") 回流焊機(jī)的使用_回流焊機(jī)工作原理
回流焊機(jī)的使用_回流焊機(jī)工作原理
回流焊機(jī)也叫再流焊機(jī)或“回流爐”,它是通過(guò)提供一種加熱環(huán)境,使焊錫膏受熱融化從而讓表面貼裝元器件和PCB焊盤通過(guò)焊錫膏合金可靠地結(jié)合在一起的設(shè)備。回流焊機(jī)根據(jù)技術(shù)的發(fā)展分為:氣相回流焊、紅外回流焊、遠(yuǎn)紅外回流焊、紅外加熱風(fēng)回流焊和全熱風(fēng)回流焊、水冷式回流焊。是伴隨微型化電子產(chǎn)品的出現(xiàn)而發(fā)展起來(lái)的焊接技術(shù),主要應(yīng)用于各類表面組裝元器件的焊接。
回流焊機(jī)操作使用步驟
第一步:檢查回流焊機(jī)里面是否有雜物,操持好清潔,確保安全后再開機(jī),選擇生產(chǎn)程序開啟溫度設(shè)置。
第二步:由于回流焊機(jī)導(dǎo)軌寬度要根據(jù)PCB寬度進(jìn)行調(diào)節(jié),所以要開啟運(yùn)風(fēng)、網(wǎng)帶運(yùn)送,冷卻風(fēng)扇。
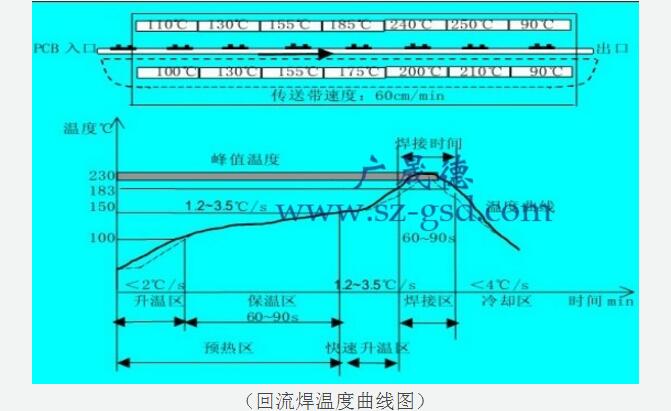
第三步:回流機(jī)溫度控制有鉛高(245±5),無(wú)鉛產(chǎn)品爐溫控制在(255±5),預(yù)熱溫度:80~110。根據(jù)焊接生產(chǎn)工藝給出的參數(shù)嚴(yán)、格控制回流焊機(jī)電腦參數(shù)設(shè)置,每天按時(shí)記錄回流焊機(jī)參數(shù)。
第四步:按順序先后開啟溫區(qū)開關(guān),待溫度升到設(shè)定溫度時(shí)即可開始過(guò)、PCB、板,過(guò)板注意方向。保證傳送帶的連續(xù)2塊板間的距離不低于10mm。
第五步:將回流焊機(jī)輸送帶寬度調(diào)節(jié)到相應(yīng)位置,輸送帶的寬度及平整度與線路板相符,檢查待加工材料批號(hào)及相關(guān)技術(shù)要求。
第六步:小型回流焊機(jī)不得時(shí)間過(guò)長(zhǎng)、溫度過(guò)高引起銅鉑起泡現(xiàn)象;焊點(diǎn)必須圓滑光亮,線路板必須全部焊盤上錫;焊接不良的線路必須重過(guò),二次重過(guò)須在冷卻后進(jìn)行。
第七步:要戴手套接取焊接PCB,只能接觸PCB邊沿,每小時(shí)抽檢10個(gè)樣品,檢查不良狀況,并記錄數(shù)據(jù)。生產(chǎn)過(guò)程中如發(fā)現(xiàn)參數(shù)不能滿足生產(chǎn)的要求,不能自行調(diào)整參數(shù),必須立即通知技術(shù)員處理。
第八步:測(cè)量溫度:將傳感器依次插到測(cè)試儀的接收插座中,打開測(cè)試儀電源開關(guān),把測(cè)試儀置于回流焊內(nèi)與舊PCB板起過(guò)回流焊,取出用計(jì)算機(jī)讀取測(cè)試儀在過(guò)回流焊接過(guò)程中的記錄的溫度數(shù)據(jù),即為該回流焊機(jī)的溫度曲線的原始數(shù)據(jù)。
第九步:將已焊好的板按單號(hào)、名稱等分類放好,以防混料產(chǎn)生不良。
回流焊機(jī)使用注意事項(xiàng)
1、溫度控制范圍符合說(shuō)明書指標(biāo),控制精度±2.0以內(nèi);
2、速度控制符合說(shuō)明書指標(biāo),精度控制在±0.2m/min以內(nèi);
3、基板運(yùn)動(dòng)橫向溫差(≤150mm間距)在±10.0以內(nèi);
4、加熱器外觀完整,電氣連接可靠。熱風(fēng)風(fēng)機(jī)運(yùn)轉(zhuǎn)平穩(wěn),噪音;
5、導(dǎo)軌調(diào)節(jié)自如,且保持平行。傳送基板有效寬度符合說(shuō)明書指標(biāo);
6、操作系統(tǒng)工作正常,儀器、儀表外觀完好,指示準(zhǔn)確,讀數(shù)醒目,在合格使用期限內(nèi);
7、電器裝置齊全,管線排列有序,性能靈敏可靠;
8、設(shè)備內(nèi)外定期保養(yǎng),黃袍,油垢。
回流焊機(jī)工作原理
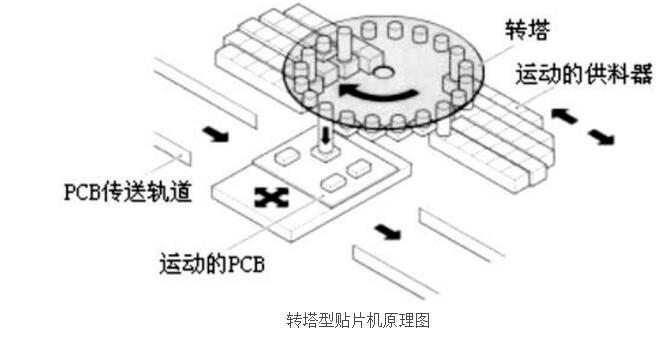
熱風(fēng)回流焊機(jī)的基本原理比較簡(jiǎn)單,它先對(duì)PCB板的表面貼裝元件(SMD)焊盤印刷錫膏,然后通過(guò)自動(dòng)貼片機(jī)把SMD貼放到預(yù)先印制好錫膏的焊盤上。后,通過(guò)回流焊接爐,在熱風(fēng)回流焊機(jī)爐中逐漸加熱,把錫膏融化,稱為回流(Reflow),接著,把PCB板冷卻,焊錫凝固,把元件和焊盤牢固地焊接到起。在熱風(fēng)回流焊機(jī)中,焊盤和元件管腳都不融化。
熱風(fēng)回流焊機(jī)總體結(jié)構(gòu)主要分為三大主體部分。
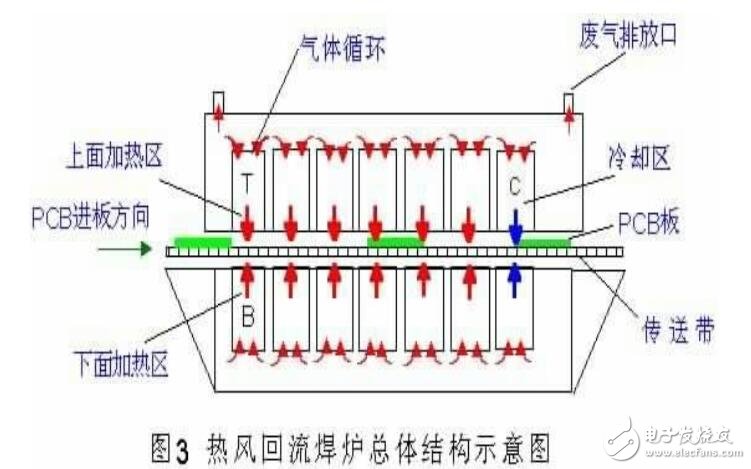
如圖爐體分為上下兩個(gè)密封箱體,中間為傳送帶。部分爐體的長(zhǎng)短主要根據(jù)加熱區(qū)和冷卻區(qū)的多少而不同,目前的回流爐的加熱區(qū)有4~10個(gè)區(qū)不等,冷卻區(qū)有1~2個(gè)區(qū)不等,也有的爐不帶冷卻區(qū),讓PCB板出爐后在空氣中自然冷卻。每個(gè)溫區(qū)的溫度可編程設(shè)定,般可設(shè)溫度范圍從室溫到275度左右(視廠設(shè)定),回流焊爐另個(gè)重要的區(qū)別在于它是否具備進(jìn)行充氮?dú)夂附拥哪芰Γ蚴侵荒茉诳諝猸h(huán)境下焊接。用戶般可根據(jù)自己的用途來(lái)選擇爐體的長(zhǎng)短和爐子的氣體環(huán)境要求。
1.加熱區(qū)結(jié)構(gòu)
爐體內(nèi)每個(gè)加熱區(qū)的結(jié)構(gòu)都是樣的。在上下加熱區(qū)各有個(gè)馬達(dá)驅(qū)動(dòng)葉輪高速旋轉(zhuǎn),產(chǎn)生空氣或氮?dú)獾拇盗Α怏w經(jīng)加熱絲或其它材料加熱后,從多孔板里吹出,打到PCB板上。有的回流爐的馬達(dá)轉(zhuǎn)速是可編程調(diào)節(jié)的,如力鋒ROHS-848,可從1000~2800RPM,而有的爐是廠出廠時(shí)已固定的,如BTU爐廠出廠時(shí)已定為高轉(zhuǎn)速約3000RPM。馬達(dá)轉(zhuǎn)速越快,風(fēng)力越大,熱交換能力越強(qiáng)。通過(guò)測(cè)量氣體吹出的風(fēng)壓,可以監(jiān)控馬達(dá)的運(yùn)轉(zhuǎn)是否正常。由于回流過(guò)程中錫膏中助焊劑的揮發(fā),可能凝結(jié)在葉輪上,降低風(fēng)的效率,導(dǎo)致溫度回流曲線的減低。因此有必要定期檢查和清潔葉輪。
2.溫度控制
熱風(fēng)回流焊機(jī)的每個(gè)加熱區(qū)的溫度控制都是立的閉環(huán)控制系統(tǒng)。溫度控制器通過(guò)PID控制把溫度保持在設(shè)定值。溫度傳感器采用的熱偶線裝在多孔板的下面,感應(yīng)氣流的溫度。如果加熱區(qū)的溫度出現(xiàn)異常,例如不加溫,或加溫緩慢,般需要檢查固態(tài)繼電器是否正常,加熱區(qū)的加熱器是否老化需要更換(般使用多年的回流爐容易出現(xiàn)這個(gè)問(wèn)題)。若出現(xiàn)溫度顯示錯(cuò)誤,般是熱偶線已損壞。
3.冷卻區(qū)結(jié)構(gòu)
PCB板經(jīng)過(guò)回流焊接后,必須立即進(jìn)行冷卻,才能得到很好的焊接效果。因此在回流焊爐的后都是有個(gè)冷卻區(qū)。冷卻區(qū)的結(jié)構(gòu)是個(gè)水循環(huán)的熱交換器。冷卻風(fēng)扇把熱氣吹到循環(huán)水換熱器后,經(jīng)降溫的氣體再打到PCB板上。熱交換器內(nèi)的熱量經(jīng)循環(huán)水帶走,循環(huán)水經(jīng)降溫后再流回?fù)Q熱器。
由于在冷卻系統(tǒng)中,助焊劑(Flux)容易凝結(jié),因此必須定期檢查和清潔助焊劑過(guò)濾器上的助焊劑,否則熱循環(huán)效率的下降會(huì)減低冷卻系統(tǒng)的效率,使冷卻變差,導(dǎo)致產(chǎn)品的焊接質(zhì)量下降。過(guò)熱焊接的PCB板的長(zhǎng)期穩(wěn)定性會(huì)下降。
雖然不同廠的回流爐的冷卻區(qū)的結(jié)構(gòu)不盡相同,但基本的原理是樣的。冷卻區(qū)般有雙面冷卻和單面冷卻兩種結(jié)構(gòu)。單面冷卻是指只在傳送帶的上面裝有冷卻系統(tǒng),而雙面冷卻在傳送帶上下兩面都有冷卻系統(tǒng)。由中可以看出冷卻區(qū)由熱交換器和冷卻風(fēng)扇組成。般來(lái)講,用單面的冷卻就可以滿足普通電子產(chǎn)品的冷卻需要.
-
回流焊機(jī)
+關(guān)注
關(guān)注
0文章
24瀏覽量
4378
發(fā)布評(píng)論請(qǐng)先 登錄
貼片機(jī)和回流焊機(jī)區(qū)別在哪里
一文看懂回流焊機(jī)的作用和保養(yǎng)
怎么選回流焊機(jī)_回流焊機(jī)選用技巧
如何正確設(shè)置回流焊機(jī)的溫度,有什么方法





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論