 晶圓修邊處理后,晶圓 TTV 變化管控
晶圓修邊處理后,晶圓 TTV 變化管控

關鍵詞:晶圓修邊;TTV 變化;工藝參數;設備改進;檢測反饋
一、引言
晶圓修邊是半導體制造過程中的重要環節,可去除晶圓邊緣的缺陷與多余材料,降低后續工藝中晶圓破裂風險。但修邊處理會使晶圓邊緣受力,內部應力重新分布,導致 TTV 發生變化,影響晶圓平整度和芯片制造精度。因此,研究晶圓修邊處理后 TTV 變化的管控方法具有重要意義。
二、TTV 變化管控方法
2.1 修邊工藝參數優化
修邊工藝參數直接影響晶圓 TTV 變化程度。刀具轉速需合理設定,過高轉速會使晶圓邊緣局部受力過大,產生較大應力,導致 TTV 增加;轉速過低則修邊效率低下。通過大量試驗,針對不同材質和規格的晶圓,確定最佳刀具轉速區間。修邊進給速度同樣關鍵,過快的進給速度易造成邊緣加工不均勻,引發應力集中;應采用分段進給的方式,在修邊初始階段降低進給速度,穩定后再適當提高,保證修邊過程平穩,減少 TTV 波動。此外,刀具與晶圓的接觸角度也需精確調整,合適的接觸角度能使修邊力均勻分布在晶圓邊緣,降低因受力不均導致的 TTV 變化 。
2.2 設備改進
對晶圓修邊設備進行優化可有效管控 TTV 變化。改進刀具結構設計,采用具有更好耐磨性和鋒利度的刀具材料,減少刀具磨損對修邊質量的影響,保證修邊過程中力的穩定性。同時,在設備上安裝高精度的壓力傳感器,實時監測修邊過程中晶圓所受壓力,一旦壓力異常,系統自動調整修邊參數,防止因壓力過大造成晶圓變形,進而影響 TTV 。此外,優化設備的振動控制系統,減少設備運行過程中的振動干擾,避免因振動導致修邊不均勻,引發 TTV 變化 。
2.3 檢測與反饋機制完善
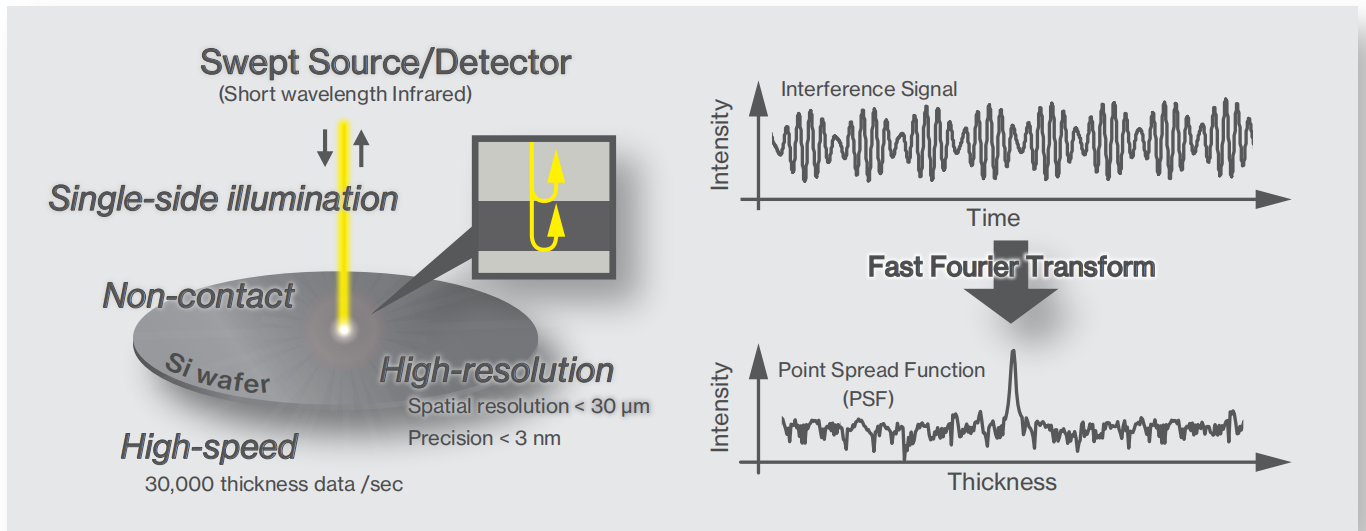
建立完善的檢測與反饋機制是管控 TTV 變化的核心。利用高精度的光學檢測設備,如非接觸式激光測厚儀,在修邊前后對晶圓 TTV 進行快速、精確測量。將測量數據實時傳輸至控制系統,通過數據分析算法,及時發現 TTV 變化趨勢。若檢測到 TTV 變化超出允許范圍,系統自動追溯修邊工藝參數和設備運行狀態,調整刀具轉速、進給速度等參數,實現對 TTV 變化的動態管控 。同時,定期對檢測數據進行統計分析,總結 TTV 變化規律,為工藝參數優化和設備改進提供數據支持 。
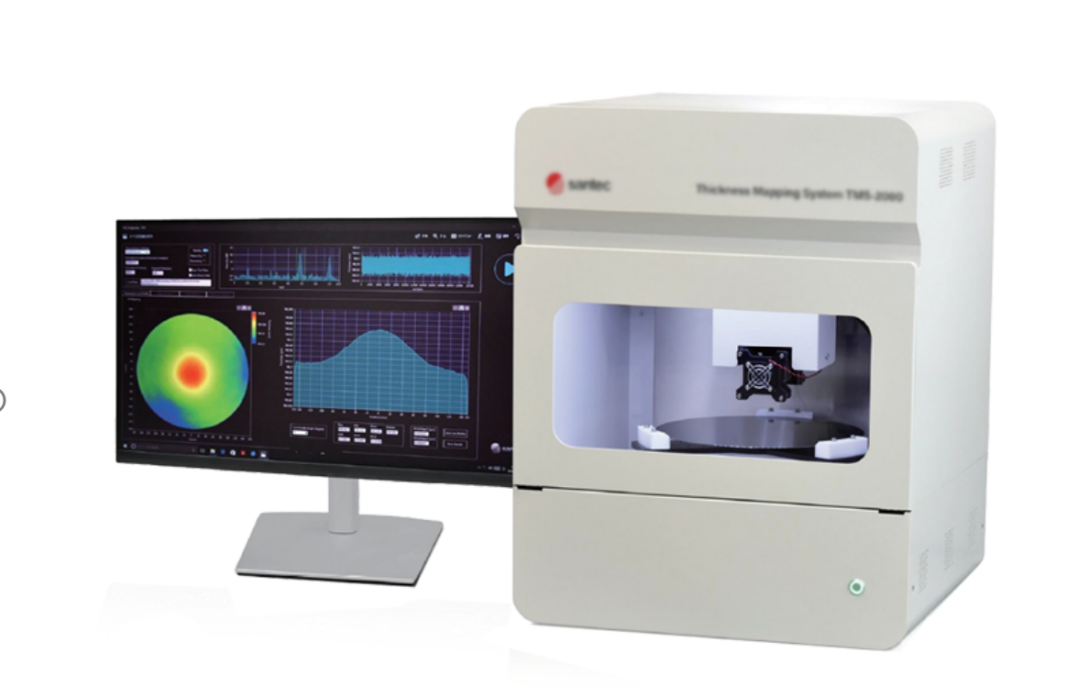
高通量晶圓測厚系統運用第三代掃頻OCT技術,精準攻克晶圓/晶片厚度TTV重復精度不穩定難題,重復精度達3nm以下。針對行業厚度測量結果不一致的痛點,經不同時段測量驗證,保障再現精度可靠。
我們的數據和WAFERSIGHT2的數據測量對比,進一步驗證了真值的再現性:
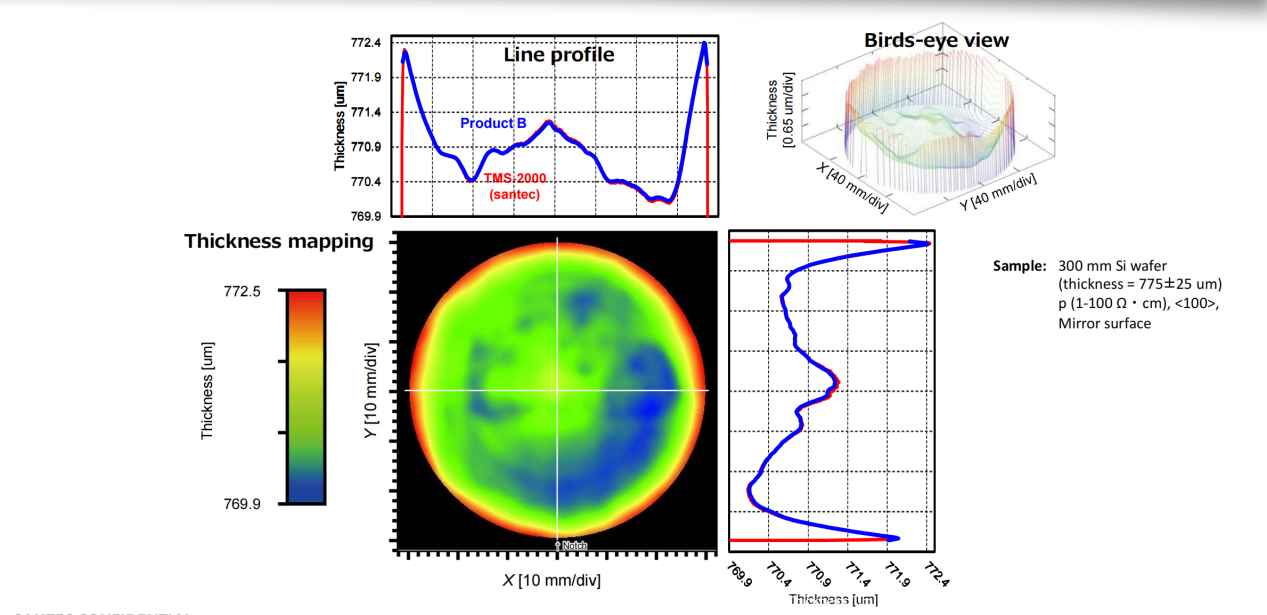
(以上為新啟航實測樣品數據結果)
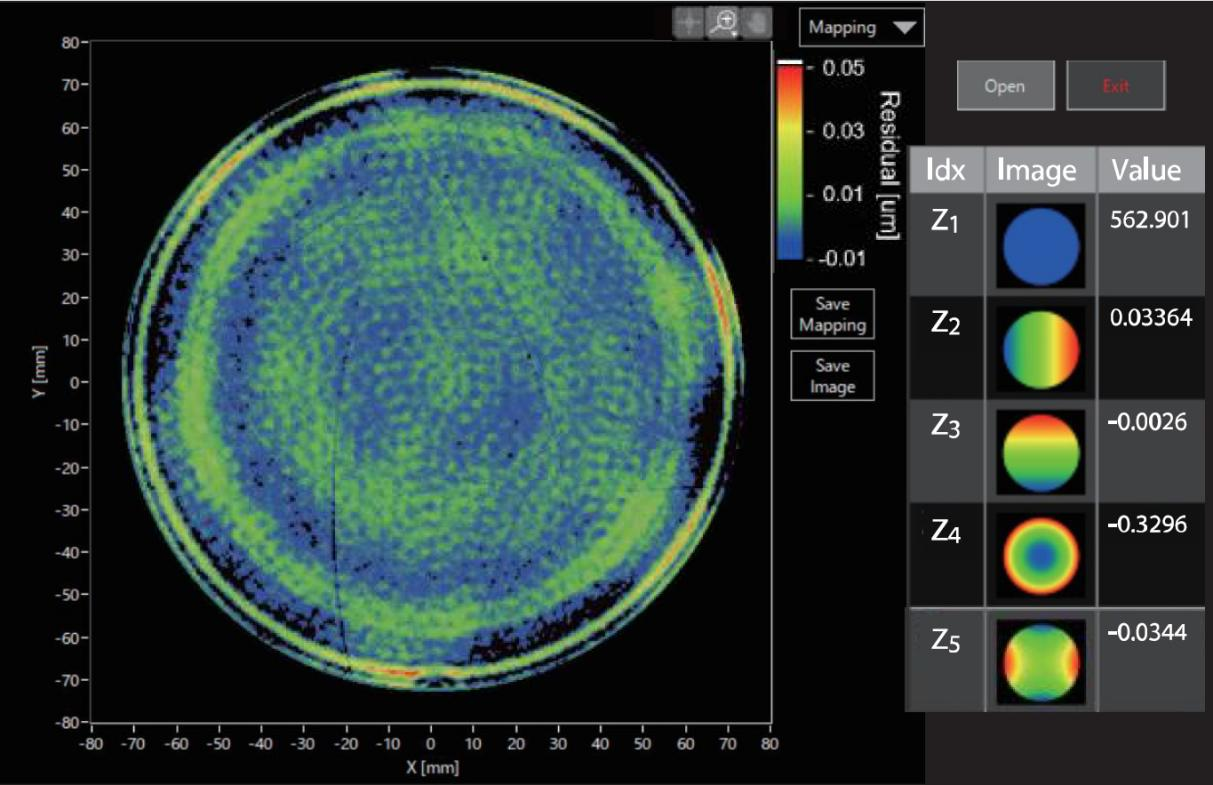
該系統基于第三代可調諧掃頻激光技術,相較傳統雙探頭對射掃描,可一次完成所有平面度及厚度參數測量。其創新掃描原理極大提升材料兼容性,從輕摻到重摻P型硅,到碳化硅、藍寶石、玻璃等多種晶圓材料均適用:
對重摻型硅,可精準探測強吸收晶圓前后表面;
點掃描第三代掃頻激光技術,有效抵御光譜串擾,勝任粗糙晶圓表面測量;
通過偏振效應補償,增強低反射碳化硅、鈮酸鋰晶圓測量信噪比;
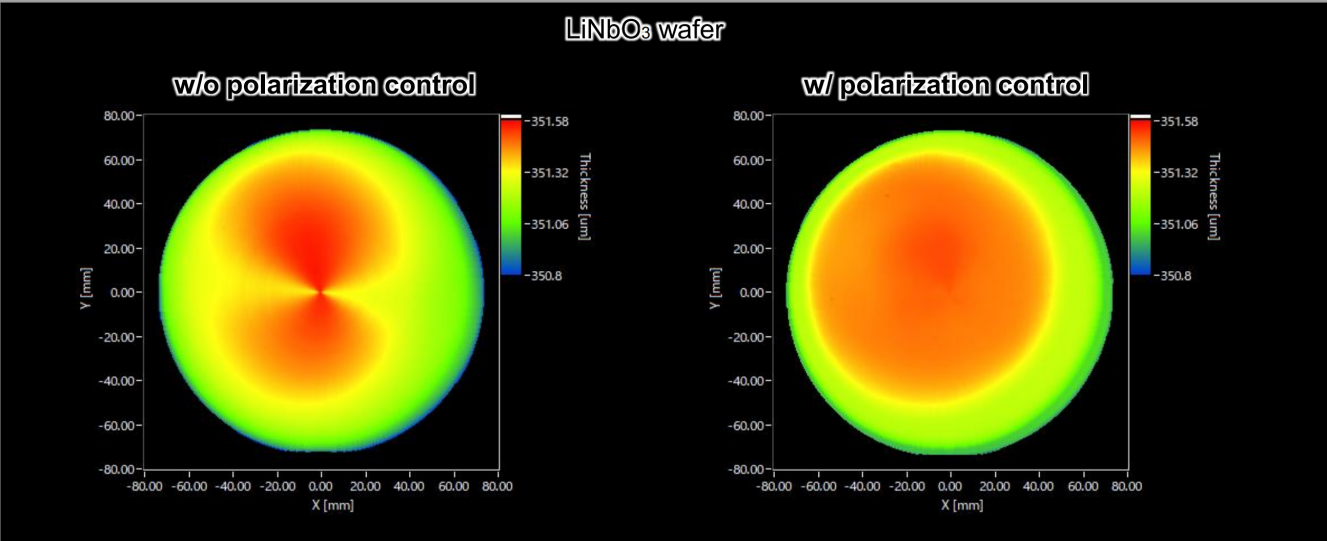
(以上為新啟航實測樣品數據結果)
支持絕緣體上硅和MEMS多層結構測量,覆蓋μm級到數百μm級厚度范圍,還可測量薄至4μm、精度達1nm的薄膜。
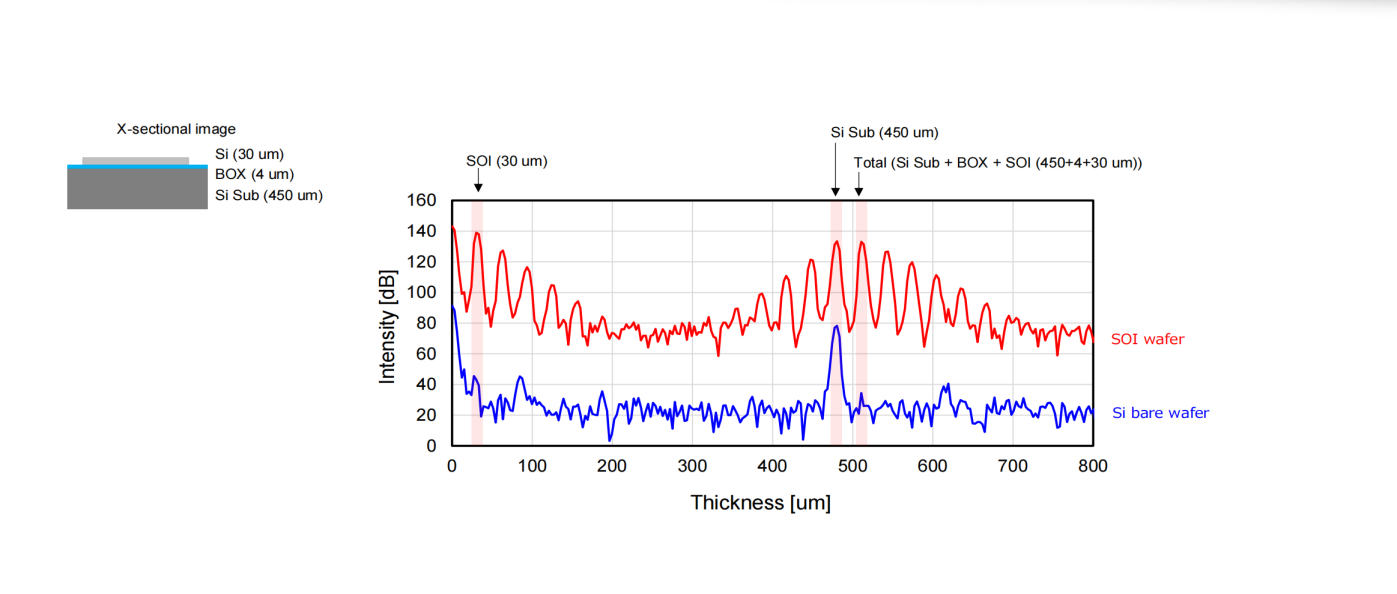
(以上為新啟航實測樣品數據結果)
此外,可調諧掃頻激光具備出色的“溫漂”處理能力,在極端環境中抗干擾性強,顯著提升重復測量穩定性。
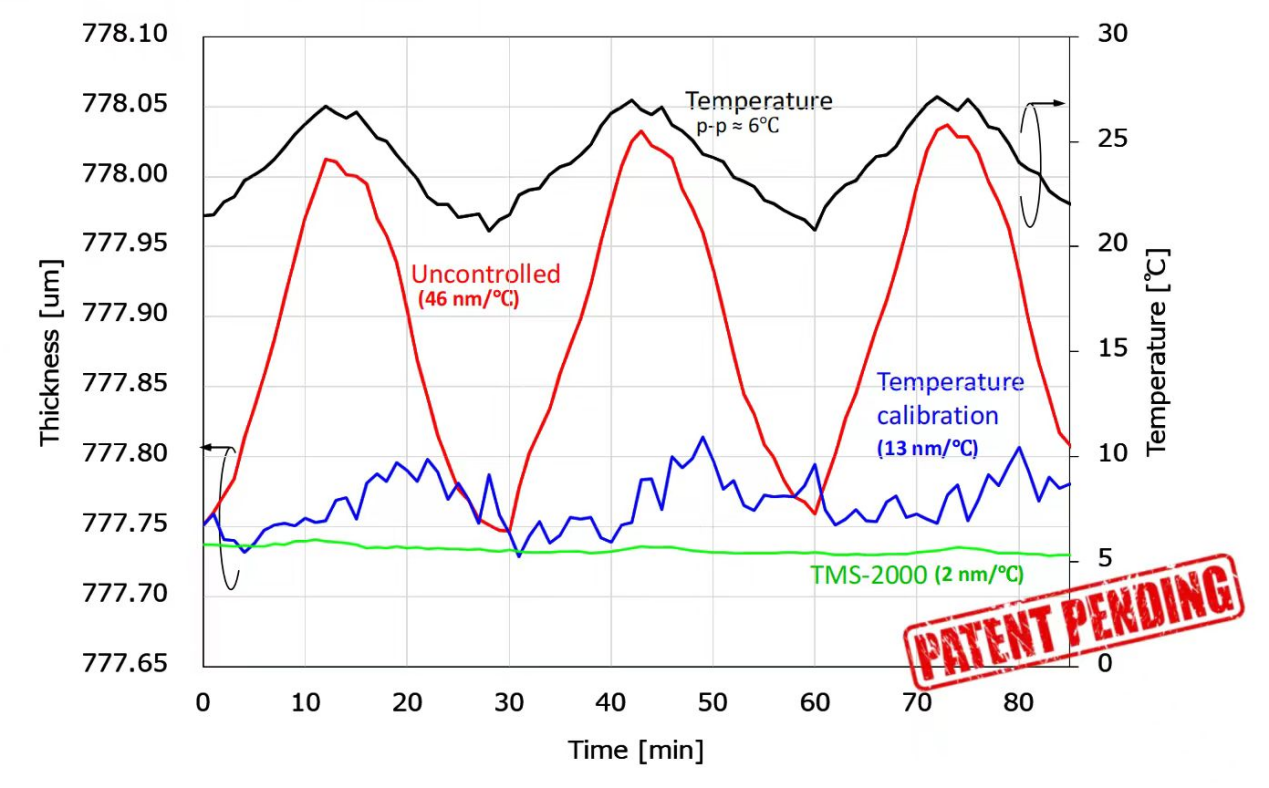
(以上為新啟航實測樣品數據結果)
系統采用第三代高速掃頻可調諧激光器,擺脫傳統SLD光源對“主動式減震平臺”的依賴,憑借卓越抗干擾性實現小型化設計,還能與EFEM系統集成,滿足產線自動化測量需求。運動控制靈活,適配2-12英寸方片和圓片測量。
審核編輯 黃宇
-
晶圓
+關注
關注
53文章
5165瀏覽量
129829
發布評論請先 登錄
超薄晶圓淺切多道切割中 TTV 均勻性控制技術探討

基于淺切多道的晶圓切割 TTV 均勻性控制與應力釋放技術
淺切多道切割工藝對晶圓 TTV 厚度均勻性的提升機制與參數優化
優化濕法腐蝕后晶圓 TTV 管控

降低晶圓 TTV 的磨片加工方法
碳化硅襯底修邊處理后,碳化硅襯底TTV變化管控
晶圓的TTV,BOW,WARP,TIR是什么?
改善晶圓出刀TTV異常的加工方法有哪些?
降低晶圓TTV的磨片加工有哪些方法?





 工商網監
工商網監
評論