
螺栓自動(dòng)擰緊技術(shù)工作原理
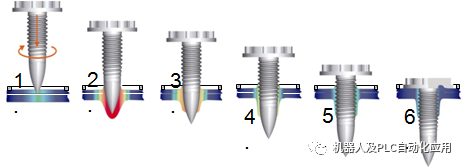
第一步:刀頭嚙合螺絲階段(對(duì)應(yīng)step1,step2)
第二步:流鉆鉆孔階段(對(duì)應(yīng)step3,step4,)
第三步:攻絲擰入階段(對(duì)應(yīng)step 6)
第四步:擰緊階段(對(duì)應(yīng)step 7)
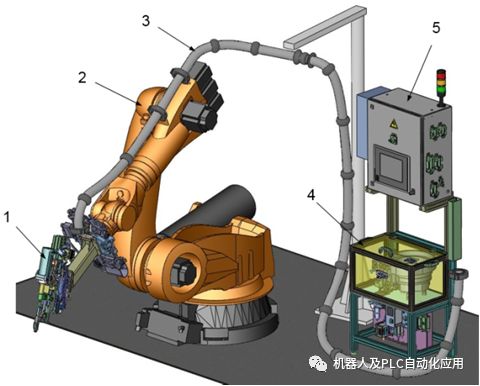
螺栓自動(dòng)擰緊設(shè)備主要由螺栓擰緊設(shè)備,送料器,控制器,鏈接機(jī)構(gòu)組成 。
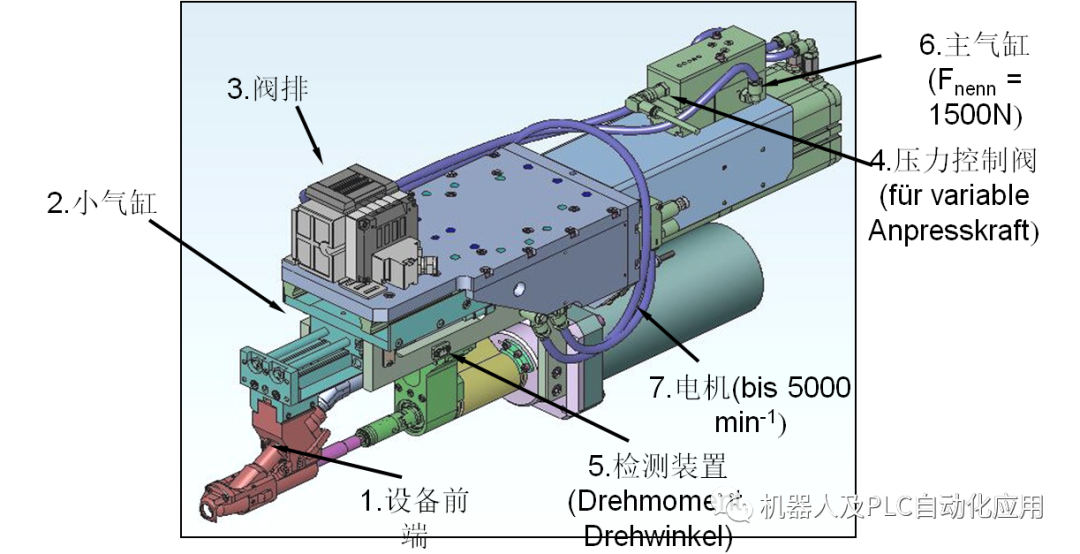
1.螺栓擰緊設(shè)備(將螺釘擰緊在工件中)
2.機(jī)器人(通過(guò)連接機(jī)構(gòu)將擰緊設(shè)備固定于機(jī)器人上)
3.送釘管束
4.送料器(將螺栓送到擰緊設(shè)備)
5.控制器(使擰緊設(shè)備按程序執(zhí)行并在整個(gè)過(guò)程中監(jiān)控?cái)Q緊參數(shù))
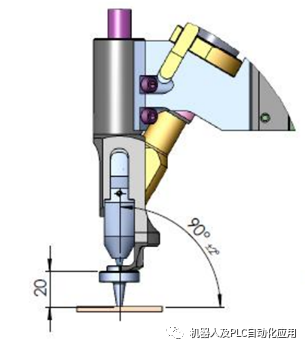
編程機(jī)器人軌跡位置槍頭 在原位時(shí)垂直距離工件20mm。
| 主要參數(shù)名稱(chēng) | 參數(shù)過(guò)大對(duì)質(zhì)量的影響 | 圖片展示 | 參數(shù)過(guò)小對(duì)質(zhì)量的影響 | 圖片展示 |
| 扭矩M |
1.螺釘擰折 2.螺紋禿扣,螺釘達(dá)不到力矩要求。 |
 |
擰緊完成后螺釘原片和加工材料間有間隙。 |
 |
| 轉(zhuǎn)速n | 制作不出標(biāo)準(zhǔn)螺紋,加工工件連接不牢松動(dòng)、歪斜。 |
 |
1.擰緊時(shí)不能產(chǎn)生足夠的熱量使螺釘穿透母材 2.制作不出標(biāo)準(zhǔn)螺紋,加工工件連接不牢。 |
 |
| 軸向力F | 制作不出標(biāo)準(zhǔn)螺紋,加工工件連接不牢。 |
 |
1.擰緊時(shí)不能產(chǎn)生足夠的熱量使螺釘穿透母材 2.制作不出標(biāo)準(zhǔn)螺紋,加工工件連接不牢。 |
|
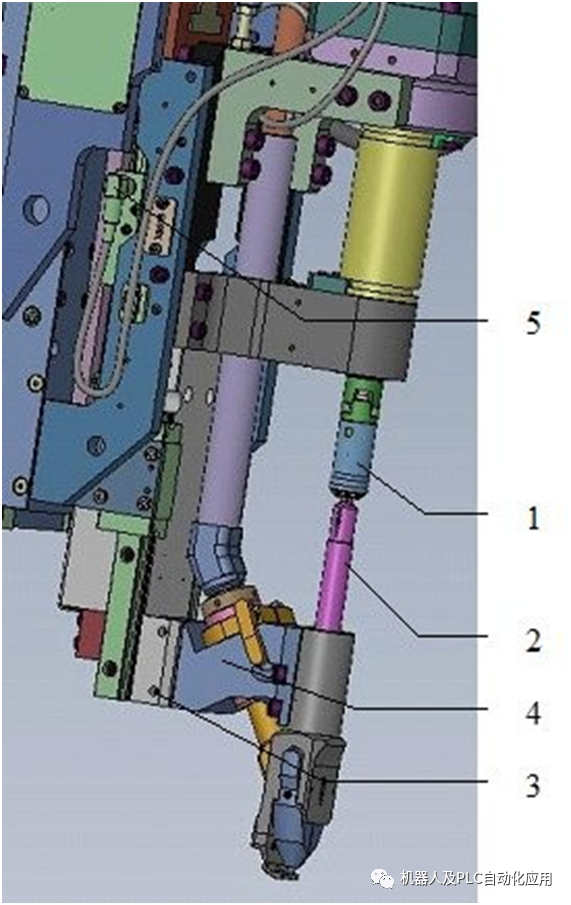
更換動(dòng)態(tài)傳感器
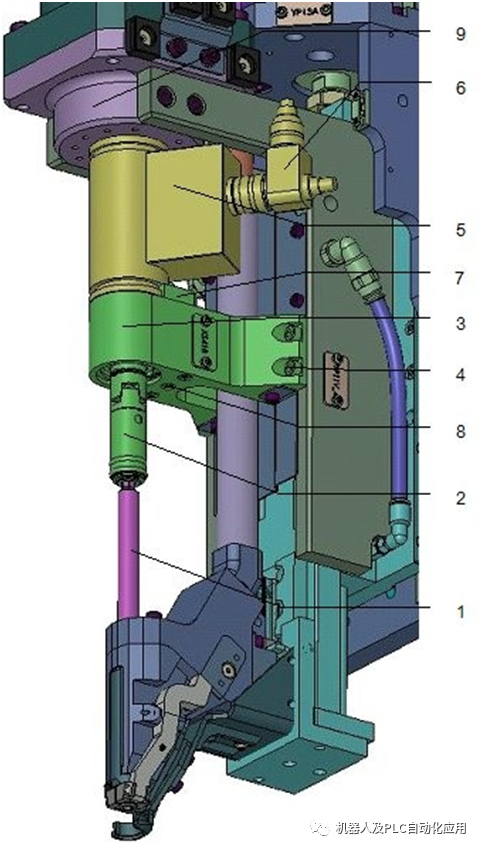
1?????把螺絲刀(完整)
2????? ?快換夾頭
3????? ?支撐塊
4????? M5x 10 圓柱頭螺釘 (4x)
5????? ?帶外部方形插頭連接的動(dòng)態(tài)傳感器
6????? ?連接電纜
7????? ?夾緊件
8????? ?個(gè) M4 x 45 圓柱頭螺釘 (3x) ?帶外部 - 方形插頭連接的電機(jī)適配器模塊n
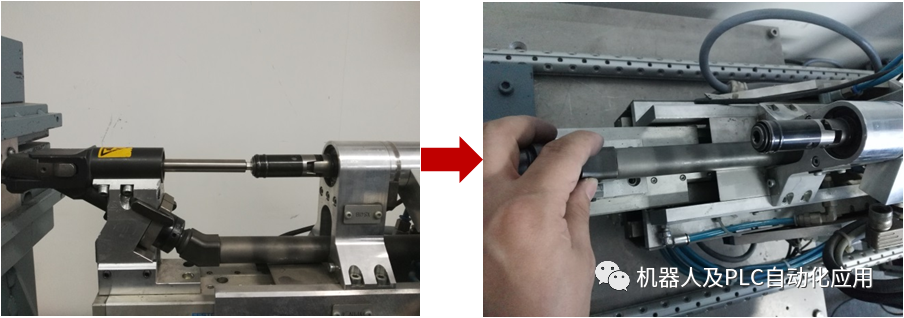
??將快速更換襯里 (2)向下拉,然后將螺絲刀 (1) 向下從進(jìn)料頭中取出。
??松開(kāi)連接電纜(6)。
??松開(kāi)圓柱頭螺釘 (4)并卸下帶有傳感器的支撐塊,確保電機(jī)適配器模塊不會(huì)使正方形傾斜。
??松開(kāi)圓柱頭螺釘(8),拆下夾緊件(7) 并沿軸向向上拆下?lián)Q能器,確保正方形不會(huì)被換能器傾斜。
? 檢查方形連接是否磨損。
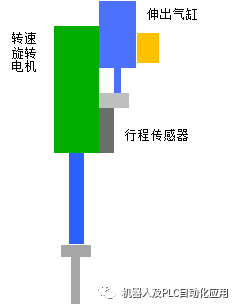
? 更換模擬位置傳感器: 更換模擬位置變送器時(shí),請(qǐng)按以下步驟操作:
?? 斷開(kāi)螺絲刀裝置的壓縮空氣和電源。
?? 松開(kāi)模擬位置變送器上的鎖緊螺母 (5) 并取下插頭和電纜。
?? 松開(kāi)位置變送器 (8)上的固定螺釘。
?? 位置發(fā)射器可以從插槽中取出。
?? 將位置發(fā)射器插入插槽.
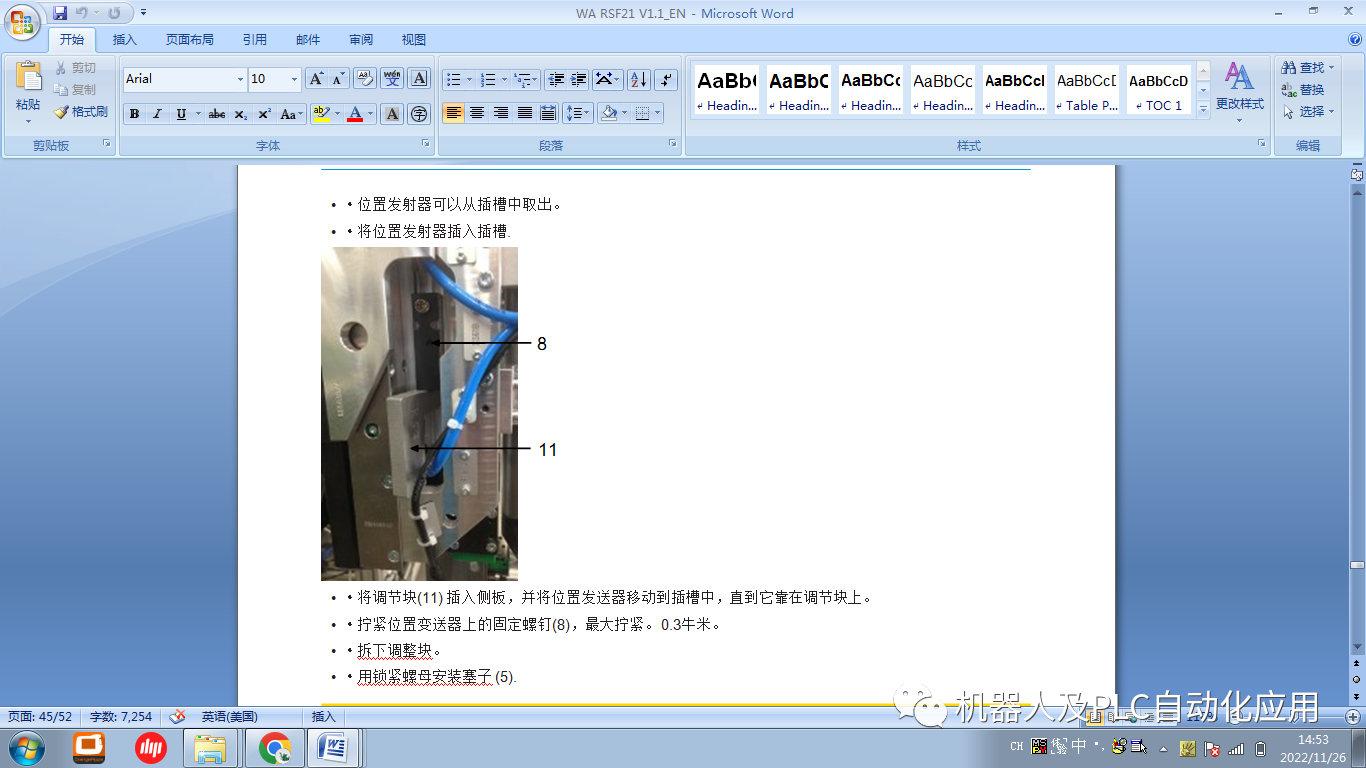
?? 將調(diào)節(jié)塊(11) 插入側(cè)板,并將位置發(fā)送器移動(dòng)到插槽中,直到它靠在調(diào)節(jié)塊上。
?? 擰緊位置變送器上的固定螺釘(8),最大擰緊。 0.3牛米。
?? 拆下調(diào)整塊。
?? 用鎖緊螺母安裝塞子 (5).
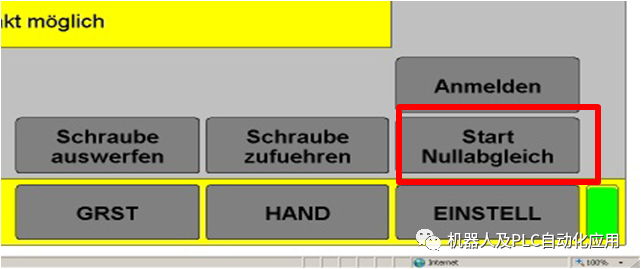
MAKRO540 -開(kāi)始擰螺絲-
MAKRO541–螺絲被噴出-
MAKRO542–零點(diǎn)校正-
FDS的USE應(yīng)用
TECH3_ FDS Zange =Nr1 ProgNr = 21 Fzg-Typ = 61 Weg = 10 [1/10 mm] PktNr_SPS = 1 EIN
P1???? 第幾號(hào)FDS
P2 ????程序號(hào) A2401-2416?
P3???? 類(lèi)型號(hào)A2393-2400
P4
P5
P6???? ?A97-112?? -進(jìn)程號(hào)-用于選擇點(diǎn)號(hào)停止
P7???? =true? 開(kāi)啟USER
MAKRO? 541??? 螺絲被噴出
A209 = EIN?????????
?- - -啟動(dòng)工具
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS E2369 & !E2370 & E2375 & E2376& E2390 + T10
?E2369準(zhǔn)備就緒- !E2370節(jié)能模式已開(kāi)啟- E2375相位監(jiān)測(cè)i.O.- E2376基本位置 -E2390沒(méi)有通用報(bào)警
F672 = T10
WARTE BIS E2369 & !E2370 & E2375 & E2376& E2390
F672 = AUS
A2382 = EIN???? 開(kāi)始噴出螺絲
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS E2382 + T10??螺絲噴出,槍頭無(wú)釘
F672 = T10
WARTE BIS E2382螺絲噴出,槍頭無(wú)釘
F672 = AUS
A2382 = AUS?? 關(guān)閉噴出螺絲
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS E2376 & E2369 + T10
F672 = T10
WARTE BIS E2376 & E2369 E2369準(zhǔn)備就緒-E2376基本位置
F672 = AUS
A209 = AUS
--------------
零位校準(zhǔn)通過(guò)以下步驟執(zhí)行:
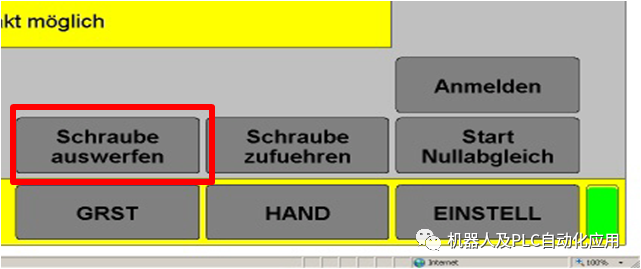
?通過(guò)接口或使用鑰匙開(kāi)關(guān)取消“自動(dòng)信號(hào)”。
?手動(dòng)從吹嘴上取下螺絲或按下“彈出螺絲”按鈕。
?將螺絲刀系統(tǒng)移動(dòng)到參考板上方的平面上。螺絲刀系統(tǒng)最多可位于參考板上方 20 毫米處。
?單擊“開(kāi)始?xì)w零”按鈕執(zhí)行歸零校準(zhǔn)。螺絲刀的主滑塊伸出。喉舌和螺絲刀工具平行接觸參考板。
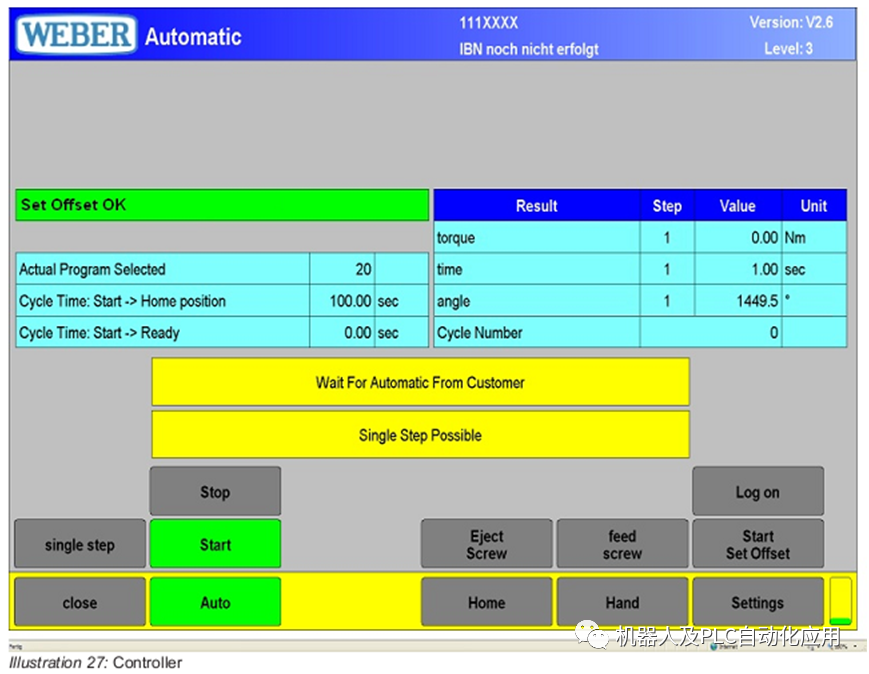
如果控制器發(fā)出零校準(zhǔn)成功的信號(hào),則零校準(zhǔn)已成功執(zhí)行。
零點(diǎn)從當(dāng)前位置沿螺絲刀系統(tǒng)方向移動(dòng)了壓盤(pán)的量。因此,螺紋拉拔的尺寸可以直接用于目標(biāo)深度的參數(shù)化。自動(dòng)考慮頭部高度。
MAKRO? 542???
零點(diǎn)校正
吐定后才能進(jìn)行焊槍位置校正
A209 = EIN
t10 ( EIN ) = -20[1/10Sek]??? -設(shè)置超時(shí)
WARTE BIS E2369 & !E2370 & E2375 & E2376& E2390 + T10
?E2369準(zhǔn)備就緒- !E2370節(jié)能模式已開(kāi)啟- E2375相位監(jiān)測(cè)i.O.- E2376基本位置 -E2390沒(méi)有通用報(bào)警
F672 = T10??? 超時(shí)報(bào)警
WARTE BIS E2369 & !E2370 & E2375 & E2376& E2390
F672 = AUS
A2381 = EIN?? ------開(kāi)始校正零
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS E2369 & E2376 & E2379 + T10
F672 = T10
WARTE BIS E2369 & E2376 & E2379 E2369準(zhǔn)備就緒-E2376基本位置 -E2379螺紋連接結(jié)果i.O.
F672 = AUS
A2381 = AUS? ------關(guān)閉校正零點(diǎn)
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS E2376 & E2369 + T10
F672 = T10
WARTE BIS E2376 & E2369 E2369準(zhǔn)備就緒-E2376基本位置?
F672 = AUS
A209 = AUS
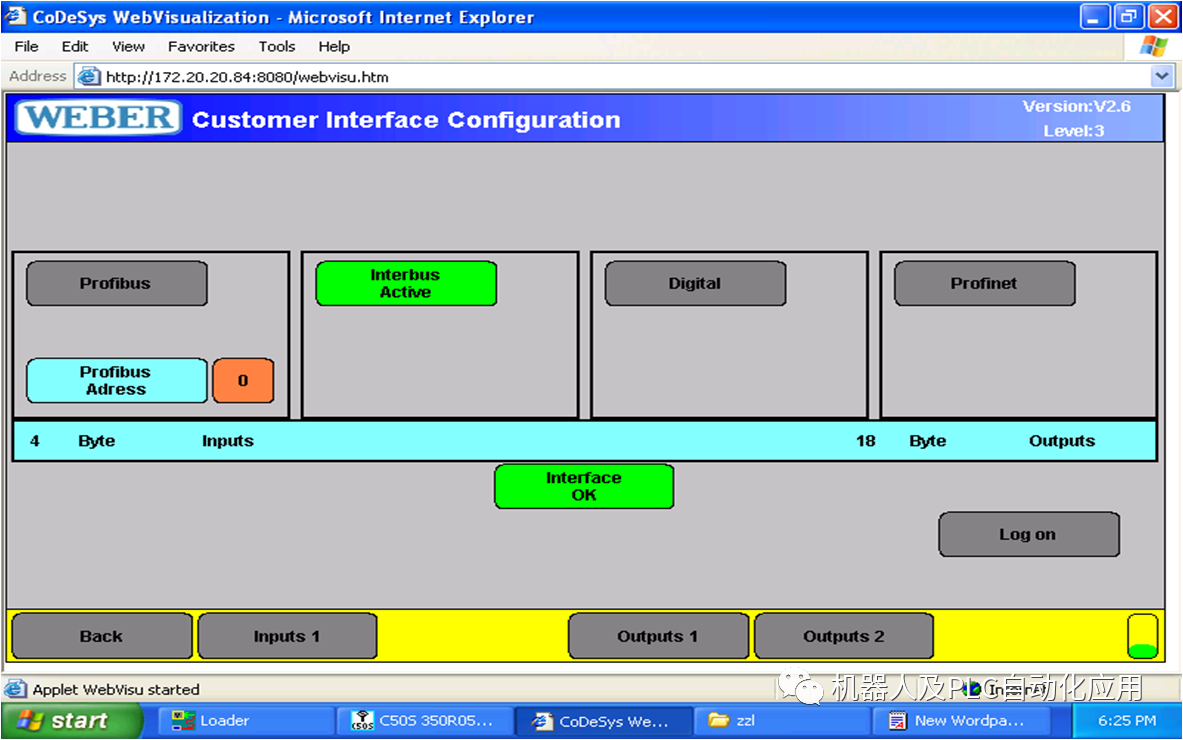
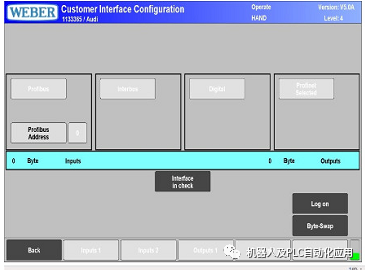
按“界面”按鈕,您會(huì)到達(dá)“客戶(hù)界面配置”頁(yè)面

在這里,通過(guò)按下按鈕“Profibus”、“Interbus”、“Digital”或“Profinet”,您可以選擇相應(yīng)的接口。
選擇界面后,在該按鈕上添加“已選擇”。
選擇 Profibus 接口時(shí),在接口檢查之前,必須分配螺絲刀控制器的 Profibus 地址(設(shè)置 Profibus 地址)。
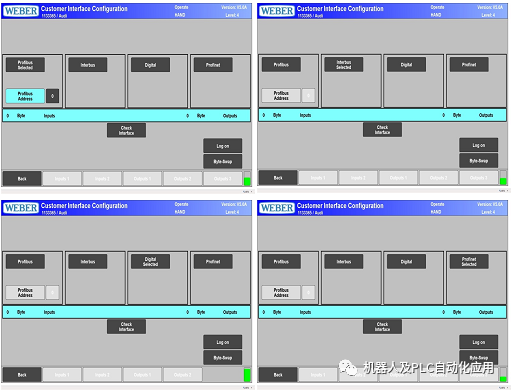
通過(guò)選擇一個(gè)接口,“選擇接口”按鈕被標(biāo)記為“檢查接口”。
通過(guò)按下按鈕,檢查所選接口是否實(shí)際可用。
在檢查期間,選擇按鈕被停用,并且“檢查接口”按鈕被標(biāo)記為“檢查中的接口”。
成功檢查接口后,所選接口按鈕也標(biāo)記為“活動(dòng)”。
此外,接口檢查按鈕上的文本“Interface OK”表明檢查成功。
此頁(yè)面還顯示了相應(yīng)界面中可能的最大輸入字節(jié)數(shù)(從客戶(hù)的角度來(lái)看,輸出)和輸出字節(jié)(從客戶(hù)的角度來(lái)看,輸入)。
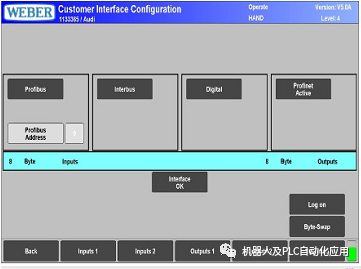
如果所選接口不可用,接口檢查將產(chǎn)生錯(cuò)誤消息。以下消息可能顯示為錯(cuò)誤:
? “未找到選定的客戶(hù)界面”
?- 當(dāng)以下接口之一Wasselected :( PROFIBUS,INTERBUS或PROFINET)時(shí),會(huì)出現(xiàn)此消息。
? “配置與硬件不符”
?- 選擇數(shù)字接口時(shí),會(huì)出現(xiàn)此消息,并且不可用。
審核編輯:劉清