子科普!什么是激光二極管(半導(dǎo)體激光器)
真空回流焊爐/真空焊接爐——半導(dǎo)體激光器失效分析

大研智造 半導(dǎo)體激光器在電子焊接中的應(yīng)用及優(yōu)勢(shì)





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論