") 采用CS1系列PLC實(shí)現(xiàn)糧庫生產(chǎn)路徑控制
采用CS1系列PLC實(shí)現(xiàn)糧庫生產(chǎn)路徑控制

1.引言
糧庫的設(shè)備多,生產(chǎn)路徑多,用一般PLC編制程序顯得繁雜而累贅。PLC主要是指數(shù)字運(yùn)算操作電子系統(tǒng)的可編程邏輯控制器,用于控制機(jī)械的生產(chǎn)過程。也是公共有限公司、電源線車等的名稱縮寫。PLC = Programmable Logic Controller,可編程邏輯控制器,一種數(shù)字運(yùn)算操作的電子系統(tǒng),專為在工業(yè)環(huán)境應(yīng)用而設(shè)計(jì)的。它采用一類可編程的存儲(chǔ)器,用于其內(nèi)部存儲(chǔ)程序,執(zhí)行邏輯運(yùn)算,順序控制,定時(shí),計(jì)數(shù)與算術(shù)操作等面向用戶的指令,并通過數(shù)字或模擬式輸入/輸出控制各種類型的機(jī)械或生產(chǎn)過程。是工業(yè)控制的核心部分。歐姆龍近年推出的CS1 系列PLC卻很好的解決了這一問題。為多任務(wù)多路徑的生產(chǎn)場(chǎng)合提供了極為方便的設(shè)計(jì)方法,尤其是對(duì)糧庫這樣的生產(chǎn)場(chǎng)合更為適用。早期的可編程控制器稱作可編程邏輯控制器(Programmable Logic Controller,PLC),它主要用來代替繼電器實(shí)現(xiàn)邏輯控制。隨著技術(shù)的發(fā)展,這種采用微型計(jì)算機(jī)技術(shù)的工業(yè)控制裝置的功能已經(jīng)大大超過了邏輯控制的范圍,因此,今天這種裝置稱作可編程控制器,簡(jiǎn)稱PC。但是為了避免與個(gè)人計(jì)算機(jī)(Personal Computer)的簡(jiǎn)稱混淆,所以將可編程序控制器簡(jiǎn)稱PLC,plc自1966年美國數(shù)據(jù)設(shè)備公司(DEC)研制出現(xiàn),現(xiàn)行美國,日本,德國的可編程序控制器質(zhì)量優(yōu)良,功能強(qiáng)大。
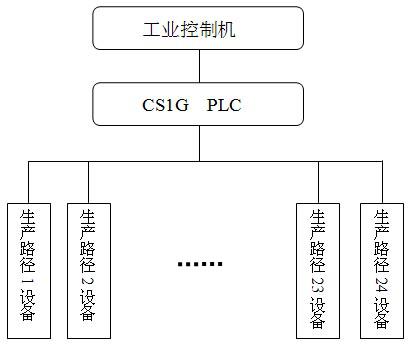
圖 1
2. 硬件電路
哈拉海糧庫共有24條大的生產(chǎn)路徑,108條生產(chǎn)支線。最長最復(fù)雜的生產(chǎn)路徑包含16條生產(chǎn)支線。從30多米的高空,到地面、地下,分散布置安裝。硬件電路框圖如圖1所示。
3.程序設(shè)計(jì)
上位工控機(jī)用組態(tài)王制作界面,實(shí)現(xiàn)和PLC的通訊、生產(chǎn)路徑啟動(dòng)停止控制、各種參數(shù)的設(shè)定和輸入,還有24條生產(chǎn)路徑的監(jiān)控圖及整個(gè)糧庫的生產(chǎn)工藝流程監(jiān)控圖。PLC接收上位機(jī)的指令實(shí)現(xiàn)對(duì)生產(chǎn)設(shè)備的控制。程序框圖如圖2所示。
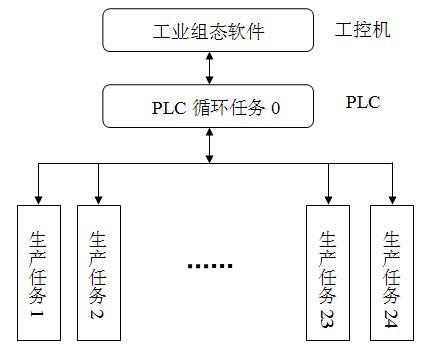
圖2
4.多任務(wù)程序的實(shí)現(xiàn)
CS1G一改以往哪種書卷式的程序設(shè)計(jì)風(fēng)格,提供了結(jié)構(gòu)化的多任務(wù)的設(shè)計(jì)方法。這種方法編制程序結(jié)構(gòu)清晰,且開發(fā)調(diào)試非常方便。
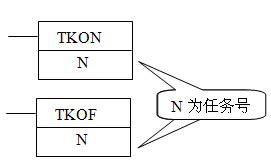
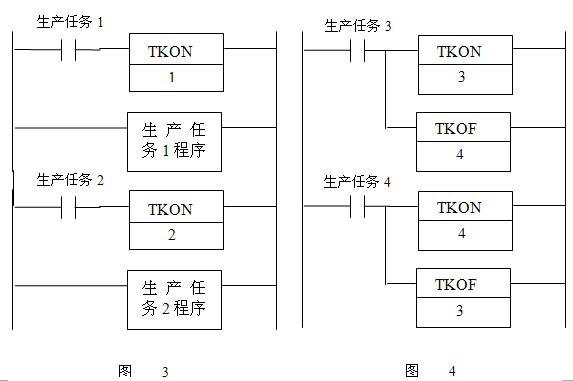
CS1G有專門的任務(wù)控制指令:“TASK ON”指令使指定的任務(wù)執(zhí)行; “TASK OFF”指令使指定的任務(wù)暫停。在循環(huán)任務(wù)0中,根據(jù)工藝要求,對(duì)于可以同時(shí)運(yùn)行的生產(chǎn)路徑,在程序中采用獨(dú)立的“TASK ON”指令; 對(duì)于禁止同時(shí)運(yùn)行的生產(chǎn)路徑,在程序中采用“TAST ON”指令和“TAST OFF”指令相結(jié)合的方法。比如,生產(chǎn)路徑1和生產(chǎn)路徑2可以同時(shí)起動(dòng),編程如圖3。只要觸點(diǎn)生產(chǎn)任務(wù)1、觸點(diǎn)生產(chǎn)任務(wù)2閉合,就可調(diào)度生產(chǎn)路徑1和生產(chǎn)路徑2。即可同時(shí)調(diào)度,又可單獨(dú)調(diào)度。又如生產(chǎn)路徑3和生產(chǎn)路徑4不能同時(shí)起動(dòng)運(yùn)行,編程如圖4。調(diào)度生產(chǎn)路徑3,就不能調(diào)度生產(chǎn)路徑4;調(diào)度生產(chǎn)路徑4,就不能調(diào)度生產(chǎn)路徑3。
組態(tài)軟件編制的操作界面中,對(duì)于象生產(chǎn)路徑1和生產(chǎn)路徑2可以同時(shí)運(yùn)行的生產(chǎn)路徑,在選擇畫面中采用復(fù)選按鈕選擇;對(duì)于象生產(chǎn)路徑3和生產(chǎn)路徑4禁止同時(shí)運(yùn)行的生產(chǎn)路徑,在選擇畫面中采用單選按鈕選擇。
可編程序控制器(PLC)的特點(diǎn)
為適應(yīng)工業(yè)環(huán)境使用,與一般控制裝置相比較,PLC機(jī)有以下特點(diǎn):
1. 可靠性高,抗干擾能力強(qiáng)
工業(yè)生產(chǎn)對(duì)控制設(shè)備的可靠性要求:
①平均故障間隔時(shí)間長
②故障修復(fù)時(shí)間(平均修復(fù)時(shí)間)短
任何電子設(shè)備產(chǎn)生的故障,通常為兩種:
①偶發(fā)性故障。由于外界惡劣環(huán)境如電磁干擾、超高溫、超低溫、過電壓、欠電壓、振動(dòng)等引起的故障。這類故障,只要不引起系統(tǒng)部件的損壞,一旦環(huán)境條件恢復(fù)正常,系統(tǒng)也隨之恢復(fù)正常。但對(duì)PLC而言,受外界影響后,內(nèi)部存儲(chǔ)的信息可能被破壞。
②永久性故障。由于元器件不可恢復(fù)的破壞而引起的故障。
如果能限制偶發(fā)性故障的發(fā)生條件,如果能使PLC在惡劣環(huán)境中不受影響或能把影響的后果限制在最小范圍,使PLC在惡劣條件消失后自動(dòng)恢復(fù)正常,這樣就能提高平均故障間隔時(shí)間;如果能在PLC上增加一些診斷措施和適當(dāng)?shù)谋Wo(hù)手段,在永久性故障出現(xiàn)時(shí),能很快查出故障發(fā)生點(diǎn),并將故障限制在局部,就能降低PLC的平均修復(fù)時(shí)間。為此,各PLC的生產(chǎn)廠商在硬件和軟件方面采取了多種措施,使PLC除了本身具有較強(qiáng)的自診斷能力,能及時(shí)給出出錯(cuò)信息,停止運(yùn)行等待修復(fù)外,還使PLC具有了很強(qiáng)的抗干擾能力。
·硬件措施:
主要模塊均采用大規(guī)模或超大規(guī)模集成電路,大量開關(guān)動(dòng)作由無觸點(diǎn)的電子存儲(chǔ)器完成,I/O系統(tǒng)設(shè)計(jì)有完善的通道保護(hù)和信號(hào)調(diào)理電路。
① 屏蔽——對(duì)電源變壓器、CPU、編程器等主要部件,采用導(dǎo)電、導(dǎo)磁良好的材料進(jìn)行屏蔽,以防外界干擾。
② 濾波——對(duì)供電系統(tǒng)及輸入線路采用多種形式的濾波,如LC或π型濾波網(wǎng)絡(luò),以消除或抑制高頻干擾,也削弱了各種模塊之間的相互影響。
③ 電源調(diào)整與保護(hù)——對(duì)微處理器這個(gè)核心部件所需的+5V電源,采用多級(jí)濾波,并用集成電壓調(diào)整器進(jìn)行調(diào)整,以適應(yīng)交流電網(wǎng)的波動(dòng)和過電壓、欠電壓的影響。
④ 隔離——在微處理器與I/O電路之間,采用光電隔離措施,有效地隔離I/O接口與CPU之間電的聯(lián)系,減少故障和誤動(dòng)作;各I/O口之間亦彼此隔離。
⑤ 采用模塊式結(jié)構(gòu)——這種結(jié)構(gòu)有助于在故障情況下短時(shí)修復(fù)。一旦查出某一模塊出現(xiàn)故障,能迅速更換,使系統(tǒng)恢復(fù)正常工作;同時(shí)也有助于加快查找故障原因。
·軟件措施:
有極強(qiáng)的自檢及保護(hù)功能。
①故障檢測(cè)——軟件定期地檢測(cè)外界環(huán)境,如掉電、欠電壓、鋰電池電壓過低及強(qiáng)干擾信號(hào)等。以便及時(shí)進(jìn)行處理。
②信息保護(hù)與恢復(fù)——當(dāng)偶發(fā)性故障條件出現(xiàn)時(shí),不破壞PLC內(nèi)部的信息。一旦故障條件消失,就可恢復(fù)正常,繼續(xù)原來的程序工作。所以,PLC在檢測(cè)到故障條件時(shí),立即把現(xiàn)狀態(tài)存入存儲(chǔ)器,軟件配合對(duì)存儲(chǔ)器進(jìn)行封閉,禁止對(duì)存儲(chǔ)器的任何操作,以防存儲(chǔ)信息被沖掉。
③設(shè)置警戒時(shí)鐘WDT(看門狗)——如果程序每循環(huán)執(zhí)行時(shí)間超過了WDT規(guī)定的時(shí)間,預(yù)示了程序進(jìn)入死循環(huán),立即報(bào)警。
④加強(qiáng)對(duì)程序的檢查和校驗(yàn)——一旦程序有錯(cuò),立即報(bào)警,并停止執(zhí)行。
⑤對(duì)程序及動(dòng)態(tài)數(shù)據(jù)進(jìn)行電池后備——停電后,利用后備電池供電,有關(guān)狀態(tài)及信息就不會(huì)丟失。
PLC的出廠試驗(yàn)項(xiàng)目中,有一項(xiàng)就是抗干擾試驗(yàn)。它要求能承受幅值為1000V,上升時(shí)間1nS,脈沖寬度為1μS的干擾脈沖。一般,平均故障間隔時(shí)間可達(dá)幾十萬~上千萬小時(shí);制成系統(tǒng)亦可達(dá)4~5萬小時(shí)甚至更長時(shí)間。
2 。通用性強(qiáng),控制程序可變,使用方便
PLC品種齊全的各種硬件裝置,可以組成能滿足各種要求的控制系統(tǒng),用戶不必自己再設(shè)計(jì)和制作硬件裝置。用戶在硬件確定以后,在生產(chǎn)工藝流程改變或生產(chǎn)設(shè)備更新的情況下,不必改變PLC的硬設(shè)備,只需改編程序就可以滿足要求。因此,PLC除應(yīng)用于單機(jī)控制外,在工廠自動(dòng)化中也被大量采用。
3.功能強(qiáng),適應(yīng)面廣
現(xiàn)代PLC不僅有邏輯運(yùn)算、計(jì)時(shí)、計(jì)數(shù)、順序控制等功能,還具有數(shù)字和模擬量的輸入輸出、功率驅(qū)動(dòng)、通信、人機(jī)對(duì)話、自檢、記錄顯示等功能。既可控制一臺(tái)生產(chǎn)機(jī)械、一條生產(chǎn)線,又可控制一個(gè)生產(chǎn)過程。
4.編程簡(jiǎn)單,容易掌握
目前,大多數(shù)PLC仍采用繼電控制形式的“梯形圖編程方式”。既繼承了傳統(tǒng)控制線路的清晰直觀,又考慮到大多數(shù)工廠企業(yè)電氣技術(shù)人員的讀圖習(xí)慣及編程水平,所以非常容易接受和掌握。梯形圖語言的編程元件的符號(hào)和表達(dá)方式與繼電器控制電路原理圖相當(dāng)接近。通過閱讀PLC的用戶手冊(cè)或短期培訓(xùn),電氣技術(shù)人員和技術(shù)工很快就能學(xué)會(huì)用梯形圖編制控制程序。同時(shí)還提供了功能圖、語句表等編程語言。
PLC在執(zhí)行梯形圖程序時(shí),用解釋程序?qū)⑺g成匯編語言然后執(zhí)行(PLC內(nèi)部增加了解釋程序)。與直接執(zhí)行匯編語言編寫的用戶程序相比,執(zhí)行梯形圖程序的時(shí)間要長一些,但對(duì)于大多數(shù)機(jī)電控制設(shè)備來說,是微不足道的,完全可以滿足控制要求。
5.減少了控制系統(tǒng)的設(shè)計(jì)及施工的工作量
由于PLC采用了軟件來取代繼電器控制系統(tǒng)中大量的中間繼電器、時(shí)間繼電器、計(jì)數(shù)器等器件,控制柜的設(shè)計(jì)安裝接線工作量大為減少。同時(shí),PLC的用戶程序可以在實(shí)驗(yàn)室模擬調(diào)試,更減少了現(xiàn)場(chǎng)的調(diào)試工作量。并且,由于PLC的低故障率及很強(qiáng)的監(jiān)視功能,模塊化等等,使維修也極為方便。
6.體積小、重量輕、功耗低、維護(hù)方便
PLC是將微電子技術(shù)應(yīng)用于工業(yè)設(shè)備的產(chǎn)品,其結(jié)構(gòu)緊湊,堅(jiān)固,體積小,重量輕,功耗低。并且由于PLC的強(qiáng)抗干擾能力,易于裝入設(shè)備內(nèi)部,是實(shí)現(xiàn)機(jī)電一體化的理想控制設(shè)備。以三菱公司的F1-40M型PLC為例:其外型尺寸僅為305×110×110mm,重量2.3kg,功耗小于25VA;而且具有很好的抗振、適應(yīng)環(huán)境溫、濕度變化的能力。現(xiàn)在三菱公司又有FX系列PLC,與其超小型品種F1系列相比:面積為47%,體積為36%,在系統(tǒng)的配置上既固定又靈活,輸入輸出可達(dá)24~128點(diǎn)。
5.結(jié)束語
CS1系列PLC這種結(jié)構(gòu)化的多任務(wù)編程和多任務(wù)的控制方法,PLC實(shí)質(zhì)是一種專用于工業(yè)控制的計(jì)算機(jī),其硬件結(jié)構(gòu)基本上與微型計(jì)算機(jī)相同,對(duì)于象糧庫這樣的多生產(chǎn)途徑多分支控制的環(huán)境提供了非常好的設(shè)計(jì)和控制手段,實(shí)用效果很好。
-
控制器
+關(guān)注
關(guān)注
114文章
17113瀏覽量
184401 -
plc
+關(guān)注
關(guān)注
5037文章
13921瀏覽量
474768 -
可編程邏輯
+關(guān)注
關(guān)注
7文章
526瀏覽量
44769
發(fā)布評(píng)論請(qǐng)先 登錄
采用PLC實(shí)現(xiàn)對(duì)步進(jìn)電機(jī)的控制(二)
如何在默認(rèn)的CS0和CS1之間切換并對(duì)其進(jìn)行擦除和編程操作?
歐姆龍CS1G實(shí)現(xiàn)糧庫多任務(wù)控制OMRON CS1G is
CS1型3類瓷介電容器
歐姆龍推出的CS1D雙重PLC系統(tǒng)
面向PLC的OPC數(shù)據(jù)服務(wù)器開發(fā)設(shè)計(jì)

CP1H系列PLC與ABB公司ACS800系列變頻器采用
糧庫自動(dòng)化系統(tǒng)設(shè)計(jì)與實(shí)現(xiàn)
歐姆龍CP1/CJ1/CJ2/CS1系列PLC聯(lián)網(wǎng)方案(編程+監(jiān)控)
歐姆龍CJ系列PLC以太網(wǎng)通訊處理器歐姆龍CJ系列以太網(wǎng)通訊

物通博聯(lián)工業(yè)5g網(wǎng)關(guān)實(shí)現(xiàn)歐姆龍CS1系列遠(yuǎn)程數(shù)據(jù)采集和控制






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論