") 激光振鏡運(yùn)動(dòng)控制器在玻璃激光鉆孔上的應(yīng)用
激光振鏡運(yùn)動(dòng)控制器在玻璃激光鉆孔上的應(yīng)用

市場(chǎng)應(yīng)用背景
玻璃加工中,打孔效率直接關(guān)乎企業(yè)的生產(chǎn)周期與經(jīng)濟(jì)效益。面對(duì)消費(fèi)電子、建筑幕墻及新能源等行業(yè)對(duì)玻璃需求的快速增長(zhǎng),傳統(tǒng)加工方式效率不足的問(wèn)題凸顯并推動(dòng)行業(yè)尋找更高效的精密加工方案。激光鉆孔技術(shù)憑借其優(yōu)勢(shì),已在手機(jī)蓋板、車載顯示、光伏玻璃等應(yīng)用領(lǐng)域?qū)崿F(xiàn)規(guī)模生產(chǎn),并逐漸取代傳統(tǒng)工藝成為高精度玻璃加工的主流選擇。
激光鉆孔原理
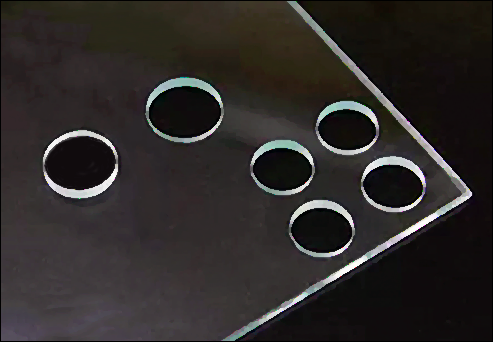
聚焦高能脈沖激光逐點(diǎn)蝕除玻璃材料,通過(guò)振鏡系統(tǒng)精準(zhǔn)控制焦點(diǎn)路徑。采用自下而上的螺旋式掃描策略,實(shí)現(xiàn)精準(zhǔn)穿透控制。其核心優(yōu)勢(shì)如下:
● 最大孔徑能力:60mm。
● 崩邊控制:≤250μm(肉眼不可見級(jí))。
● 場(chǎng)景覆蓋:微孔陣列、錐度孔、玻璃管鉆孔等全場(chǎng)景適配。
傳統(tǒng)水刀工藝的局限性
傳統(tǒng)高壓水射流玻璃切割工藝面臨多重效率瓶頸:
● 加工速度慢:依賴高壓水混合磨料機(jī)械侵蝕的漸進(jìn)式切削限制了加工速率。
● 輔助時(shí)間長(zhǎng):噴頭動(dòng)態(tài)響應(yīng)遲緩,在多孔加工中輔助時(shí)間占比高達(dá)40%。
● 微加工精度低:最小孔徑通常≥0.8mm,難以滿足電子器件等精細(xì)加工要求。
● 工序繁瑣:壓力調(diào)節(jié)、磨料更換等輔助操作進(jìn)一步降低了整體效率。
激光切割方案的核心優(yōu)勢(shì)
● 極致效率:微秒級(jí)光能汽化材料,非接觸加工消除機(jī)械慣性限制,理論加工速度可達(dá)水刀切割的10-100倍。
● 卓越精度與靈活性:振鏡系統(tǒng)實(shí)現(xiàn)納秒級(jí)定位跳轉(zhuǎn),數(shù)字化控制實(shí)現(xiàn)“零”輔助時(shí)間,同一平臺(tái)無(wú)縫集成打標(biāo)、鉆孔、切割等多功能。
● 廣泛應(yīng)用價(jià)值:
(1)建筑玻璃:安裝孔加工效率提升4-6倍。
(2)電子玻璃:精密切割0.1mm級(jí)微孔陣列。
(3)異形加工:復(fù)雜圖案一次成型,無(wú)需換型,大幅縮短交貨周期。
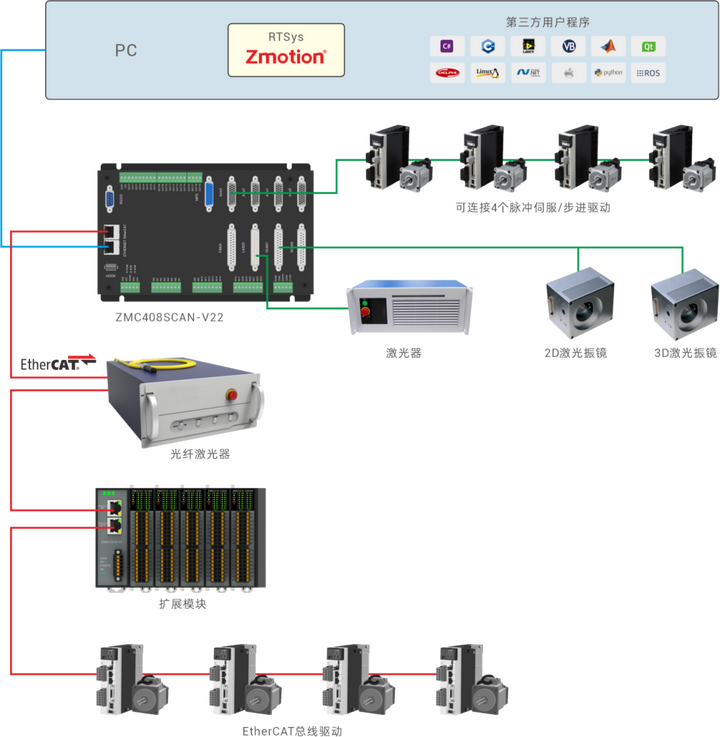
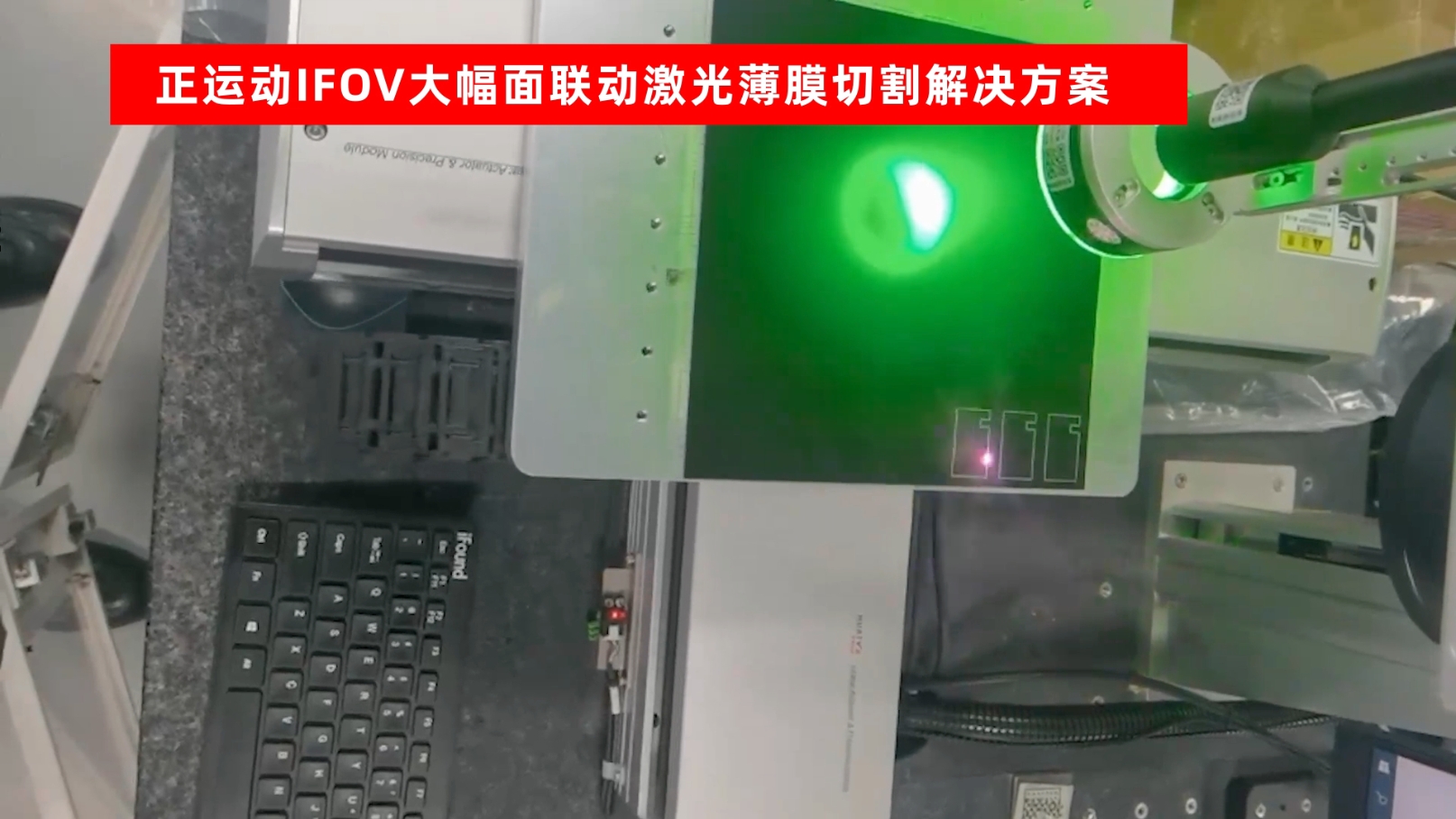
01 激光振鏡運(yùn)動(dòng)控制器在玻璃激光鉆孔應(yīng)用解決方案
玻璃激光鉆孔應(yīng)用視頻可點(diǎn)擊→“激光振鏡運(yùn)動(dòng)控制器在玻璃激光鉆孔應(yīng)用”查看。
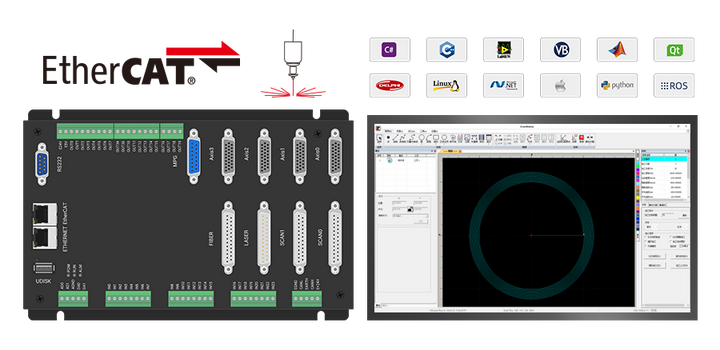
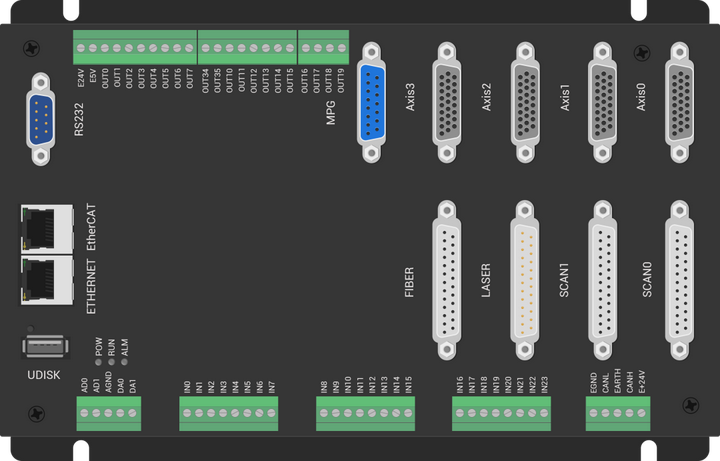
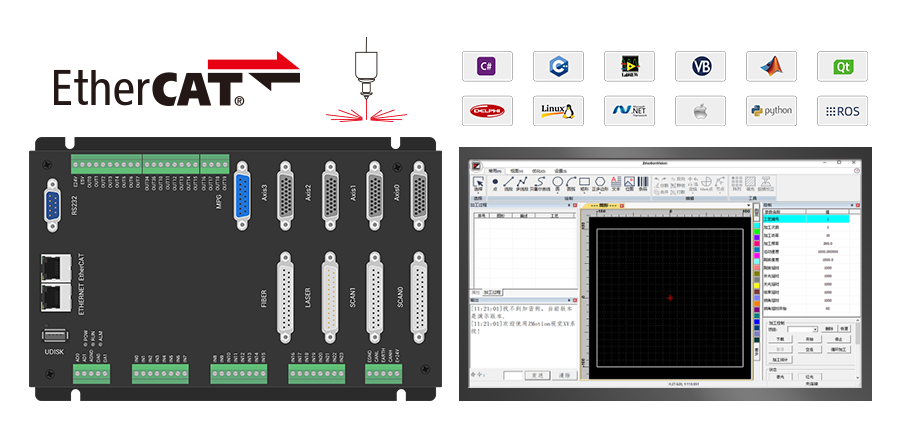
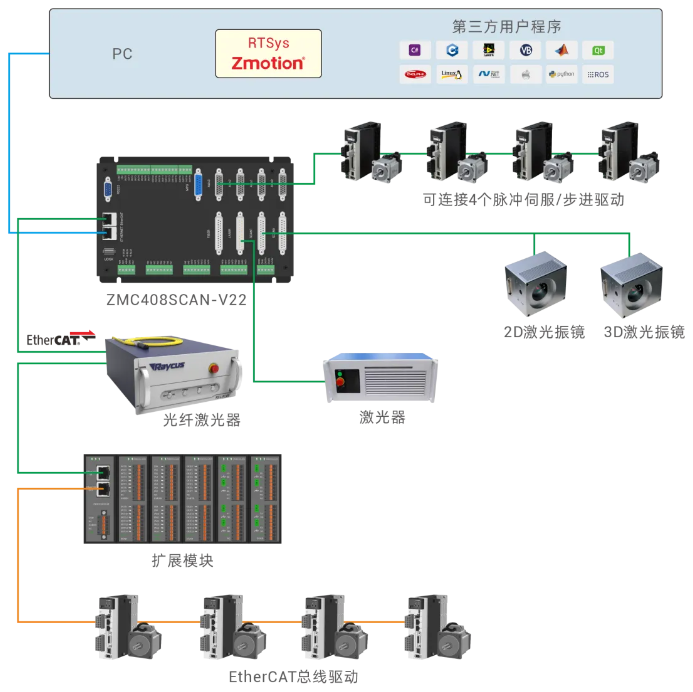
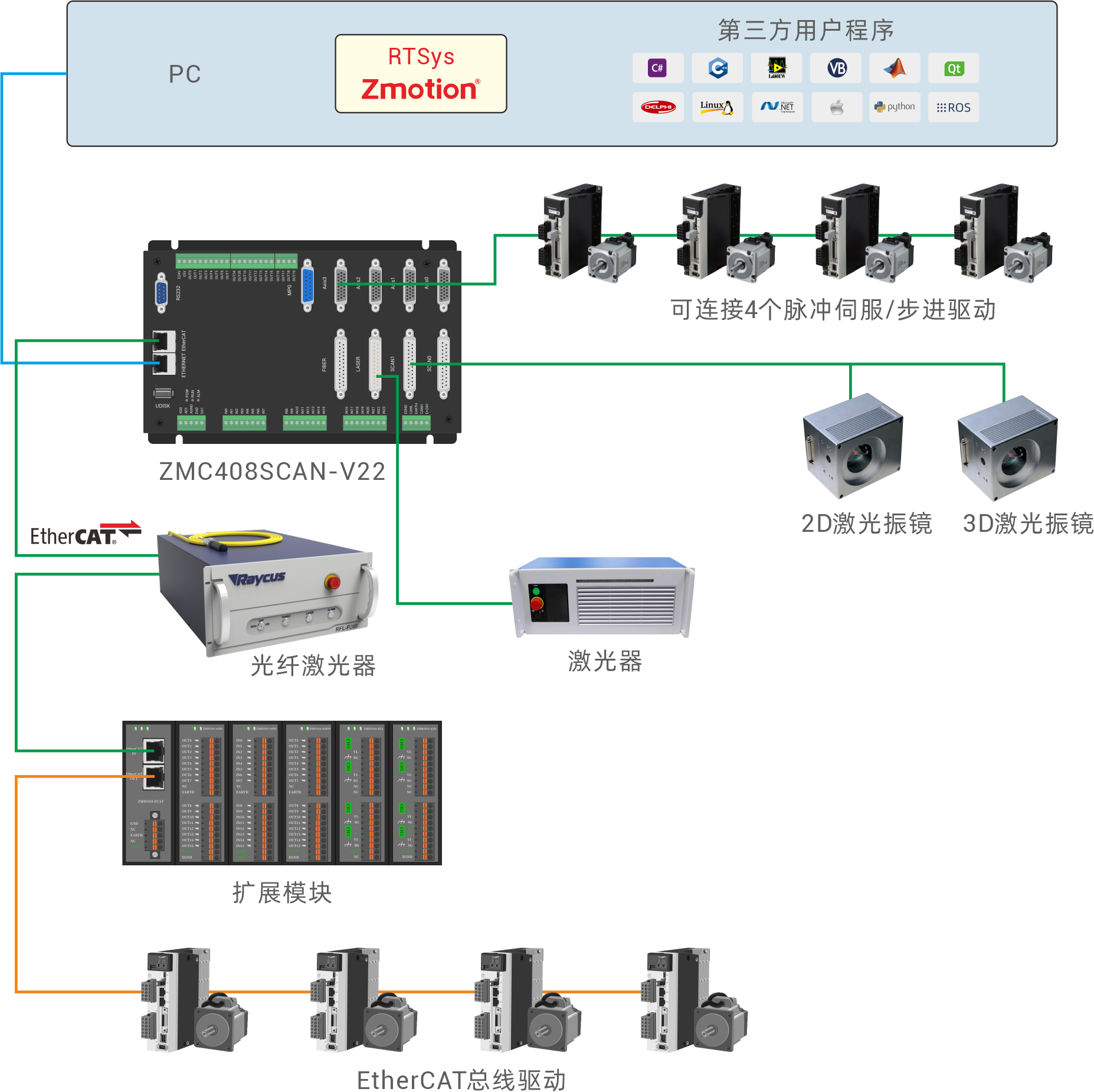
正運(yùn)動(dòng)技術(shù)玻璃激光鉆孔應(yīng)用硬件方案

24DI:接原點(diǎn)、限位等光電開關(guān);
20DO:相機(jī)飛拍接口、繼電器輸出;
4路脈沖輸出:接步進(jìn)/伺服驅(qū)動(dòng)器;
2路掃描振鏡接口:接XY2-100協(xié)議掃描振鏡;
Fiber激光器接口:可接光纖、CO2、YAG激光器;
Laser激光器接口:支持IPG-YLR以及24V控制信號(hào)激光器;
EtherCAT接口:接EtherCAT總線驅(qū)動(dòng)器與IO模塊;
ETHERNET接口:百兆網(wǎng)口,用于PC電腦連接。
正運(yùn)動(dòng)技術(shù)玻璃激光鉆孔應(yīng)用演示案例
采用正運(yùn)動(dòng)技術(shù)ZLaserMarking激光切割系統(tǒng),用戶可調(diào)整激光功率、掃描速度、線間距等關(guān)鍵參數(shù),以及連續(xù)軌跡加工控制,精準(zhǔn)控制激光束沿著預(yù)設(shè)的加工軌跡移動(dòng),對(duì)指定玻璃加工區(qū)域進(jìn)行鉆孔。
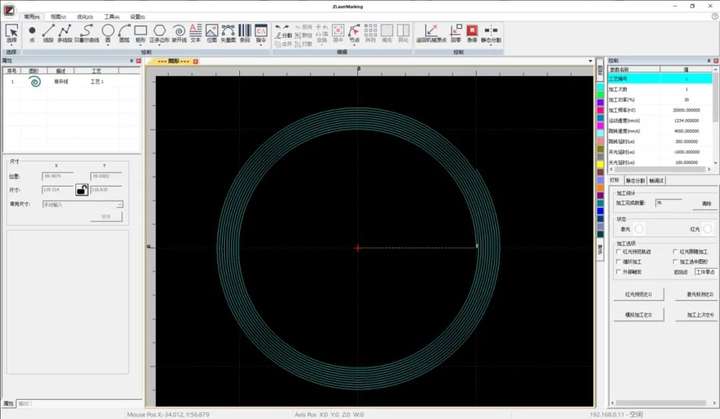
ZLaserMarking激光切割系統(tǒng)核心功能
高精度的振鏡校正:提供高精度視覺校正接口,與振鏡坐標(biāo)系矩陣變換實(shí)現(xiàn)多振鏡組高精度拼接。
智能排版功能:自動(dòng)計(jì)算最短的切割路徑,減少不必要的移動(dòng),實(shí)現(xiàn)設(shè)備工作效率最大化。支持主流的設(shè)計(jì)文件格式(如DXF、AI、SVG等)。
高精度控制:支持高精度視覺多點(diǎn)振鏡校正,伺服軸反向間距、螺距補(bǔ)償、二維補(bǔ)償?shù)榷喾N平臺(tái)校正。
圖形編輯功能:支持矢量化、圖片、文本、條碼處理、圖形編輯?,提供豐富的功能,支持多種文件格式的導(dǎo)入和處理。
豐富的工藝:支持單向、雙向、環(huán)形、放射等多種軌跡填充方式,正弦、螺旋、8字形等異化曲線工藝。
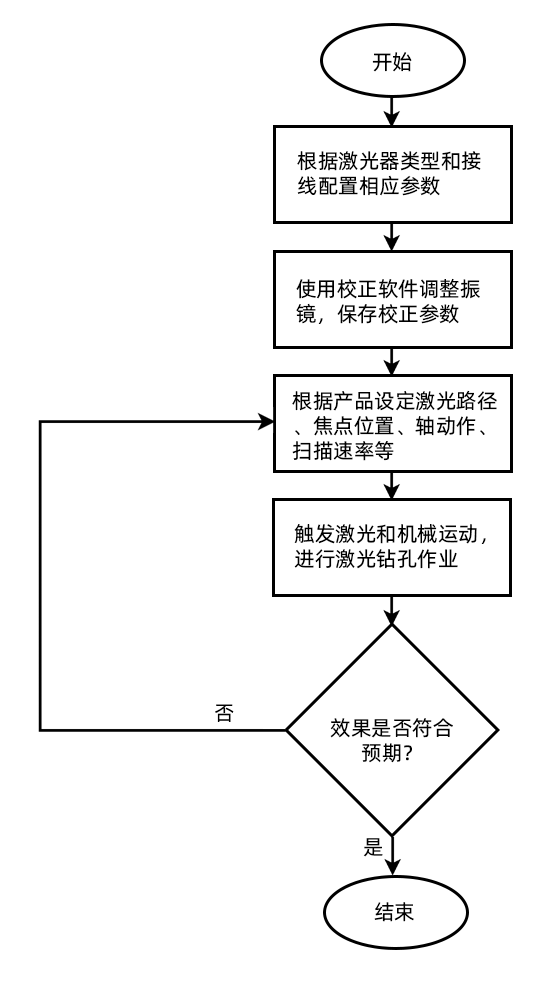
薄膜激光切割操作流程
玻璃加工中粉塵碎渣的控制策略
在激光切割玻璃過(guò)程中,微裂紋的生成會(huì)伴隨產(chǎn)生細(xì)小粉塵與碎渣。這些碎屑易堆積于切割縫隙,阻礙能量傳導(dǎo)與散熱,進(jìn)而引發(fā)玻璃碎裂或爆裂。為減少碎屑積累,需協(xié)同優(yōu)化以下關(guān)鍵要素:
01 切割方向控制:重力與負(fù)壓協(xié)同排屑
利用玻璃對(duì)激光的高透過(guò)率,將聚焦點(diǎn)定位在玻璃下表面,采用自下而上的分層切割方式。同時(shí),在切割位置下方配置抽風(fēng)裝置,通過(guò)重力與負(fù)壓的協(xié)同作用,將碎渣與粉塵定向?qū)щx切割區(qū),避免切割工藝中的干擾,保障加工穩(wěn)定性。如下圖所示。
02 切割軌跡設(shè)計(jì):構(gòu)建高效排屑通道
單一自下而上切割仍不足以完全清除碎屑。由于激光單線切割縫寬通常<100μm,需通過(guò)多線切割擴(kuò)縫形成排屑通道。關(guān)鍵控制參數(shù)包括:
● 動(dòng)態(tài)線距調(diào)節(jié):根據(jù)激光功率、玻璃厚度實(shí)時(shí)優(yōu)化線圈間距;
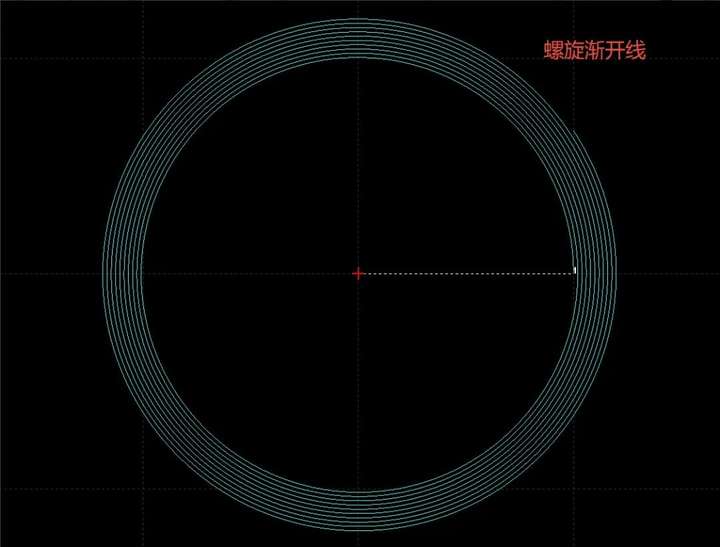
● 軌跡優(yōu)化:采用平行線或螺旋漸開線路徑,確保切割連續(xù)性;
● 激光走向策略:由內(nèi)向外/由外向內(nèi)的軌跡走向配合多線間距調(diào)控,可減少邊緣崩邊尺寸,提升斷面質(zhì)量。
03 加工參數(shù)動(dòng)態(tài)調(diào)控
影響切割效果的核心參數(shù)包括:標(biāo)刻速度、開/關(guān)光延時(shí)、拐點(diǎn)延時(shí)、激光頻率、激光脈寬、激光能量占空比、螺旋線半徑、螺旋線間距、深雕層高等。
參數(shù)優(yōu)化要點(diǎn):
● 標(biāo)刻速度:直接影響切割效率。速度過(guò)快導(dǎo)致切割深度不足、熱量?jī)?nèi)部堆積,引發(fā)爆裂;速度過(guò)慢則使過(guò)量熱能在碎屑排出前將其重熔,同樣易導(dǎo)致爆裂。
● 其他參數(shù):需根據(jù)具體玻璃材料特性、激光器類型及功率進(jìn)行精細(xì)化調(diào)整,確保形成有效切割的同時(shí),熱量輸入與碎屑排出達(dá)到動(dòng)態(tài)平衡。
方案應(yīng)用優(yōu)勢(shì)

控制集成,穩(wěn)定可靠:單張板卡集成振鏡與伺服控制,確保多軸協(xié)同的實(shí)時(shí)性與系統(tǒng)穩(wěn)定性。
接口豐富,降低成本:集成EtherCAT總線、脈沖、模擬量、高速IO等主流接口,簡(jiǎn)化硬件架構(gòu),有效降低設(shè)備控制成本。
高效鉆孔,靈活聯(lián)動(dòng):支持2.5D振鏡控制,掃描振鏡XYZ聯(lián)動(dòng)加工,顯著提升鉆孔效率與精度。
多軸精密插補(bǔ):支持伺服軸與掃描振鏡的復(fù)雜軌跡協(xié)同(直線、螺旋線、漸開線等),滿足高精度、復(fù)雜路徑加工需求。
靈活二次開發(fā):板卡支持二次開發(fā),提供C++、C#等多種開發(fā)方式的專用激光函數(shù)庫(kù)及應(yīng)用案例。
脫機(jī)運(yùn)行,穩(wěn)定保障:支持脫機(jī)控制運(yùn)行,可加載多個(gè)脫機(jī)程序,通過(guò)IO或API函數(shù)靈活觸發(fā),確保系統(tǒng)加工過(guò)程穩(wěn)定可靠。
02 開放式激光振鏡運(yùn)動(dòng)控制器簡(jiǎn)介
獨(dú)立式激光振鏡運(yùn)動(dòng)控制器ZMC408SCAN-V22,集成激光控制、振鏡控制和總線軸/脈沖軸控制,助您實(shí)現(xiàn)高效精確的EtherCAT總線運(yùn)動(dòng)控制+激光振鏡解決方案。
▌ 16軸運(yùn)動(dòng)控制,支持點(diǎn)到點(diǎn)到多軸同步控制;
▌ 2路帶反饋激光振鏡接口、1路LASER和1路FIBER激光電源專用接口;
▌ 支持一維/二維/三維PSO功能,可做視覺飛拍、精密點(diǎn)膠和激光能量控制;
▌ 激光振鏡控制與運(yùn)動(dòng)控制相互融合,可靈活構(gòu)建多軸聯(lián)動(dòng)等方式的激光加工系統(tǒng);
▌ 多維位置同步輸出PSO,板載24路通用輸入和20路通用輸出,其中4路高速色標(biāo)鎖存,4路PSO和8路PWM輸出。
為了幫助您更好地、更快速的開發(fā)和應(yīng)用玻璃激光鉆孔解決方案,我們準(zhǔn)備了詳細(xì)的說(shuō)明文檔。進(jìn)一步了解其使用方法、參數(shù)配置及實(shí)際應(yīng)用案例,聯(lián)系電話400-089-8936。
審核編輯 黃宇
-
運(yùn)動(dòng)控制器
+關(guān)注
關(guān)注
2文章
450瀏覽量
25294 -
運(yùn)動(dòng)控制
+關(guān)注
關(guān)注
4文章
721瀏覽量
33562 -
激光振鏡
+關(guān)注
關(guān)注
1文章
23瀏覽量
3494
發(fā)布評(píng)論請(qǐng)先 登錄

激光振鏡運(yùn)動(dòng)控制器在玻璃激光鉆孔上的應(yīng)用#正運(yùn)動(dòng)技術(shù) #運(yùn)動(dòng)控制器 #激光振鏡 #EtherCAT #正運(yùn)動(dòng)
激光振鏡運(yùn)動(dòng)控制器在大幅面激光薄膜切割的應(yīng)用 #正運(yùn)動(dòng)技術(shù) #運(yùn)動(dòng)控制器 #運(yùn)動(dòng)控制 #E

激光振鏡運(yùn)動(dòng)控制器在機(jī)械臂激光振鏡飛行焊接應(yīng)用 #正運(yùn)動(dòng)技術(shù) #運(yùn)動(dòng)控制器 #激光振鏡 #運(yùn)動(dòng)控制系統(tǒng)方案
激光焊接中振鏡的擺動(dòng)原理

激光振鏡運(yùn)動(dòng)控制器在智能鏡激光打砂機(jī)應(yīng)用

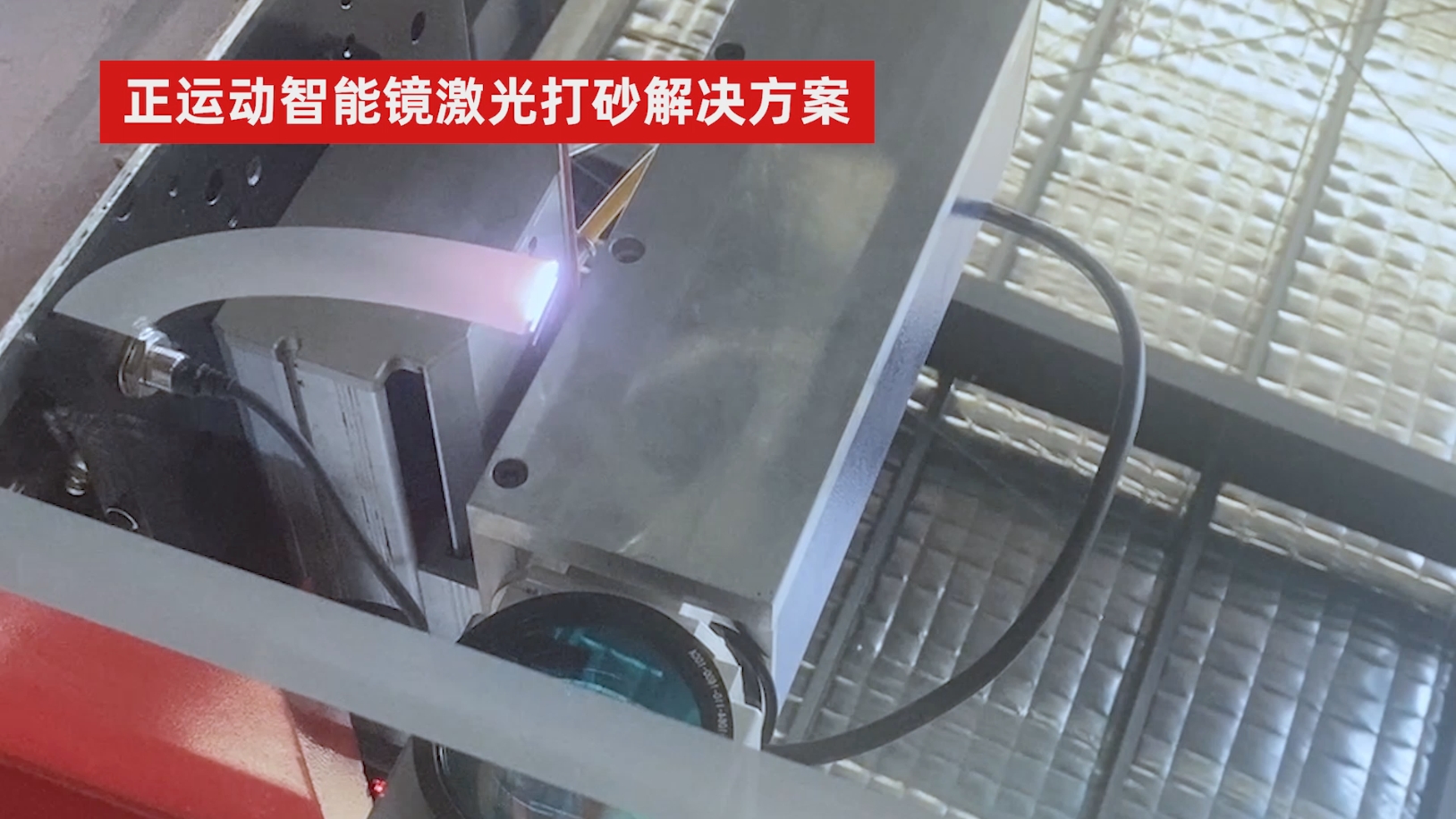
激光振鏡運(yùn)動(dòng)控制器在智能鏡激光打砂機(jī)應(yīng)用 #正運(yùn)動(dòng)技術(shù) #運(yùn)動(dòng)控制器 #激光振鏡 #運(yùn)動(dòng)控制系統(tǒng)
喜訊!正運(yùn)動(dòng)榮獲激光星銳獎(jiǎng)“最佳激光設(shè)備配套產(chǎn)品技術(shù)創(chuàng)新獎(jiǎng)”


開放式激光振鏡運(yùn)動(dòng)控制器在Ubuntu+Qt下CAD圖形標(biāo)刻 #正運(yùn)動(dòng)技術(shù) #激光振鏡 #運(yùn)動(dòng)控制器

開放式激光振鏡運(yùn)動(dòng)控制器在Ubuntu+Qt下的文本標(biāo)刻 #正運(yùn)動(dòng)技術(shù) #激光振鏡 #運(yùn)動(dòng)控制器 #正運(yùn)動(dòng)
激光鉆孔技術(shù)在PCB行業(yè)的應(yīng)用

開放式激光振鏡運(yùn)動(dòng)控制器在Ubuntu+Qt下自定義圖形標(biāo)刻
開放式激光振鏡運(yùn)動(dòng)控制器在Ubuntu+Qt下CAD圖形標(biāo)刻





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論