 PLC梯形圖的編程是編程人員的必備基礎
PLC梯形圖的編程是編程人員的必備基礎

使用PLC梯形圖編寫程序時,可采用編寫電氣控制電路圖類似的思路進行編寫,首先對系統完成的各功能進行模塊劃分,并對PLC的各個I/O點進行分配,然后根據I/O分配表對各功能模塊逐個進行編寫,再根據各模塊實現功能的先后順序對其模塊進行組合并建立控制關系,最后分析編寫完成的梯形圖并做調整,最終完成整個系統的編程工作。
我們看到的PLC梯形圖中,一條條程序基本上都是由觸點或線圈的串聯、并聯或某部分程序塊的串聯、并聯等構成的,這些串并聯關系構成一定的邏輯關系,因而能夠實現特定的控制結果,那么在編程過程中,如何確定觸點間或程序塊之間是串聯關系還是并聯關系,是梯形圖程序的編程關鍵,也是程序編寫的核心過程。
編程元件初始狀態的確定
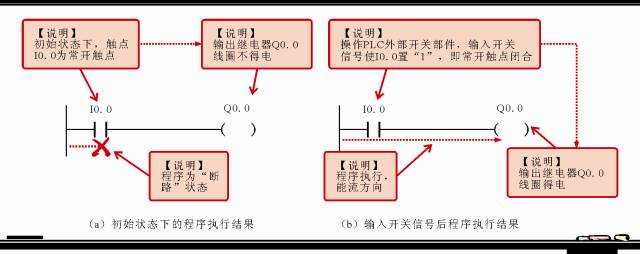
編程元件的初始狀態,簡單來說,就是確定觸點為常開觸點還是常閉觸點。
確定觸點的初始狀態取決于觸點動作時對線圈的控制關系,一般來說,若需要閉合時,線圈才執行動作,則其初始狀態為常開觸點;若需要其斷開時,控制線圈執行某一動作,則其初始狀態應為常閉觸點。
例如,編程中需要實現觸點I0.0閉合時,線圈Q0.0得電。由此可知,在保持初始狀態下,所編寫的程序應是斷路的狀態,根據分析,輸入繼電器觸點初始狀態應為常開觸點,程序編寫如下圖所示,在該程序下可實現只有當操作外部條件使I0.0閉合,才能接通線圈Q0.0。
編程元件或程序塊間串聯關系的確定
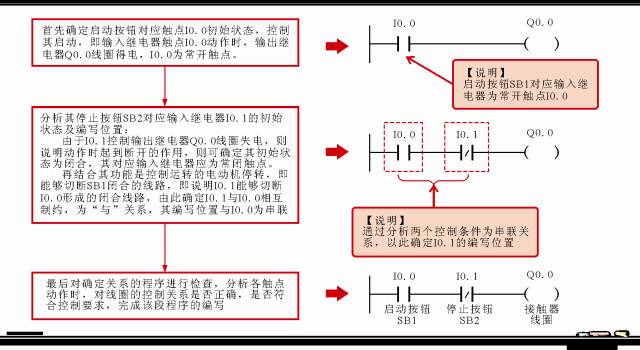
PLC梯形圖程序編寫時,一般將控制同一個輸出繼電器線圈的觸點,稱為控制這個線圈的條件,當這些控制條件存在一定的制約關系,才能夠完成對線圈的控制時,即構成“與”邏輯關系時,這些觸點構成串聯關系。
例如,要求起動按鈕SB1控制電動機M起動,停止按鈕SB2控制電動機M停止,電動機M起動與停止受接觸器KM1控制,編寫該控制過程梯形圖。
根據控制要求可知,編寫程序中有兩個控制條件SB1、SB2,且為輸入繼電器,為其分配地址為I0.0、I0.1,PLC外接接觸器KM1為執行元件,作為輸出繼電器,分配其地址為Q0.0,其程序編寫過程如下圖所示。
編程元件或程序塊間并聯關系的確定
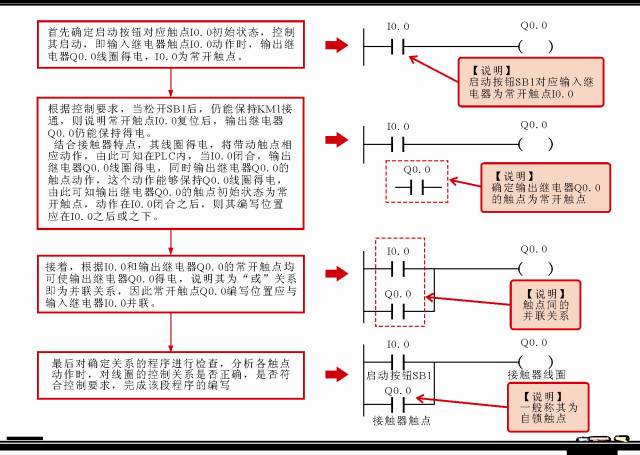
PLC梯形圖程序編寫時,將控制同一個輸出繼電器線圈的觸點,稱為控制這個線圈的條件,當這些控制條件中任何一個動作均能夠完成對線圈的控制時,即構成“或”邏輯關系時,這些觸點構成并聯關系。
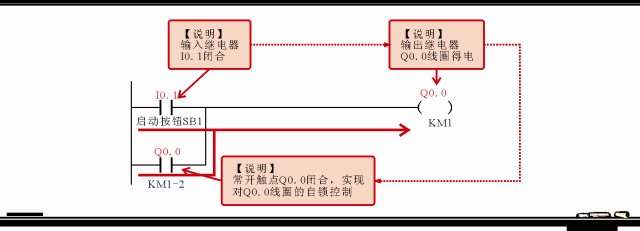
例如,要求按下起動按鈕SB1控制接觸器KM1得電,電動機M起動,松開按鈕SB1后,由接觸器KM的自鎖觸點保持控制信號接通電動機仍運轉。
根據控制要求可知,編寫程序中有1個控制條件SB1,且為輸入繼電器,為其分配地址為I0.0,PLC外接接觸器KM1為執行元件,其線圈作為輸出繼電器,分配地址為Q0.0,其自鎖觸點也作為一個控制條件,但同一個部件,其編程元件名稱仍為Q0.0,編寫過程如下圖所示。
一些PLC梯形圖的編程案例
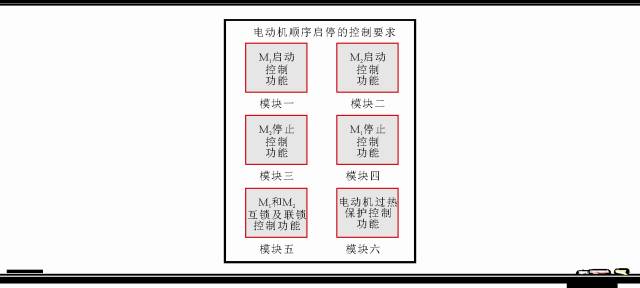
1.電動機順序起、停控制的PLC梯形圖編程案例
案例描述:
按下起動按鈕SB1,控制交流接觸器KM1得電,電動機M1起動運轉;
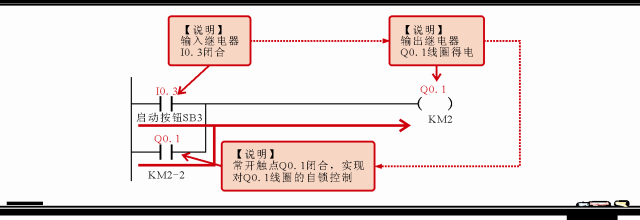
按下起動按鈕SB3,控制交流接觸器KM2得電,電動機M2繼M1后順序起動運轉;
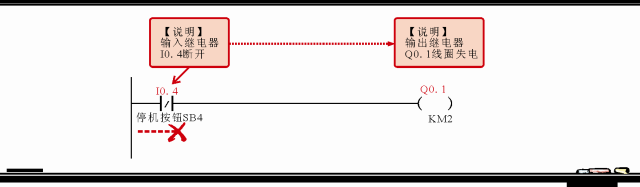
按下停止按鈕SB4,控制交流接觸器KM2失電,電動機M2停轉;
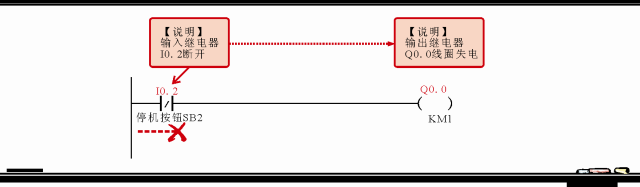
按下停止按鈕SB2,控制交流接觸器KM1失電,電動機M1繼M2后反順序停轉。
若線路中出現過載、過熱故障由過熱保護繼電器FR自動切斷控制線路。
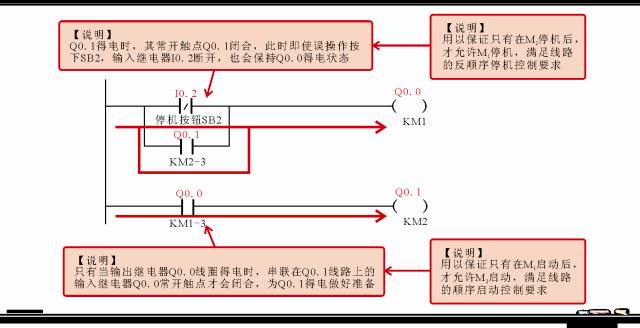
為了確保只有在M1起動后,M2才能起動的順序,在M2起動控制線路中串入電動機M1交流接觸器KM1的常開觸點。
同時,為了防止當起動電動機M2時,誤操作按動電動機M1的停止按鈕SB2,而關斷電動機M1,在電動機M1的起動控制線路中并入電動機M2交流接觸器KM2的常開觸點,實現聯鎖控制。
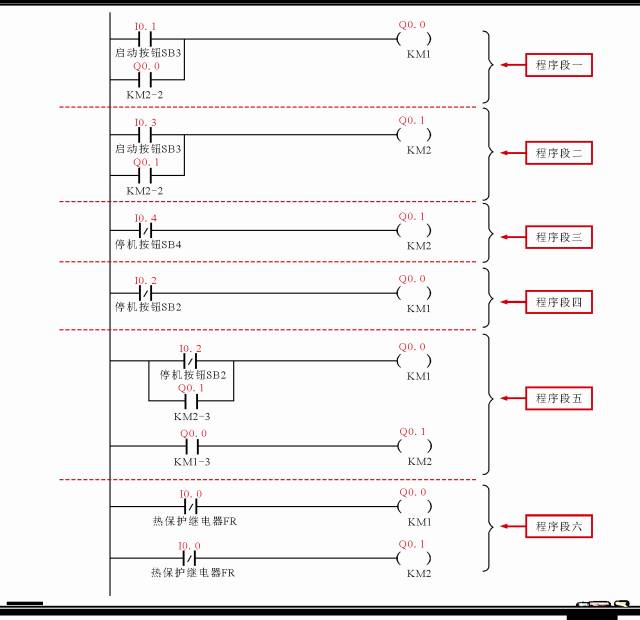
根據編程案例中對控制過程的描述,我們可以將整個控制關系劃分成6部分,如下圖所示。
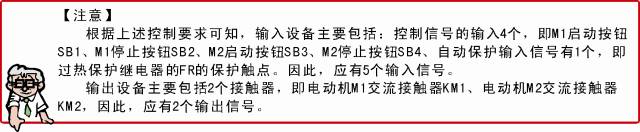
接下來,要進行I/O分配。
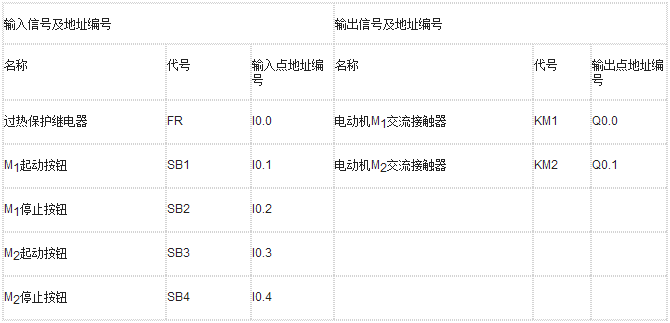
I/O分配完畢,可根據控制過程完成PLC梯形圖的程序編寫。
1)電動機M1起動控制過程梯形圖
2)電動機M2起動控制過程梯形圖
3)電動機M2停機控制過程梯形圖
4)電動機M1停機控制過程梯形圖
5)電動機M1與M2互鎖及聯鎖控制過程梯形圖
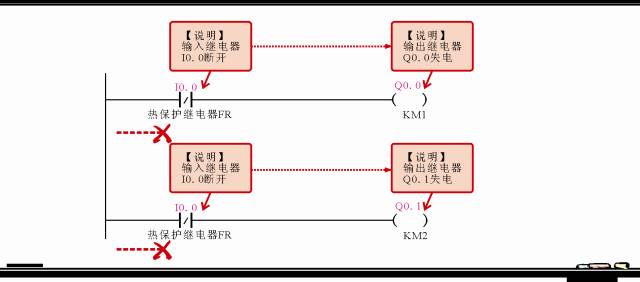
6)電動機過熱保護控制過程梯形圖
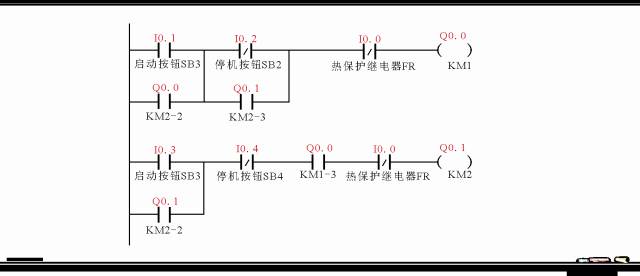
7)程序的合并和調整
最終獲得的PLC梯形圖程序,如下圖所示。
2.運輸車自動往返控制的PLC梯形圖編程案例
案例描述:
運輸車的起動由左行起動按鈕和右行起動按鈕SB1、SB2進行控制;
運輸車起動運行后,首先右行到限位開關SQ1處,此時運輸車停止進行裝料,30秒后裝料完畢,運輸車開始左行;
當運輸車左行至限位開關SQ2處時,運輸車停止進行卸料,60 s后卸料結束,再右行,行至限位開關SQ1處再停止,進行裝料,如此循環工作。
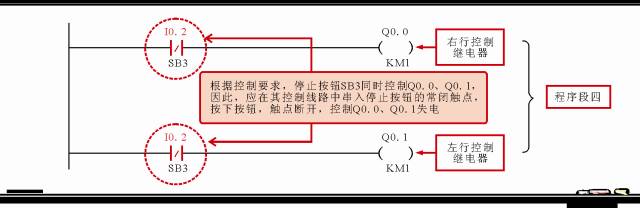
按下停止按鈕SB3后,運輸車停止工作。
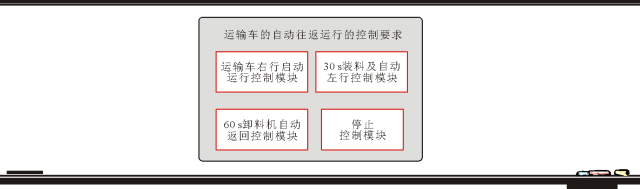
根據運輸車的自動往返運行的控制要求,我們可以將功能模塊劃分為4部分,如下圖所示。
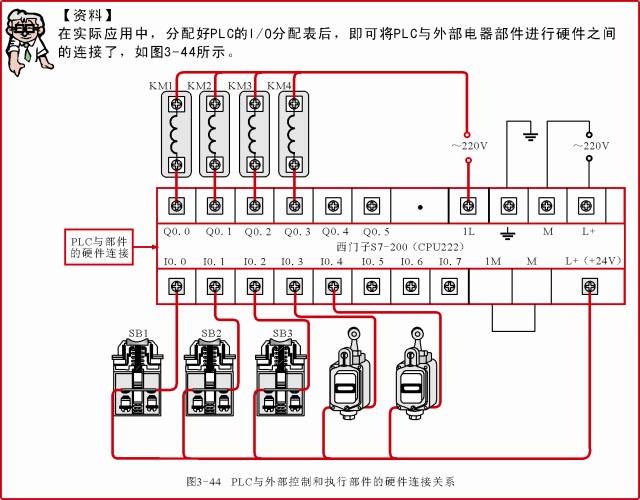
編寫程序之前填寫PLC梯形圖的I/O分配表。
| 輸入信號及地址編號 | 輸出信號及地址編號 | ||||
| 名稱 | 代號 | 輸入點地址編號 | 名稱 | 代號 | 輸出點地址編號 |
| 右行控制起動按鈕 | SB1 | I0.0 | 右行控制繼電器 | KM1 | Q0.0 |
| 左行控制起動按鈕 | SB2 | I0.1 | 左行控制繼電器 | KM2 | Q0.1 |
| 停止按鈕 | SB3 | I0.2 | 裝料控制繼電器 | KM3 | Q0.2 |
| 右行限位開關 | SQ1 | I0.3 | 卸料控制繼電器 | KM4 | Q0.3 |
| 左行限位開關 | SQ2 | I0.4 |
I/O分配完畢,便可根據控制過程完成PLC梯形圖的程序編寫。
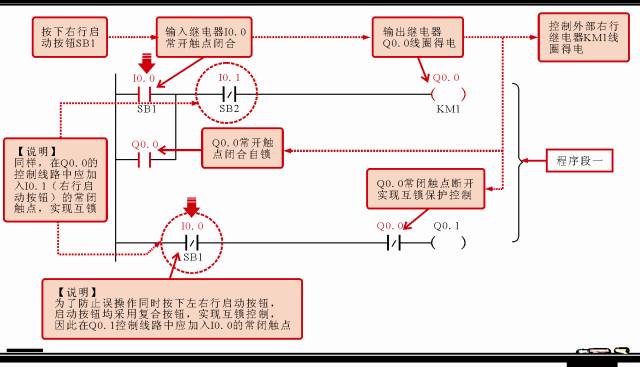
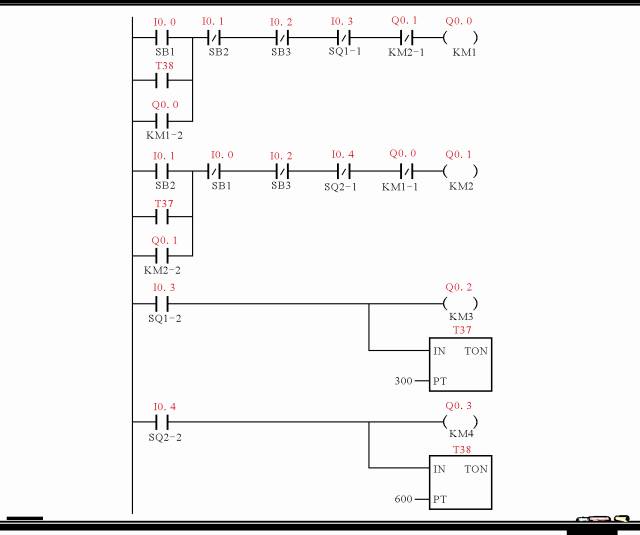
1)運輸車右行起動控制過程的PLC梯形圖
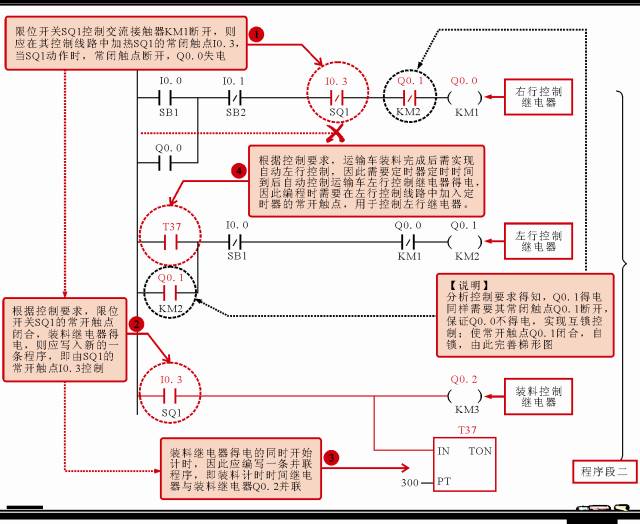
2)30s裝料及自動左行控制過程的西門子PLC梯形圖
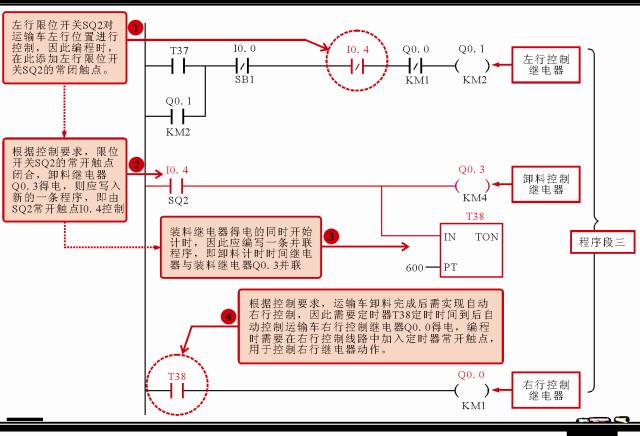
3)60s卸料及自動返回(右行)控制過程的西門子PLC梯形圖
4)運輸車停止控制過程的PLC梯形圖
5)程序的合并和調整
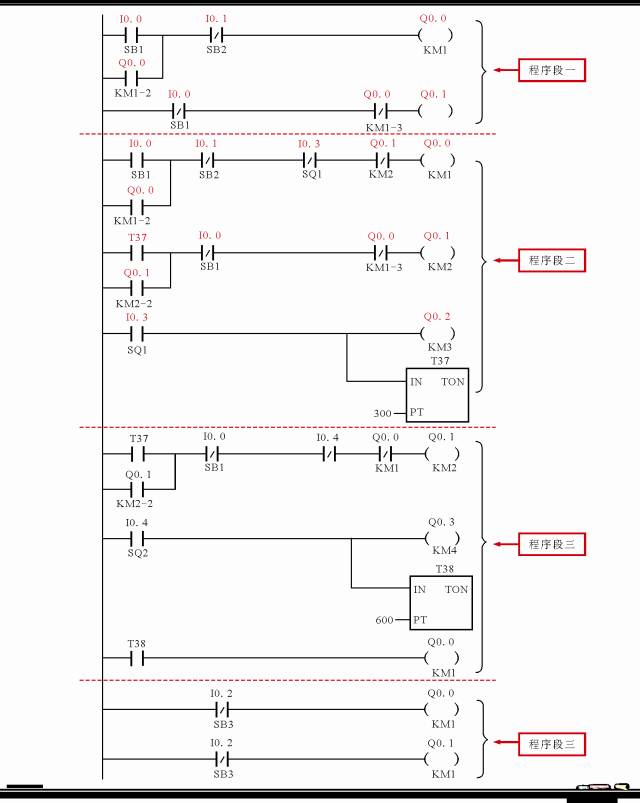
最終獲得的PLC梯形圖程序,如下圖所示。
兩個案例中省略了很多文字解析,如果大家有疑問的話,請留言探討。
-
plc
+關注
關注
5037文章
13921瀏覽量
474711 -
編程
+關注
關注
88文章
3689瀏覽量
95271 -
梯形圖
+關注
關注
8文章
193瀏覽量
22045
原文標題:PLC梯形圖怎樣編程?一文輕松搞定!
文章出處:【微信號:GKYXT1508,微信公眾號:工控云學堂】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄


PLC梯形圖的特點 如何懂PLC梯形圖
PLC梯形圖的執行順序和編程規則
PLC梯形圖編程的基本環節和規則
PLC梯形圖編程的順序和方法
PLC梯形圖編程的基本規則





 工商網監
工商網監
評論