 壓接尺寸的快速計算方法詳解
壓接尺寸的快速計算方法詳解
摘要
1.了解和掌握了對B型(也稱為M型)冷壓的壓接、對正多邊形壓接、正多點型壓接(最常見的四點壓接)。
這三種壓接方式,線束行業中的端子冷壓就基本大致掌握完全了。
2.相對于常規低壓端子的B型壓接,后兩種壓接的使用范圍和比例稍微少一點,但在整個行業中的比例依然不少。
三者以其絕對型的使用比例份額占據了行業端子冷壓的前三甲。
 ? ?
? ?
B型壓接
如按照德國大眾端子壓接標準VW60330-2013或者其他行業/車企的壓接。 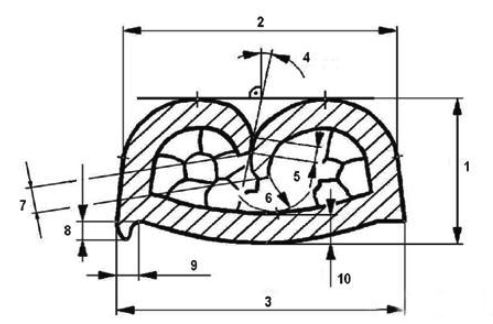 ? ?
? ?
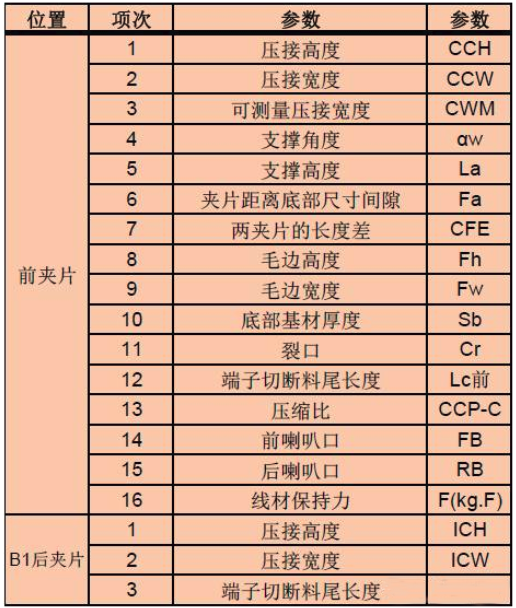
(圖 2:B 型壓接截面&管控參數表)
 ?
?
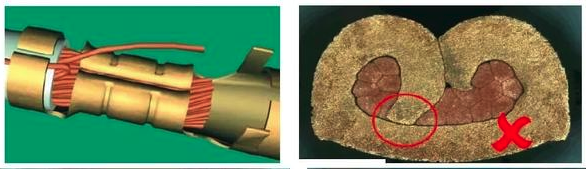
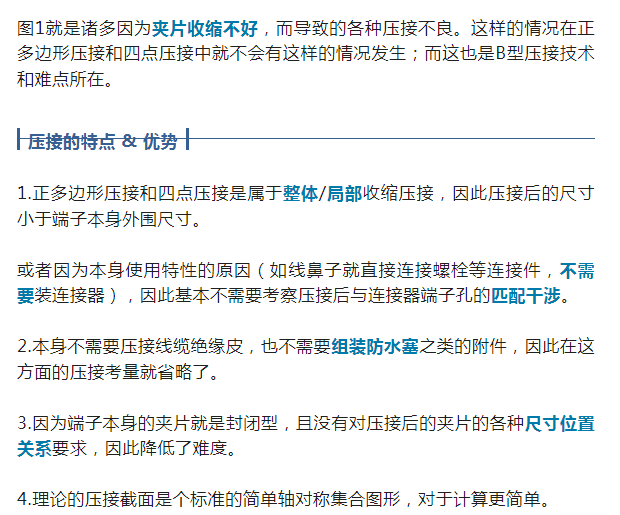
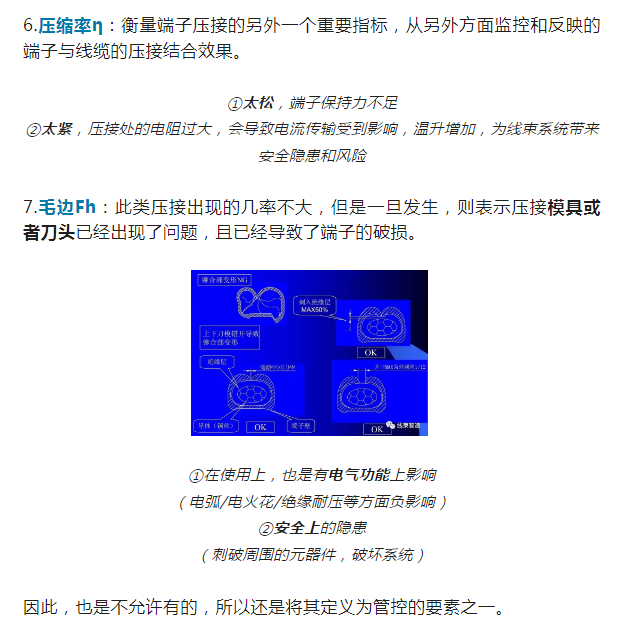
要么銅絲太多,夾片無法包住,要么銅絲太少,夾片夾不住它們,或者夾片插入到底部,影響端子強度和線纜壓接等外觀與功能諸多不良。

(圖 1:B 型壓接截面夾片壓接不良圖片)
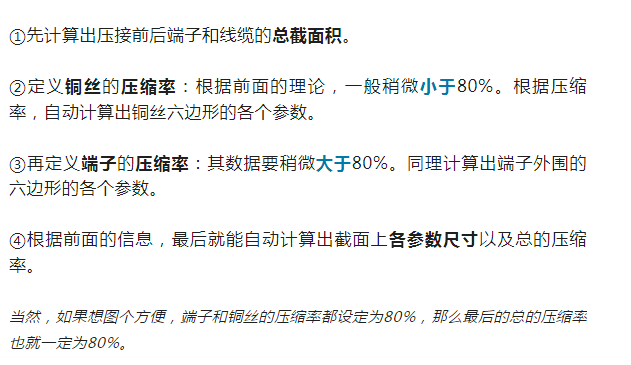
產品建模 &思路
前提條件
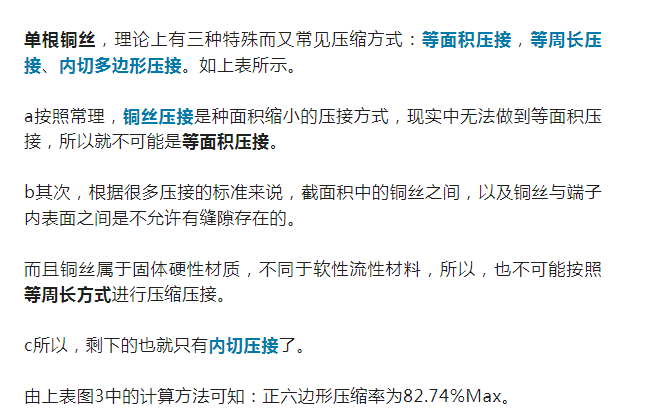
壓縮方式
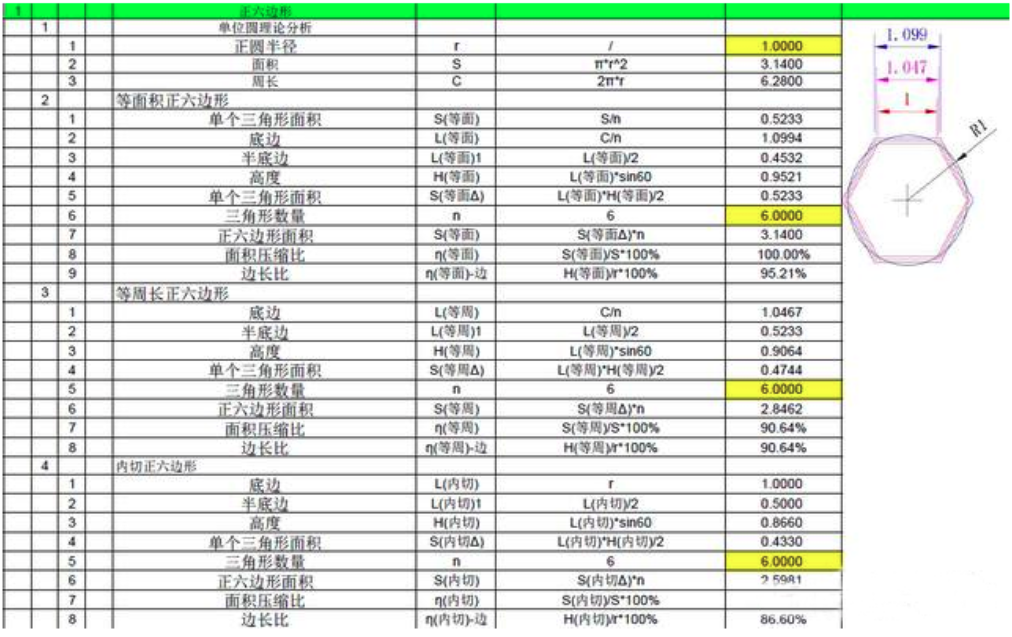
(圖 3:正六邊形壓接理論模擬)
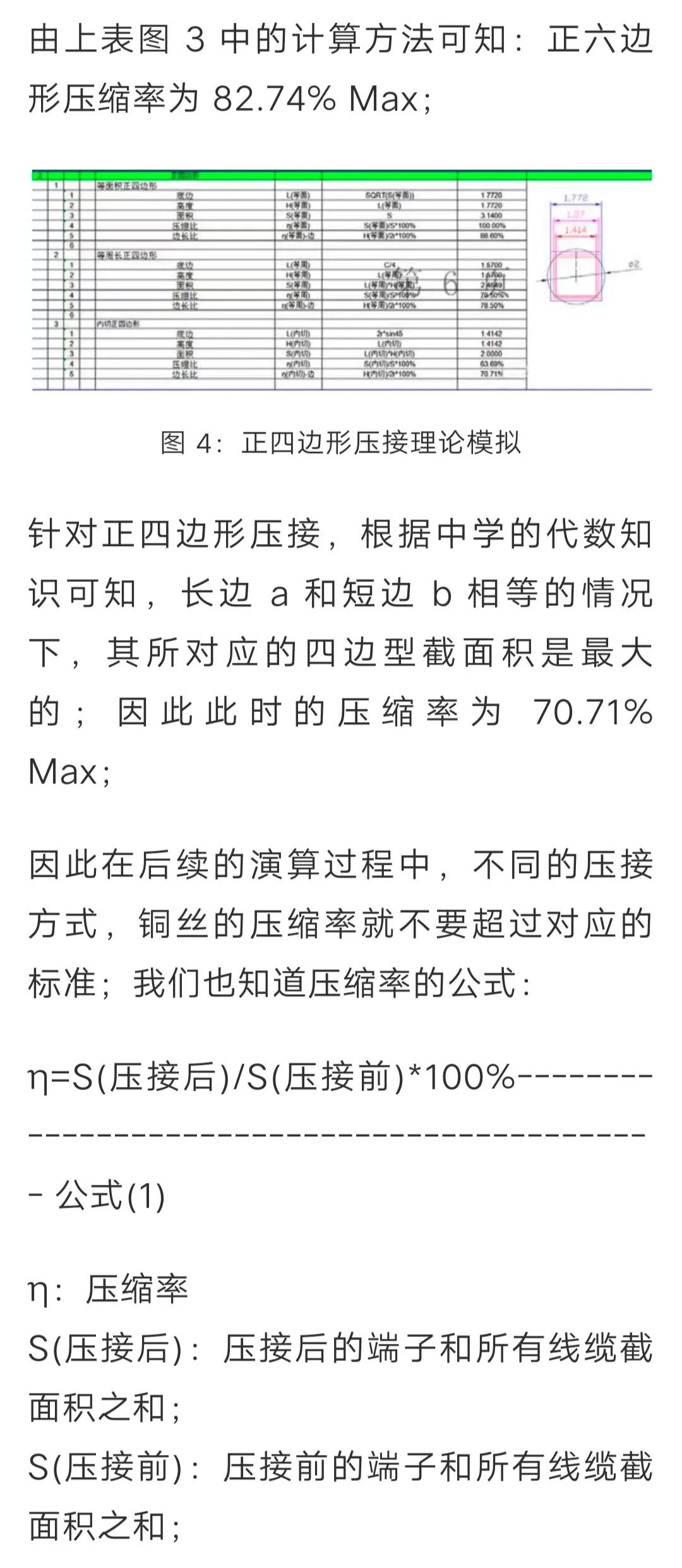
(圖4:正四邊形壓接理論模擬)
 ? ?
? ?
 ? ?
? ?
熟悉了以上的入門理論,我們就可以正式進入我們的建模和設計主題:
信息收集
①端子的信息收集 根據端子圖紙或相關資料,根據下表整理出端子的關于壓接方面的幾個基本信息。 
(圖 5:端子參數確定)
 ? ?
? ?
 ? ?
? ?
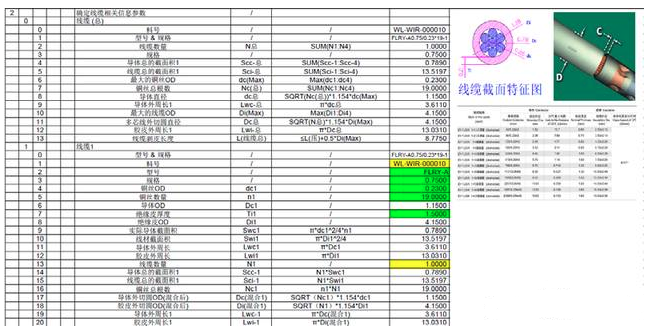
(圖 6:線纜參數確定)
演算
1.建模思路
根據NO.2步驟,將所有相關物料的基本信息、各尺寸參數收集和計算出來了,就可以根據以下步驟來模擬和定義壓接規范。
2.正六邊壓接
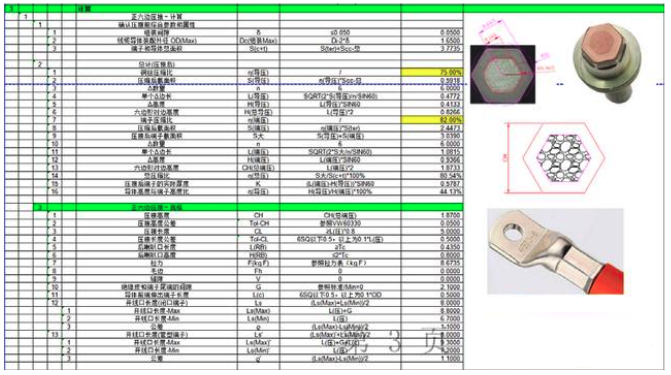
(圖 7:正六邊壓接模擬計算)
3.正四邊壓接

(圖 8:正四邊壓接模擬計算)
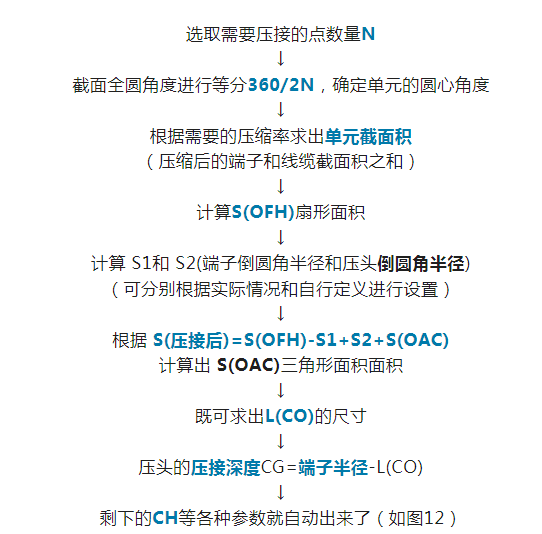
4.正多點壓接
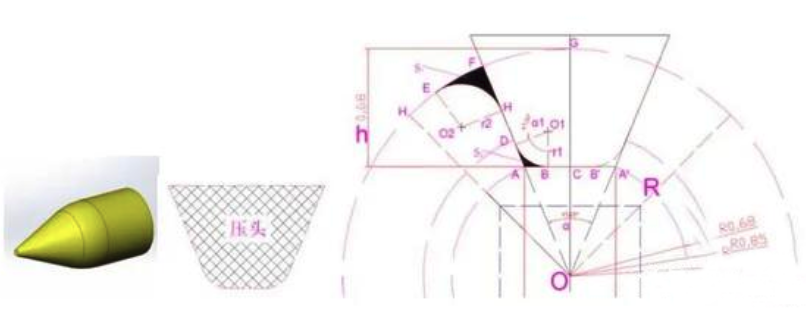
(圖 9:正四點壓接頭外觀模型與壓接截面)
(圖 9:正四點壓接頭外觀模型與壓接截面)
(圖 9:正四點壓接頭外觀模型與壓接截面)
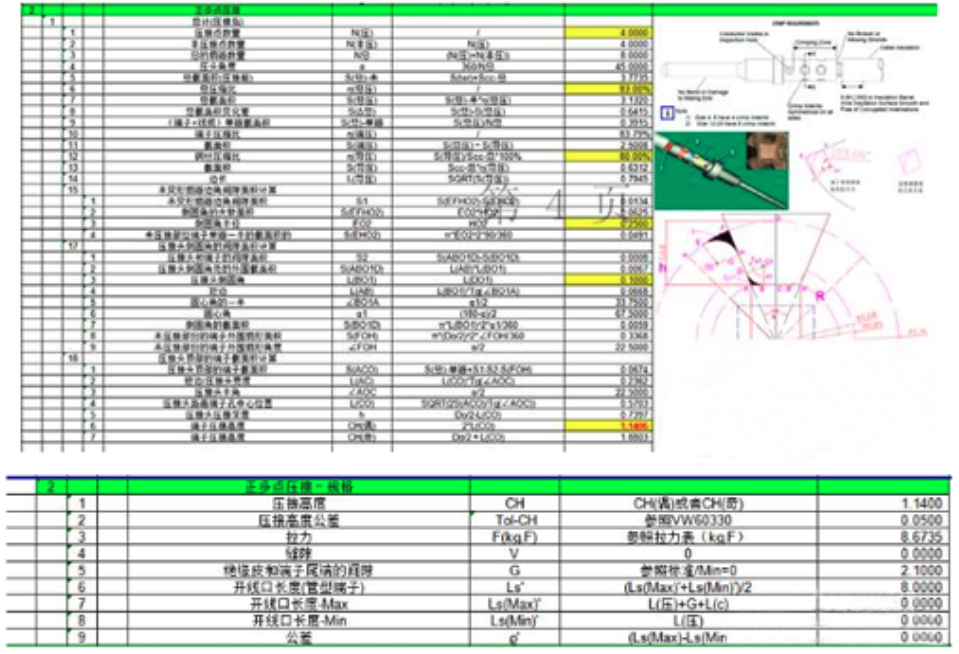
(圖 12:正四點壓接模擬計算)
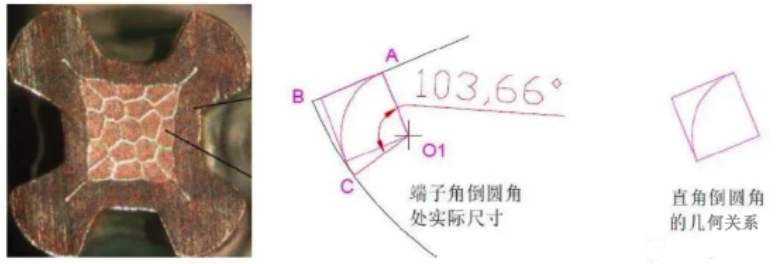
(圖 11:壓接截面的端子邊倒角)
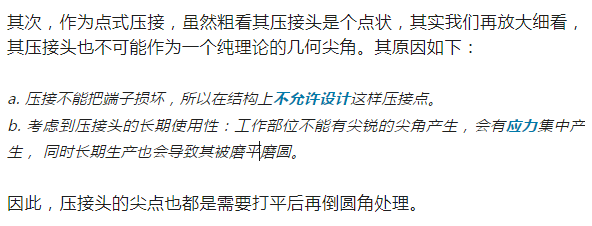
⑤局部放大端子諸邊角落的倒角,其實也不是個純粹的90度直角。這里的尺寸非常微小,所以兩者的面積差異比例非常小,對于整體大局上基本無影響。
因此也是可以簡化處理計算的。(如上圖 11)
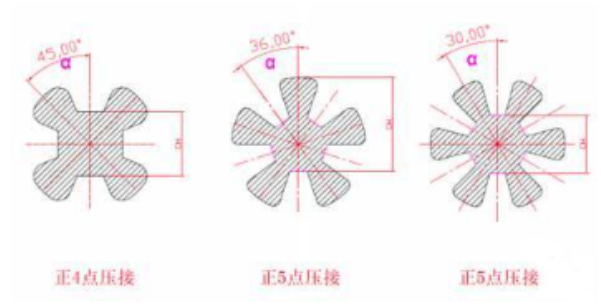
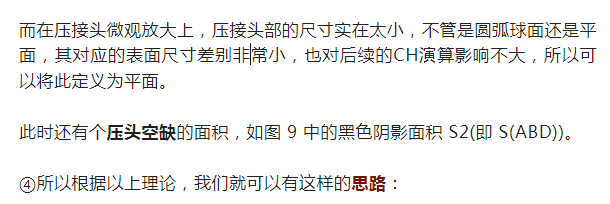
(圖 13:正多點壓接截面)
完成了以上的計算,如果是有其他多點壓接的需求,則確認其CH也就一樣地手到擒來。
驗證
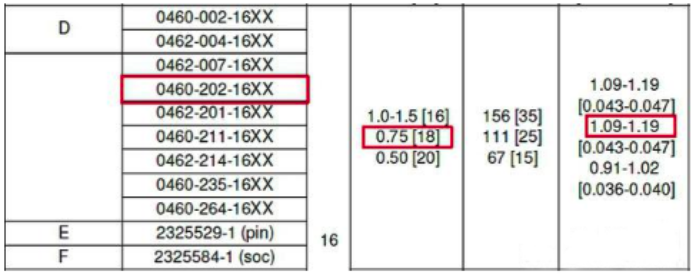
(圖 13:壓接規范中的端子 0460‐202‐16141 的正 4 點壓接高度標準)
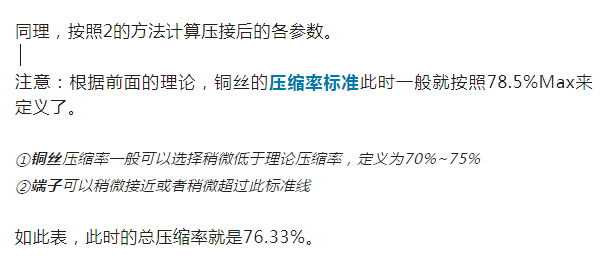
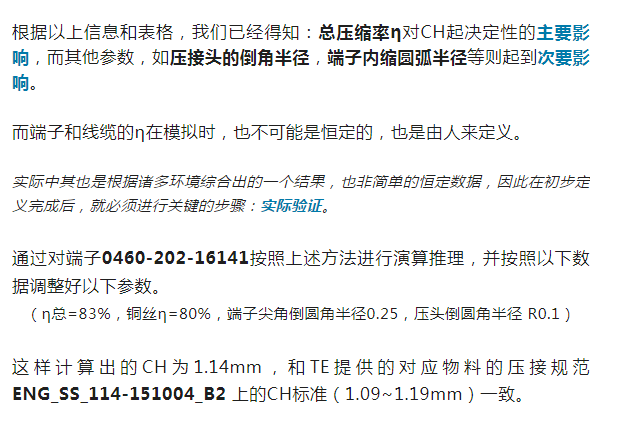
而這樣的壓縮率也是與前面的理論相吻合。當然,調整η和兩個半徑也會讓CH隨之變化。
制定壓接規范
2.壓接長度 CL:這是為了保證端子能很好壓接到位。
①太長,會無法生成后喇叭口
②太短,則端子保持力不足
這個參數對于點式壓接不適合,其只考慮其壓接位置不超過端子的觀察孔即可。如圖所示。
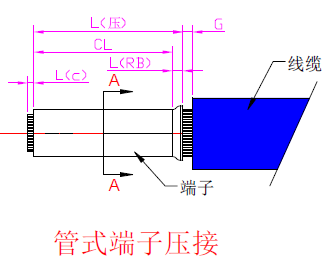
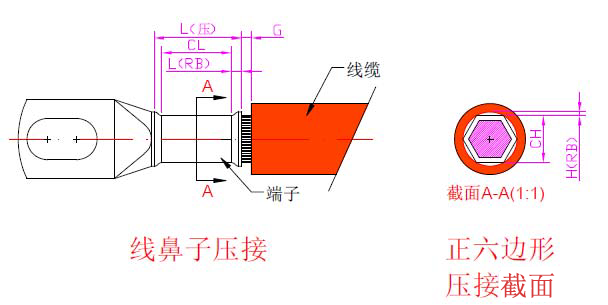
(圖 14:壓接參數對應示例圖)
 ? ?
? ?
8.銅絲之間的縫隙 V:這也是壓接緊密程度的一個表現,壓接截面中銅絲之間不能間隙。
此指標可以作為η的補充性參考,也相對比較重要,其不需要用參數來表示和管控,只需要通過截面外觀就可以檢查出。
(圖 1:B 型壓接截面夾片壓接不良圖片)
 ? ?
? ?
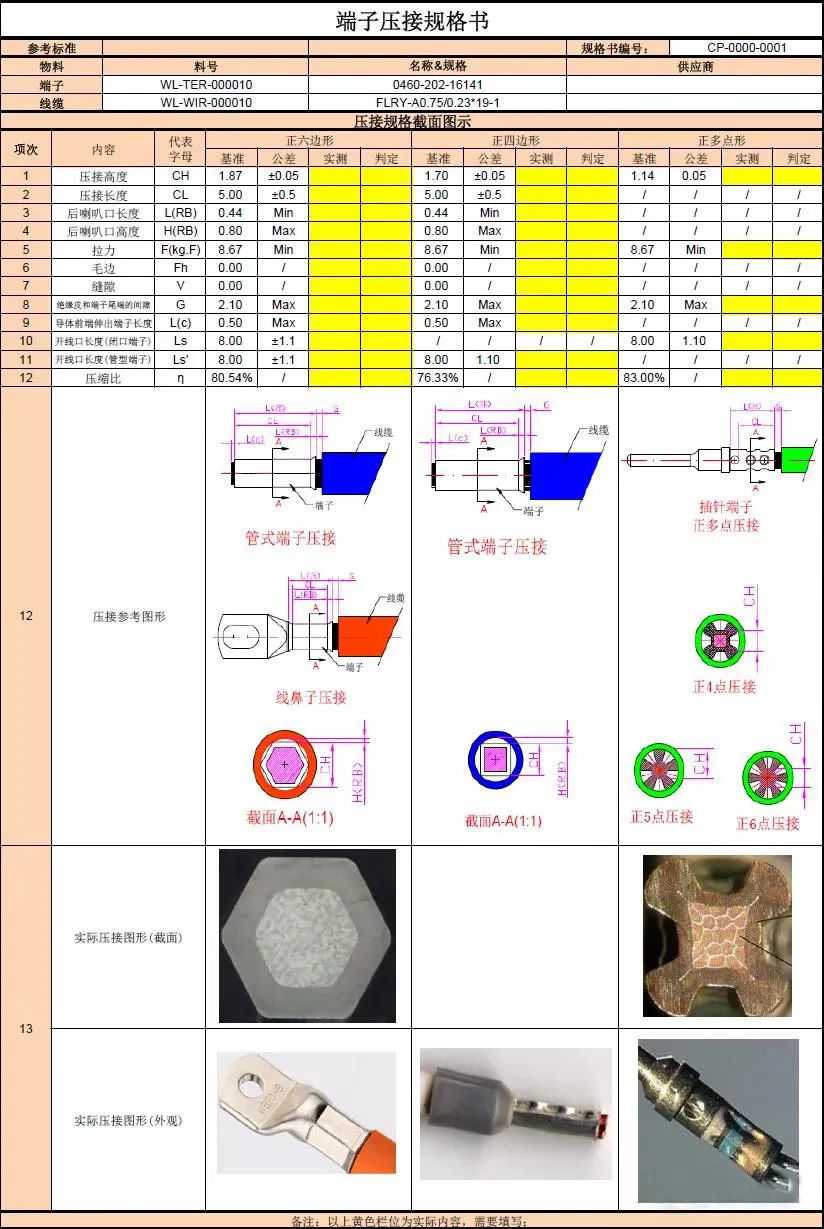
(圖 15:壓接規范模板)
總結
本課題研究是基于另文的 B 型壓接研究的衍生。相對而言,雖然在演算模擬上更加簡易,但是由于個人經驗上的原因,對于其相關的規范與標準方面的了解和掌握還不是很充分,因此過程中可能會有些遺漏和失誤,歡迎行內專家們一起來指正和完善。
審核編輯:劉清
-
壓接技術
+關注
關注
1文章
46瀏覽量
6935
原文標題:【端子】壓接尺寸的快速計算方法詳解
文章出處:【微信號:線束專家,微信公眾號:線束專家】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
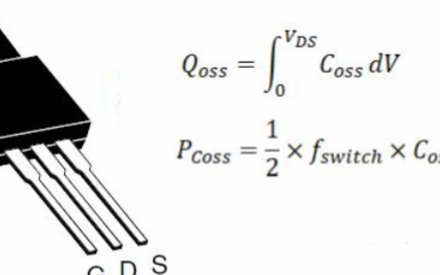
IGBT快速損耗計算方法







 工商網監
工商網監
評論