環形變壓器原理圖
環型變壓器的鐵心是用優質冷軋硅鋼片(片厚一般為0.35mm以下),無縫地卷制而成,這就使得它的鐵心性能優于傳統的疊片式鐵心。環型變壓器的線圈均勻地繞在鐵心上,線圈產生的磁力線方向與鐵心磁路幾乎完全重合,與疊片式相比激磁能量和鐵心損耗將減小25%。環型鐵芯由硅鋼帶纏繞而成,環型鐵芯有一個連續不斷的磁路,而疊片鐵芯變壓器在EI片間有氣隙;因此,存在較大的氣隙磁阻是疊片變壓器的主要缺點。環型鐵芯沒有空氣間隙,電噪聲相對EI型和C型鐵芯變壓器要小的多。采用真空浸漬技術,可使鐵芯成為牢固的整體,在繞線和加工過程中不變形;由于環型鐵芯非常牢固,因而減少了振動和音頻噪聲。
環型變壓器有許多固定方法,最常用的方法是利用環型變壓器的中心孔固定。應當注意, 螺釘 等固定件不應該使變壓器的頂部壓板與下底板同時接地,以免形成一個短路環。
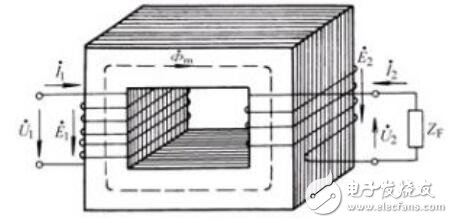
變壓器的原理是變壓 器的原理簡體圖,當一個正 弦交流 電壓U1 加在初級 線圈兩端時,導線中就有交變電流I1并產生交變磁通ф1,它沿著鐵芯 穿過初級線圈和次級線圈形成閉合的磁路。在次級線圈中 感應出互感電勢U2,同時ф1也 會在初級線圈上感 應出一個自感電勢E1,E1的方 向與所加電壓U1方向相反而幅度相近,從而限制了I1的大小。為了保持磁通ф1的存在就需 要有一定的電 能消耗,并且變壓器本身也有一定的損耗,盡管此時次級沒接負載,初級線圈中仍有一定的電流,這個電流我們稱為“空載電流”。
如果次級接上負載,次級線圈就產生電流I2,并因此而產生磁通ф2,ф2的方向與ф1相反,起了互相抵消的作用,使鐵芯中總的磁通量有所減少,從而使初級自感電壓E1減少,其結果使I1增大,可見初級電流與次級負載有密切關系。當次級負載電流加大時I1增加,ф1也增加,并且ф1增加部分正好補充了被ф2所抵消的那部分磁通,以保持鐵芯里總磁通量不變。如果不考慮變壓器的損耗,可以認為一個理想的變壓器次級負載消耗的功率也就是初級從電源取得的電功率。
變壓器能根據需要通過改變次級線圈的圈數而改變次級電壓,但是不能改變允許負載消耗的功率。這些知識都是我們之前所不了解的,通過簡單的學習了解環形變壓器的工作原理 知識,可以 對我們處理日常生活中的一些電器小毛病以及日常生活中不同變壓器的不同使用都有很大的意義。 可以及時的排除故障問題,快速找到解決的辦法。
環形變壓器繞線機原理
選擇合適的繞線機是生產線圈的關鍵,因此賢集網小編以環形變壓器來具體講講環形繞線機的工作原理、操作過程,其中重點提到了繞線張力的分析(這個是為行內人員準備的干貨),環形變壓器繞線機的操作過程是非常簡單的,但是想要弄好卻必須要弄清工作原理、繞線張力等相關知識。
環形變壓器的鐵芯是用優質冷軋硅鋼片(厚度為0.23mm-0.35mm)無縫的卷制而成,磁路完全閉合,無漏磁,故其磁性能為最優,高精度激光焊接,氮氫保護真空退火,鐵芯電磁指標更是大幅提高。
環形變壓器利用環型繞線機繞線快速方便生產效率高,可廣泛應用于電子設備中的50Hz、60Hz、400Hz變壓器、互感器、電抗器、扼流圈等電磁元件。
環形繞線機的工作原理:
先把導線均勻的纏繞在儲線環上,然后再通過梭子把纏繞在儲線環上的導線纏繞在骨架上,骨架由伺服電機帶動旋轉,使導線均勻地排列在骨架上線纏繞到一定量時,再把帶通過儲線環纏繞在骨架上,然后繞制。
繞線張力的分析:
通過生產實踐發現,在繞制整個過程中,用適當的力把導線拉緊纏繞在骨架上,是影響繞制好壞的關鍵所在,因此在下面我們著重說明影響繞線張力的因素。
1.線梭轉動部分的磨察力矩
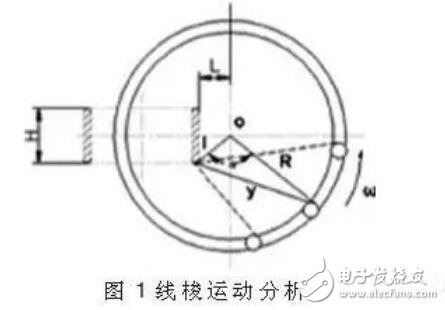
2.線梭部分(包括纏在線梭內的導線)加速度變化引起的慣性力矩。摩擦力矩的主要部分是由張力機構產生的,它阻止線梭的放線運動而把導線拉緊,產生繞線張力。由于繞線環形面及其在繞線齒輪中偏離中心位置的影響,即使是勻速繞線,線梭的運動速度也小是均勻的,這就產生了由加速度引起的慣性力矩,影響了繞線張力。線梭的運動速度可看作由兩種速度組成:一是與繞線齒輪上的滑輪速度相等的速度Vo,一是線梭放出導線的用量的速度,前者是常數,后者的計算如下(見圖1)。
余定理和速度、加速度的公式推導計算如下,因為圖片上傳,模糊不清就權當略過了,再說了也是拿來主義的。

所以為了減小線梭加速度,要求:骨架型面H要小,型面盡量靠近繞線齒輪中心即l值小;線梭平徑R應盡量小;繞線速度ω不能太高(這是與提高生產效率相抵觸的)。
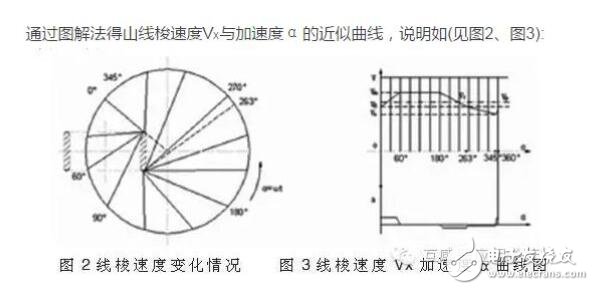
1.當繞線齒輪上的小滑輪處于0°位置時,線梭的速度與小滑輪速度V0相等,當а從0-60°時線梭速度逐漸加快,此時有正的加速度當。=600-180`)范圍時線梭等速運動,速度為Vm》Vo。當а=180°~263°時線梭速度逐漸減小,此時有負的加速度a = 263°線梭速度與滑輪速度V相等,當а=263°~345°時,線梭速度繼續減小,即低于V并有負的加速度,當а=345°時,線梭速度為最小Vo,當а=345°~360°時,線梭速度逐漸上升即有正的加速度。
2.在繞線齒輪為勻速轉動時,線梭速度小會為零,所以摩擦張力機構始終起制動作用,保持導線被拉緊。
3.若Vp為線梭平均線速度; Vo為繞線齒輪上的滑輪線速度;L為電位器一圈導線的俄周長,則
4.當繞線速度ω不大:線梭平徑R較小,電位器型面尺寸H也較小,型面盡量靠近繞線齒輪中心時加速度的變化是小大的,由加速度引起的慣性力矩要小得多,所以影響繞線張力的主要因素是摩擦力矩。我們在繞線機上使用凸輪控制摩擦張力,用以克服速度變化的影響,實踐證明沒什么效果,反而機構復雜制造調整都不方便,通過對張力的分析,設計時應考慮:
(1)盡量減小繞線齒輪和線梭的直徑。
(2)線梭及其傳動部件的轉動慣量應盡量小。
(3)張力機構產生的摩擦力矩要穩定。
(4)機床的起動和轉動應平穩。
環形變壓器繞線機的實際繞線步驟
一、儲線環儲線和繞線說明
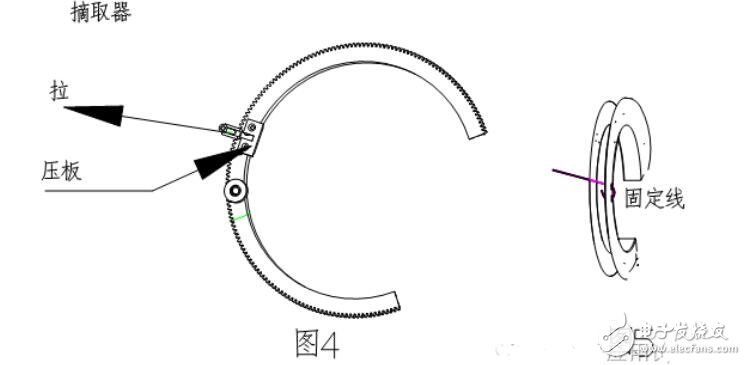
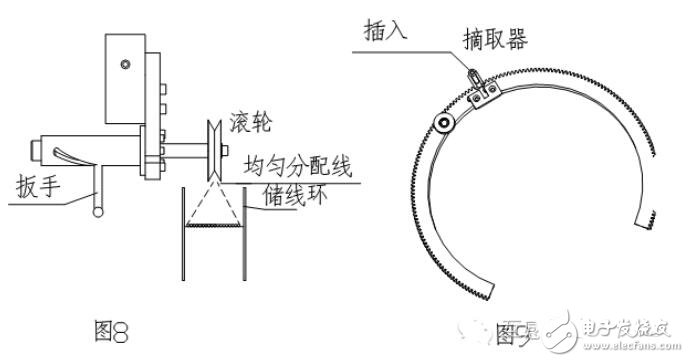
1)取出摘取器(見圖4)
2)固定線頭。線從放線架到繞線機頭頭部滾輪再到儲線環,在儲線環右邊有2個孔用來固定線(見圖5),線開始從儲線環里邊一孔穿出彎曲再從另一孔穿入固定。粗線進行一個簡單的彎曲即可(見圖5)。
3)連接儲線環和梭子。
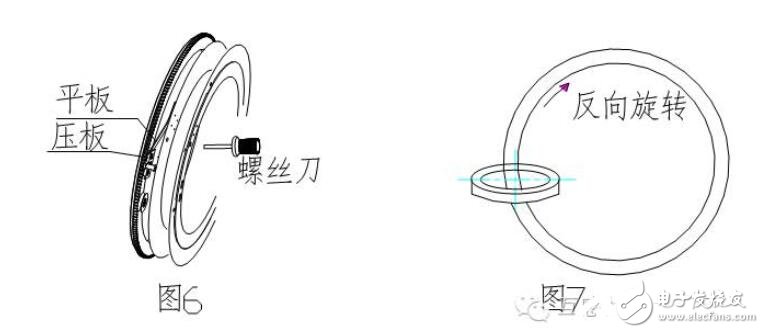
用主軸點動按鈕使梭子上的摘取器轉到操作者的正前方,用螺絲刀穿過儲線環右邊到左邊的孔,使儲線環上的平板卡在梭子摘取器的壓板上(見圖6)。
3)開始儲線。釋放制動張力,按下“儲線”按鈕,然后再按下“啟動”按鈕,用控制面板上的速度旋鈕調節儲線速度,齒輪和儲線環反方向旋轉(見圖7)。移動排線軸上的滾輪使線均勻的分配在儲線環內(見圖8),當儲線匝數到設定匝數時,將自動停機。切斷線。
4)安裝摘取器。
點動機頭正方向旋轉(儲線環上的彈簧片與梭子脫離),使摘取器壓板處于圖9所處的位置。插入摘取器。
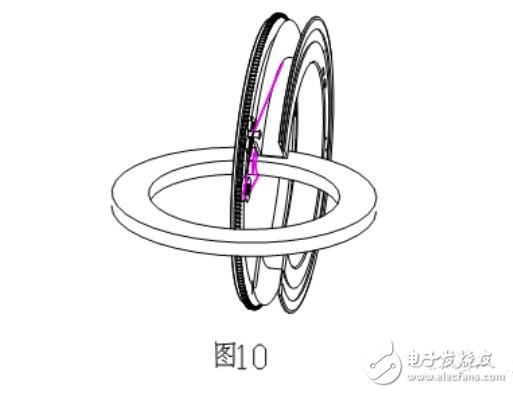
5)、線首先通過梭子上的摘取器,再通過滾輪,固定在線圈上(見圖10)。
6)、通過面板上的排線方向旋鈕(順時針、逆時針)選擇線圈旋轉方向。
7)、按下“繞線”按鈕,再按下“啟動”按鈕,旋轉“調速”按鈕,繞線機開始繞線。
注意:保證手在危險范圍以外,不要觸摸任何轉動部件。注意安全!!
10)、到總匝數后,機器會自動停止。
注意:當工作完成或中斷或操作者離開設備時,請關閉設備電源開關。
二、調節制動張力
1)、在繞線時線張力主要是根據線徑和繞線速度來決定。
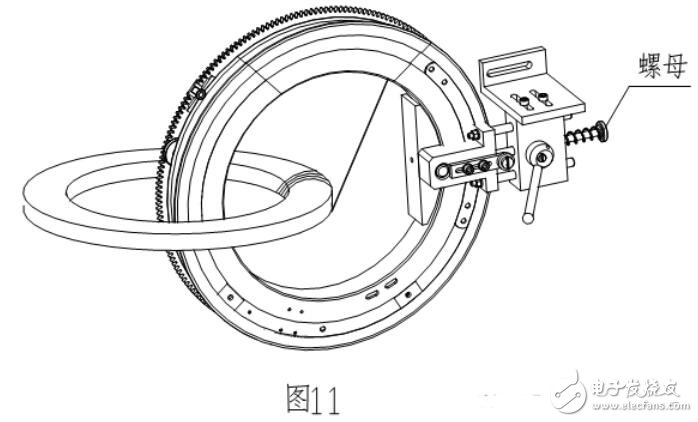
2)、制動張力的大小用張力器后面的螺母來調節(見圖11)。
3)、調節線張力,以保證繞線時不超過其延伸率。
注意:當儲線環轉動時不要觸摸環形線圈。
三、線圈初始位置的確定
由控制面板上的排線點動來確定
四、繞線過程中環形線圈夾緊力的調整
繞線過程中隨著繞線的增加,環形線圈外徑增大,逆時針旋轉小手輪,使壓緊軸與環形線圈夾緊力適當。以防止環形線圈變形及損傷漆包線。
五、繞完后取出線圈
1)、切斷線,取出儲線環內剩余的線。
2)、打開儲線環。
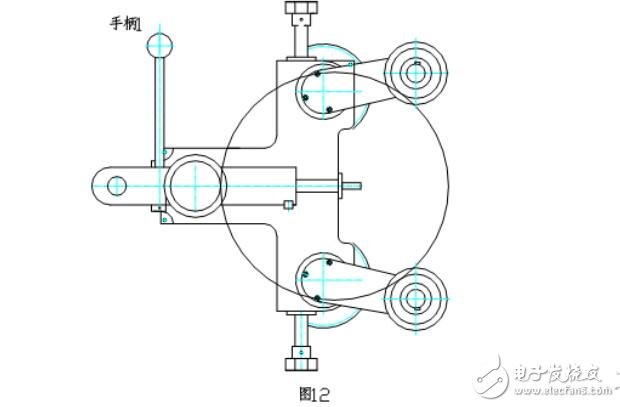
3)、打開手柄1,打開橡膠棍,將繞好的線圈從設備中取出(見圖12)。
4)、當從設備中取出線圈時,請注意不要劃傷漆包線。
5)、閉合儲線環。
環形變壓器在繞線中,對焊點有什么要求?
答:
(1)厚度小于1.7mm的扁銅線采用搭焊,搭頭部分銼成契形,用銀銅焊接;(焊條采用15%銀的銀銅焊條,提高其電阻率。)大于1.7mm的采用對焊。
(2)焊接處要牢固緊密,接頭要挫平砂光;
(3)焊頭不能在換位處,也不能在梳齒間;
(4)多根導線的焊接應該相互錯開,錯開距離在80mm以上;
(5)任何焊頭必須距出頭和分接頭2根撐條之外;
(6)多根并繞每根焊接不得超過1處,焊接根數不能超過該繞組的并繞導線根數的1/2,6根以上根數并繞的,焊接根數不能大于1/3根數,而且接頭要錯開;
(7)不允許有銅屑落在繞組中。