 儀表控制系統在飼料蝦料穩定器中的應用
儀表控制系統在飼料蝦料穩定器中的應用
一 概述
目前國內飼料行業采用的設備大部分是江蘇牧羊集團提供的成套設備和全套解決方案,黃海糧油飼料廠也采用了該集團的產品,總體使用效果良好,只是蝦料穩定器會出現頻繁糊料,大體存在糊料批次占總批次的1%,影響成品率及產品質量,通過增加一套自動溫度控制系統可有效的解決此問題。
二 工藝介紹
該工位工藝簡況:蝦料半成品料伴隨濕空氣一起經溜管進入穩定器,蒸汽經減壓閥進入穩定器內蒸汽盤管,與濕料充分接觸烘焙換熱達到干燥目的。生產工藝對干燥后的產品質量要求很高,水分含量不能波動太大,又不能出現糊料,因而對干燥溫度要求嚴格控制。實踐證明,穩定器內空氣溫度在98℃上下波動小于2℃,控制效果理想。經由我們分析研究發現出現糊料的主要原因是烘焙溫度波動大,蒸汽流量不穩定所致,這主要因為國產減壓閥控制精度不是很高,減壓后的蒸汽壓力總有些波動。原設計是根據恒壓理想條件做出的,在主蒸汽管道上加了一個手動調節閥,采用手動調節控制蒸汽流量,這樣無法適時控制好溫度。
三 控制對象分析
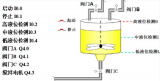
針對這種情況設計了一套自動溫控系統。圖一為控制系統原理圖,該系統為單回路控制系統,被控參數為穩定器的溫度,控制參數為加熱蒸汽量。

圖一調節過程如下:
正常情況下,蒸汽通過手動閥、調節閥進入穩定器對原料進行加熱,當穩定器內溫度超過設定溫度時,調節閥在儀表的控制作用下自動減小開度,減少進入穩定器的加熱蒸汽量,使溫度下降到設定值,反之,當穩定器內溫度低于設定溫度時,調節閥在儀表的控制作用下自動增加開度,增加進入穩定器的加熱蒸汽量,使溫度上升到設定值,這樣就保證穩定器的溫度保持在設定值范圍內。儀表的控制作用原理見下面儀表介紹。
四 控制系統構成
自動控制系統控制過程可分為數據采集和控制兩部分,對被控參數進行檢測,并傳輸給控制儀表,然后控制儀表對采集到的被控參數進行分析,并按已定的控制規律決定控制過程,適時地對執行機構發出控制信號來完成控制。本控制系統的基本框圖如圖二。
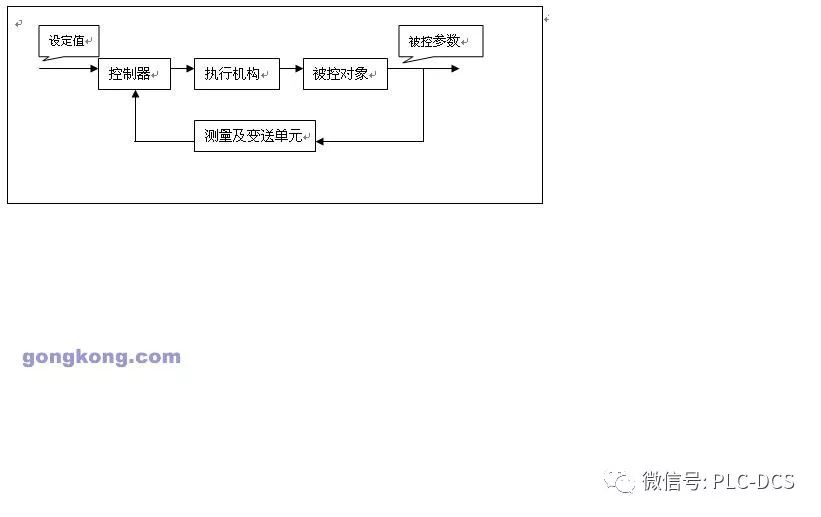
圖二具體改造情況:
1、執行機構:在手動蒸汽閥上再并上一套自動調節閥,原手動閥管線作為旁通。因為設計要求溫度應控制在96--100℃,所以對控制閥的控制精度要求很高,我們采用的溫控閥是德國富樂門公司生產的菲舍閥,該閥帶有電-氣閥門定位器,能夠利用負反饋原理來改善調節閥的定位精度和靈敏度,使調節閥能按控制器來的控制信號實現準確定位,控制精度能達到0.2%,此閥在糧油食品、石油化工等行業應用比較廣泛。
根據工藝安全原則及被控介質特點,選擇氣開式,對數流量特性。這樣調節閥在小開度時KV(調節閥放大系數)小,控制緩和平穩,調節閥在大開度時KV大,控制及時有效,斷電時,閥門自動關閉。
2、測溫元件及變送器:因被控溫度在200℃以下,選擇德國E+H公司生產的測問溫元件及變送器,其為一體化產品,采用兩線制信號輸出,24V直流供電,使用非常方便,價格比國內同類產品較高,但性價較高。該產品測溫元件為鉑電阻溫度計,其加工精度高,工藝比較成熟,在測溫范圍內具有穩定的物理和化學性能、高靈敏度以及冷端溫度零點漂移小的特點。
為提高檢測精度,測溫元件與變送器之間采用三線制接法,使熱電阻的連接導線分別加在不平衡電橋測量線路的相鄰兩個橋臂上,這樣,在導線電阻變化時,將不會改變橋路的輸出,從而減小其對儀表讀數的影響,配標準溫度變送器,其輸出信號為4-20mADC標準信號,支持國際通用的HART協議,可以用HART手操器很方便的對測溫量程和零點進行設定以及校正,因其高精度、高可靠性、易維護,該系列產品在國內儀表控制系統中得到廣泛應用。
3、控制器及其參數整定:溫控儀選用香港上潤儀表公司生產的WT-80產品,該表屬通用型儀表,采用先進的微處理器進行智能控制,可根據被控對象自動演算出最佳調節參數,各輸入/輸出回路間均采用光電隔離,具有良好的抗干擾性和穩定性,精度1%,具有多種系列產品。本次改造采用輸入、輸出均為4-20mADC標準信號的產品,負作用控制方式。控制器參數整定,是指決定控制器的比例度P、積分時間TI、微分時間TD的具體數值。整定的實質是通過改變控制器的參數,使其特性和過程特性相匹配,以改善系統的動態和靜態指標,取得最佳的控制效果。根據蒸汽的流量特性本系統選用PID控制規律,參數整定采用工程整定法中的4:1衰減曲線法。先把過程控制系統中控制器參數置成純比例作用(TI=∞,TD=0),使系統投入運行。再把比例度P從大逐漸調小,直到出現等幅振蕩響應。此時的比例度為4:1衰減比例度PS=35% ;兩個相鄰波峰間的時間間隔為4:1衰減振蕩周期TS=10MIN ;根據4:1衰減曲線法公式可算得: P=80%*35%=28% ,I=30%*10=3MIN,D=10%*10=1MIN。
具體操作步驟:
1、檢查控制閥電路及氣路系統連接無誤運行可靠。
2、控制參數設定:在儀表測量值(PV)顯示狀態下,按壓SET鍵,儀表轉入控制參數設定狀態。每按SET鍵即按順序顯示一級參數。
(1) 參數設定狀態各參數列示如下:符號 名稱 設定范圍(字) 說明 設定值AL1 第一控制值 -1999—9999 顯示第一控制設定值 100AL2 第二控制值 -1999-9999 顯示第二控制值 97.5AH1 第一報警回差值 0--255 顯示第一報警的回差值 1.0AH2 第二報警回差值 0-255 顯示第二報警的回差值 1.0CON 內部參數 CON=0 控制輸出為PID控制 0P 比例帶 全量程 顯示程序比例帶的設定值 28I 積分時間 0-1999秒 顯示程序積分時間設定值 600D 微分時間 0-1999秒 顯示程序微分時間設定值 180在參數設定模式下,按壓復位鍵,儀表再次自檢后進入測量值顯示狀態。
(2)控制目標值(SV)的設定:在PV顯示測量值,SV顯示目標值的狀態下,按住SET鍵不放,4秒鐘后,即進入控制目標值SV的設定狀態,按住程序增加鍵,程序自動加1,直至顯示參數目標值為98.0,再次按壓SET鍵不松,5秒鐘后參數鎖存并退出參數設定。
(3)二級參數設定:在儀表一級參數設定狀態下,修改設定參數禁鎖CLK=132后,在PV顯示CLK,SV顯示132狀態下,同時按住SET鍵和程序累加鍵30秒,儀表即進入二級參數設定。在二級參數修改狀態下,每按SET鍵即變換一個二級工程參數,在參數設定模式下,不按任何鍵,30秒后,儀表自動保存參數并回到測量值顯示狀態。
儀表二級參數列示如下:
符號 名稱 設定范圍 參數設定及說明SL0 輸入分度號 0——20 13(注:PT100)SL1 小數點 SL1=1 小數點在十位SL2 第一控制方式 SL2=2 上限控制SL3 第二控制方式 SL3=1 下限控制F1 PID作用方式 F1=1 反作用F2 PID 輸出類型 F2=0 電流控制輸出F3 SV(PV2)顯示方式 F3=0 SV顯示控制目標值參數設定完成后,系統即可投入運行。系統改造后,運行穩定可靠,綜合誤差低于1.5%,完全達到使用要求。
五 結束語
經過半年多的使用,控制效果良好,完全滿足生產工藝的要求,工作溫度始終控制在98-100℃之間,蝦料出成率達到100%,按年產一萬噸蝦料計,(每噸糊料損失4500元)可為公司年節約45萬元,達到了行業先進水平。
-
儀表
+關注
關注
5文章
537瀏覽量
34158 -
穩定器
+關注
關注
0文章
56瀏覽量
13770
原文標題:儀表控制系統在飼料蝦料穩定器中的應用
文章出處:【微信號:PLC-DCS,微信公眾號:工控培訓】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
堆料機無線控制系統
堆取料機無線控制系統
DIY 相機穩定器,是省錢還是敗家?
5點新手同學常常踩到的穩定器基礎使用雷區
PLC 斷料機控制系統的設計與應用
飼料生產設備的主從式控制系統設計
數碼攝像機的影像穩定器
機械穩定器和電子穩定器哪個最好

風冷伺服穩定器的用途和應用
逆變器穩定器有用嗎,也會消耗電力






 工商網監
工商網監
評論