 晶圓切割中深度補償 - 切削熱耦合效應對 TTV 均勻性的影響及抑制
晶圓切割中深度補償 - 切削熱耦合效應對 TTV 均勻性的影響及抑制

一、引言
在晶圓制造流程中,晶圓總厚度變化(TTV)均勻性是衡量晶圓質量的核心指標,直接關系到芯片制造的良品率與性能表現 。切割深度補償技術能夠動態調整切割深度,降低因切削力波動等因素導致的厚度偏差;而切削熱作為切割過程中的必然產物,會顯著影響晶圓材料特性與切割狀態 。深度補償與切削熱之間存在復雜的耦合效應,這種效應會對 TTV 均勻性產生重要影響,深入研究其作用機制并探尋有效的抑制方法,對提升晶圓加工精度具有關鍵意義。
二、深度補償 - 切削熱耦合效應對 TTV 均勻性的影響
2.1 切削熱干擾深度補償效果
切削熱會導致刀具與工件發生熱變形,改變刀具與晶圓的實際接觸狀態 。深度補償系統依據初始設定和常規監測數據進行調整,但切削熱引起的刀具熱膨脹可能使實際切割深度大于補償預期,導致晶圓局部過度切割;同時,晶圓受熱變軟,材料去除率增加,使得深度補償難以精準匹配實際切割需求,破壞 TTV 均勻性 。
2.2 深度補償加劇切削熱累積
頻繁的深度補償操作會改變刀具切削軌跡和切削力分布,導致切削區域材料變形加劇,產生更多切削熱 。例如,深度補償過程中刀具切入角度和切削面積的變化,會使切削摩擦增大,進一步提升切削熱的產生量 。過多的切削熱積累又會反過來影響晶圓和刀具的性能,形成惡性循環,加劇 TTV 的不均勻性 。
2.3 耦合效應導致應力復雜分布
深度補償與切削熱的耦合作用會使晶圓內部產生復雜的應力場 。切削熱引發晶圓熱應力,深度補償帶來的切削力變化又會產生機械應力,兩種應力相互疊加 。在應力集中區域,晶圓容易發生塑性變形,導致厚度偏差,從而嚴重影響 TTV 均勻性 。
三、深度補償 - 切削熱耦合效應的抑制策略
3.1 優化深度補償控制策略
改進深度補償算法,將切削熱因素納入補償模型 。通過實時監測切削溫度,結合熱變形預測模型,動態調整深度補償參數 。例如,當檢測到切削熱升高時,適當降低深度補償的幅度,避免因刀具和晶圓熱變形導致過度補償 。
3.2 強化切削熱管理
采用高效的冷卻潤滑技術,如低溫冷風冷卻、微量潤滑等,降低切削熱的產生和累積 。合理設計刀具結構,提高刀具的散熱性能,減少刀具熱變形 。同時,優化切割工藝參數,在保證切割效率的前提下,降低切削熱的生成,削弱其與深度補償的耦合作用 。
3.3 引入應力調控技術
在切割過程中引入應力調控手段,如激光沖擊強化、超聲振動等技術 。通過這些技術改善晶圓內部應力分布,抵消深度補償 - 切削熱耦合產生的不利應力 。例如,超聲振動可使切削力均勻化,減少應力集中,從而提升 TTV 均勻性 。
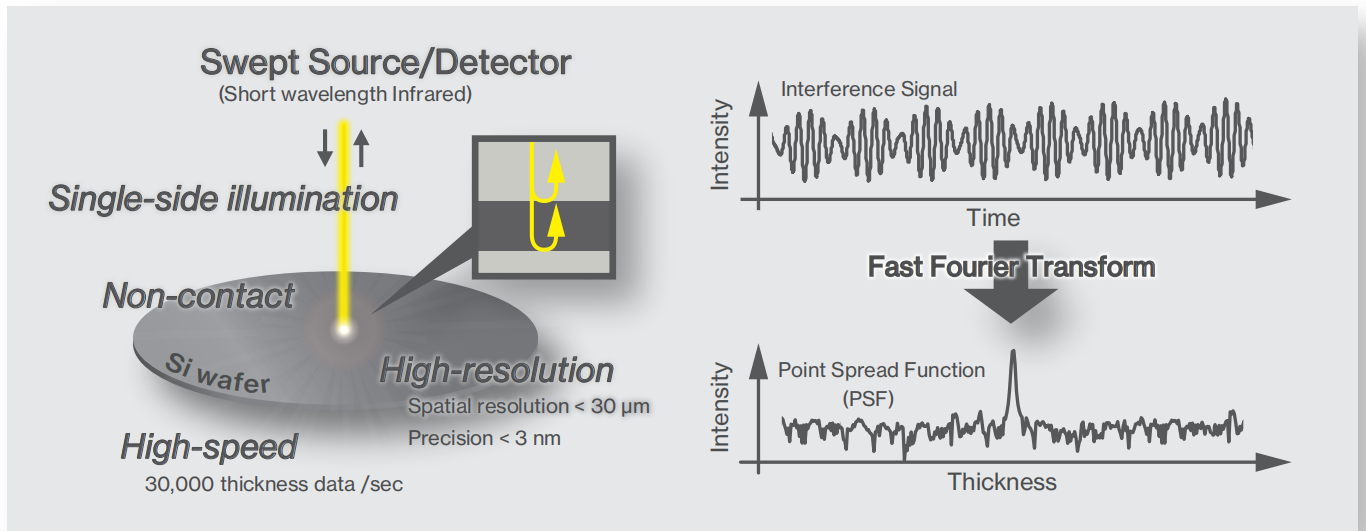
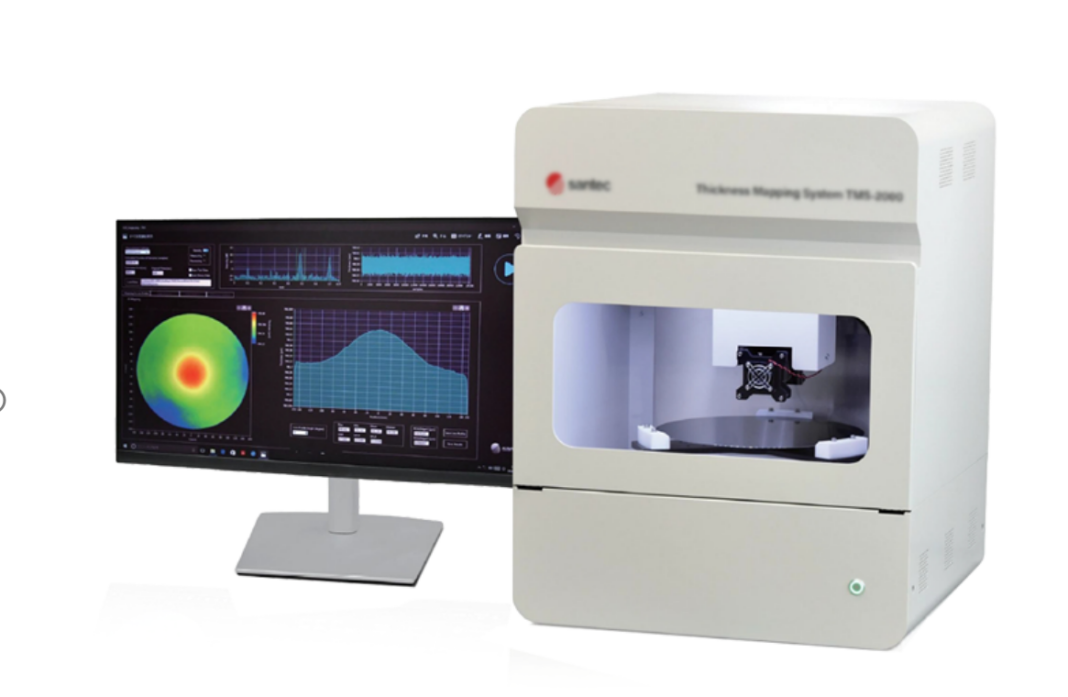
高通量晶圓測厚系統運用第三代掃頻OCT技術,精準攻克晶圓/晶片厚度TTV重復精度不穩定難題,重復精度達3nm以下。針對行業厚度測量結果不一致的痛點,經不同時段測量驗證,保障再現精度可靠。?
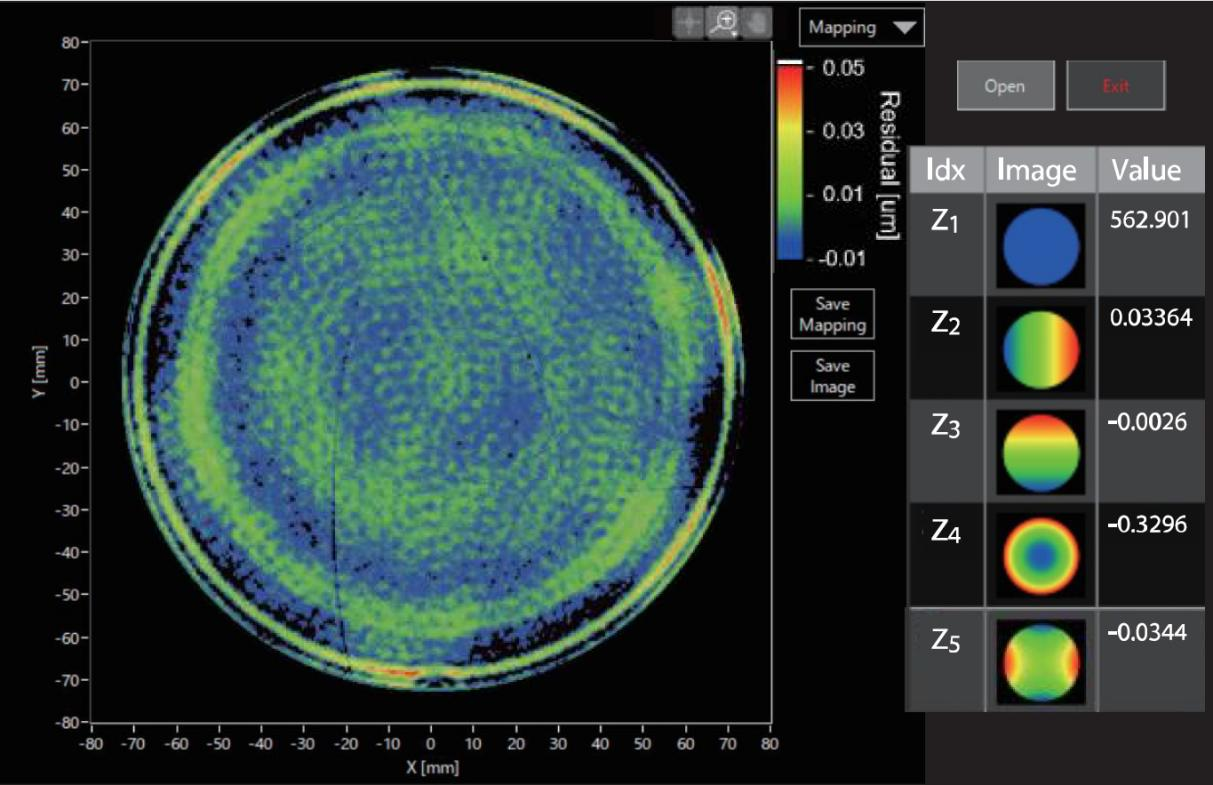
我們的數據和WAFERSIGHT2的數據測量對比,進一步驗證了真值的再現性:
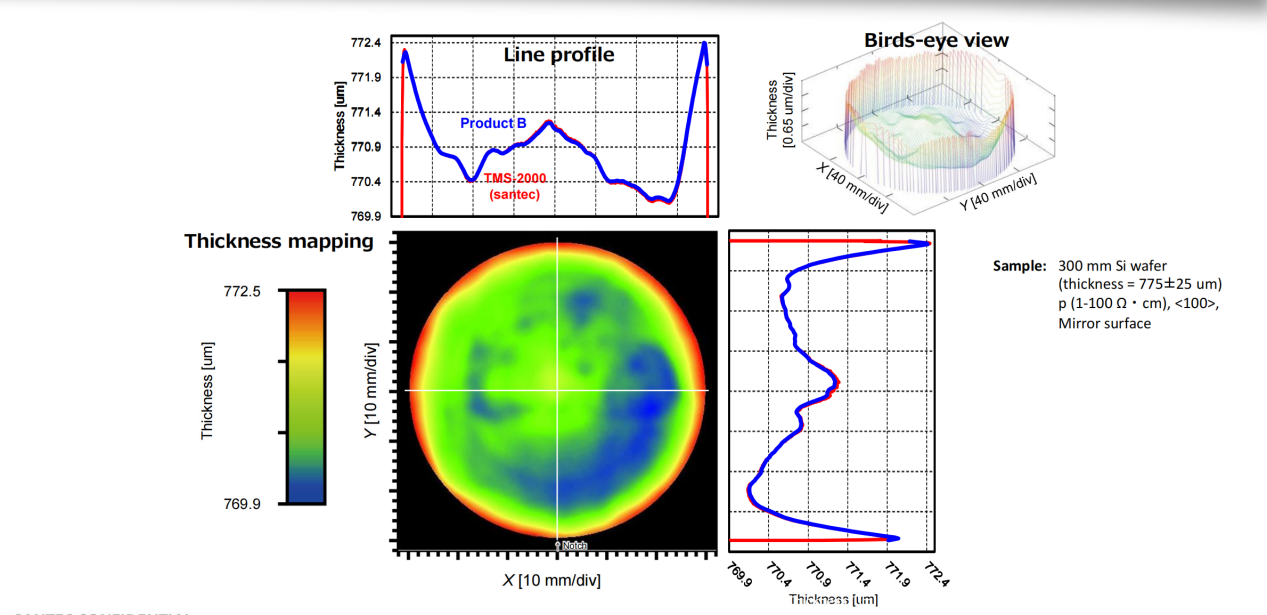
(以上為新啟航實測樣品數據結果)
該系統基于第三代可調諧掃頻激光技術,相較傳統雙探頭對射掃描,可一次完成所有平面度及厚度參數測量。其創新掃描原理極大提升材料兼容性,從輕摻到重摻P型硅,到碳化硅、藍寶石、玻璃等多種晶圓材料均適用:?
對重摻型硅,可精準探測強吸收晶圓前后表面;?
點掃描第三代掃頻激光技術,有效抵御光譜串擾,勝任粗糙晶圓表面測量;?
通過偏振效應補償,增強低反射碳化硅、鈮酸鋰晶圓測量信噪比;
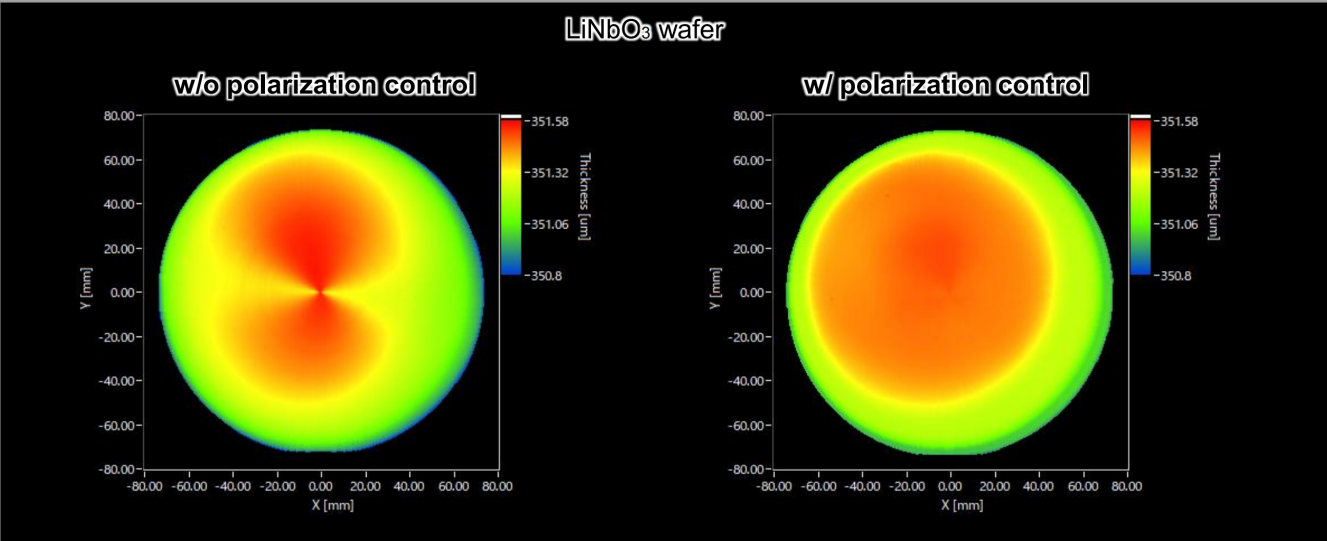
(以上為新啟航實測樣品數據結果)
支持絕緣體上硅和MEMS多層結構測量,覆蓋μm級到數百μm級厚度范圍,還可測量薄至4μm、精度達1nm的薄膜。
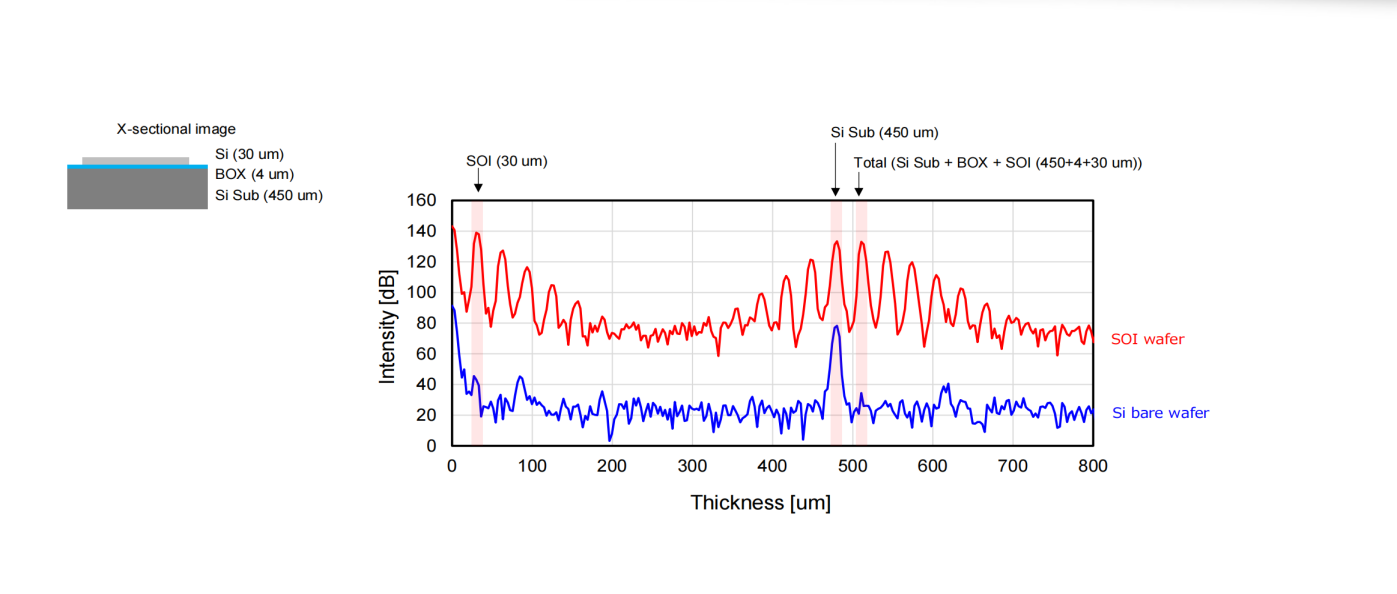
(以上為新啟航實測樣品數據結果)
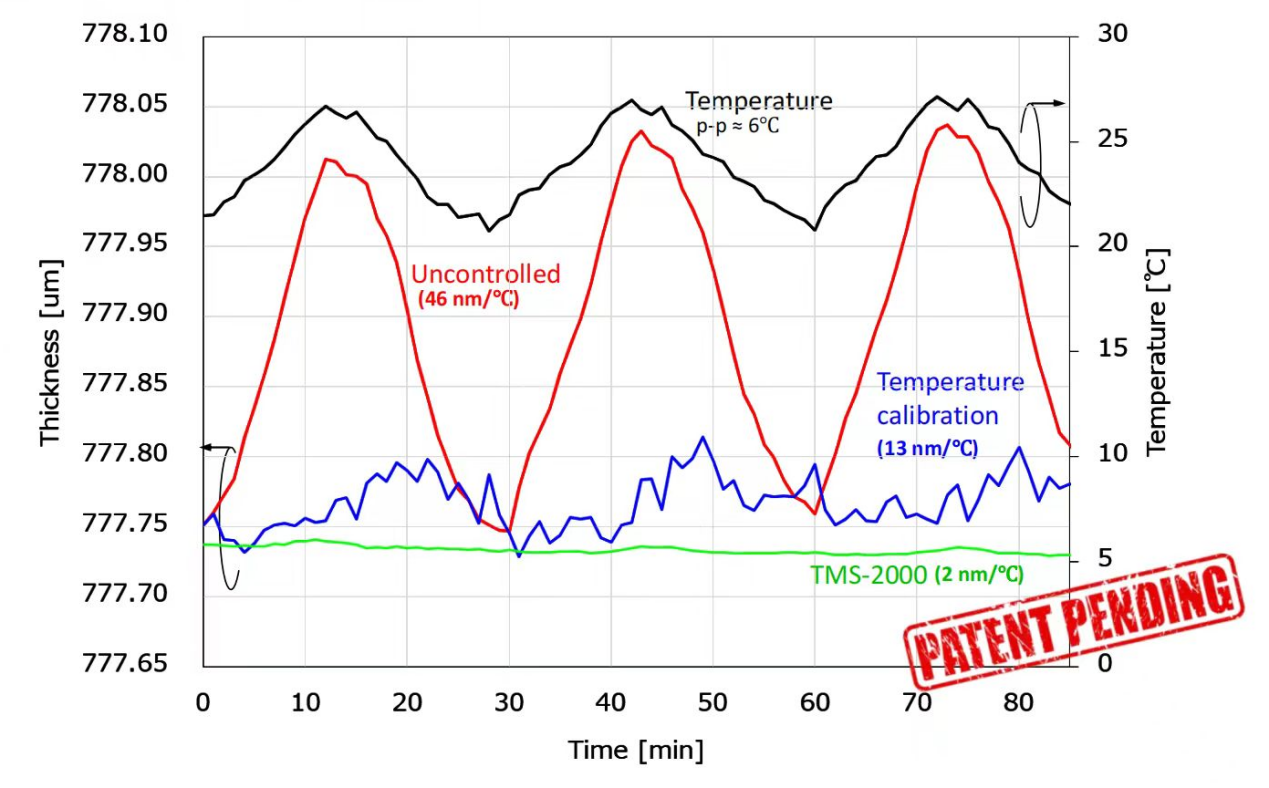
此外,可調諧掃頻激光具備出色的“溫漂”處理能力,在極端環境中抗干擾性強,顯著提升重復測量穩定性。
(以上為新啟航實測樣品數據結果)
系統采用第三代高速掃頻可調諧激光器,擺脫傳統SLD光源對“主動式減震平臺”的依賴,憑借卓越抗干擾性實現小型化設計,還能與EFEM系統集成,滿足產線自動化測量需求。運動控制靈活,適配2-12英寸方片和圓片測量。
-
晶圓
+關注
關注
53文章
5165瀏覽量
129820
發布評論請先 登錄
降低晶圓 TTV 的磨片加工方法

晶圓邊緣 TTV 測量的意義和影響

晶圓切割中振動 - 應力耦合效應對厚度均勻性的影響及抑制方法
淺切多道切割工藝對晶圓 TTV 厚度均勻性的提升機制與參數優化





 工商網監
工商網監
評論