` 本帖最后由 eehome 于 2013-1-5 10:00 編輯
應(yīng)用無鉛焊接后,焊咀壽命會(huì)大幅縮短! 如何對(duì)烙鐵頭進(jìn)行的正確維護(hù)及延長壽命? 一般焊咀結(jié)構(gòu),內(nèi)部主要由銅制成,外面會(huì)鍍上鐵
2012-11-16 17:47:17
;nbsp; 7711/21(無鉛手工焊接返工返修要求) 主辦單位:上海耀谷管理咨詢有限公司聯(lián)系方式
2009-06-08 21:13:30
Sn-Pb共晶焊錫高大約34~44℃,這樣電烙鐵鐵頭的溫度設(shè)定也要比較高;③烙鐵頭的使用壽命變短;④烙鐵頭氧化;在使用無鉛焊錫時(shí),有時(shí)會(huì)造成烙鐵頭表明黑色化,失去上錫能力而導(dǎo)致焊接作業(yè)中止。在以下
2017-08-28 09:25:01
的影響較小,因?yàn)樽畲蠡亓骱?b class="flag-6" style="color: red">溫度可能會(huì)比較低。 3)取決于PCB層壓材料。某些PCB (特別是大型復(fù)雜的厚電路板)根據(jù)層壓材料的屬性,可能會(huì)由于無鉛焊接溫度較高,而導(dǎo)致分層、層壓破裂、Cu裂縫、CAF
2018-09-14 16:11:05
無鉛焊接和焊點(diǎn)的主要特點(diǎn) (1) 無鉛焊接的主要特點(diǎn) (A)高溫、熔點(diǎn)比傳統(tǒng)有鉛共晶焊料高34℃左右。 (B)表面張力大、潤濕性差。 (C)工藝窗口小,質(zhì)量控制難度大。 (2) 無鉛焊點(diǎn)
2018-09-11 16:05:50
本帖最后由 gk320830 于 2015-3-7 14:01 編輯
無鉛焊接和焊點(diǎn)的主要特點(diǎn)無鉛焊接和焊點(diǎn)的主要特點(diǎn) (1) 無鉛焊接的主要特點(diǎn) (A)高溫、熔點(diǎn)比傳統(tǒng)有鉛共晶焊料高34
2013-10-10 11:39:54
Sn/Pb高,無鉛焊點(diǎn)的變形比Sn/Pb焊點(diǎn)小,但是這些并不等于無鉛的可靠性好。由于無鉛焊料的潤濕性差,因此空洞、移位、立碑等焊接缺陷比較多,另外由于熔點(diǎn)高,如果助焊劑的活化溫度不能配合高熔點(diǎn),由于
2009-04-07 17:10:11
鉛合金的浸潤性差,要求助焊劑提高活性和活化溫度。無論在有鉛還是無鉛再流焊接中,助焊劑侵潤區(qū)都是控制焊接質(zhì)量的關(guān)鍵區(qū)域。助焊劑中的主要成分是松香脂,而松香的主要成分是松香酸,其熔點(diǎn)為74℃,在170
2017-07-03 10:16:07
無鉛焊接技術(shù)的現(xiàn)狀:無鉛焊料合金成分的標(biāo)準(zhǔn)化目前還沒有明確的規(guī)定。IPC等大多數(shù)商業(yè)協(xié)會(huì)的意見:鉛含量
2011-08-11 14:22:24
無鉛焊接材料選擇原則現(xiàn)今無論是出于環(huán)保或者節(jié)能的要求,還是技術(shù)方面的考慮,無鉛化越來越成為眾多PCB廠家的選擇。 然而就無鉛替代物而言,現(xiàn)在并沒有一套獲得普遍認(rèn)可的規(guī)范,經(jīng)過與該領(lǐng)域眾多專業(yè)人士
2009-04-07 16:35:42
焊錫中,導(dǎo)致烙鐵頭表面鍍層鐵的流失,最后的現(xiàn)象是烙鐵頭穿孔.鉛有抑制這種合金產(chǎn)生的作用的速度,當(dāng)然不能完全杜絕.另外,無鉛焊錫中錫的成分越高,腐蝕越嚴(yán)重;溫度越高,腐蝕越快.這就是為什么無鉛焊接烙鐵頭比
2010-12-28 21:05:56
無鉛焊接的起源:由于環(huán)境保護(hù)的要求,特別是ISO14000的導(dǎo)入,世界大多數(shù)國家開始禁止在焊接材料中使用含鉛的成分。 日本在2004年禁止生產(chǎn)或銷售使用有鉛材料焊接的電子生產(chǎn)設(shè)備。歐美在2006年
2011-08-11 14:21:59
熔點(diǎn)為183℃、焊接溫度為350℃,無鉛焊絲熔點(diǎn)為220℃、焊接溫度為390℃。選擇無鉛焊料的原則是:熔點(diǎn)盡可能低、結(jié)合強(qiáng)度高、化學(xué)穩(wěn)定性強(qiáng)。人們先后研究過許多錫基合金,發(fā)現(xiàn)Sn-3.5Ag是眾多無鉛
2017-08-09 11:05:55
必須經(jīng)這一個(gè)痛苦的學(xué)習(xí)期來解決所 遇到的問題,工盡快應(yīng)用該制程,時(shí)間已經(jīng) 所省不多,現(xiàn)在所使用的許多爐子被設(shè)計(jì)成高不超出3000C的作業(yè)溫度,對(duì)于無鉛焊料或非共溶點(diǎn)焊錫(用于BGA,雙面板等來講,則需
2014-12-11 14:31:57
無鉛對(duì)元器件的要求與影響無鉛焊接,對(duì)元器件提出了更高的要求,最根本的原因在于焊接溫度的提高。傳統(tǒng)錫鉛共晶焊料的熔點(diǎn)為183℃,而目前得到普遍認(rèn)可與廣泛采用的錫銀銅(SAC)無鉛焊料的熔點(diǎn)大約為217
2010-08-24 19:15:46
定情況為了更好地配合中國RoHS的實(shí)施,在原信息產(chǎn)業(yè)部成立“電子信息產(chǎn)品污染控制標(biāo)準(zhǔn)工作組”之初,就在工作組的領(lǐng)導(dǎo)下分別成立了“限量與檢測(cè)”、“標(biāo)識(shí)與認(rèn)證”與“無鉛焊接”等三個(gè)標(biāo)準(zhǔn)起草項(xiàng)目組。其中“無鉛焊接”全文下載
2010-04-24 10:08:34
可用來防止金流失。 另一種低熔點(diǎn)無鉛焊錫是58Bi/42Sn。如果我們看看Sn/Bi合金的金相圖,會(huì)發(fā)現(xiàn)其熔點(diǎn)在138° C。鉍用于焊接合金中以達(dá)到低的焊接溫度,但該合金一般顯示出差的液化特性。 表
2010-08-18 19:51:30
; ④ 烙鐵頭的氧化<br/> 在使用無鉛焊錫時(shí),有時(shí)會(huì)造成烙鐵頭表面黑色化,失去上錫能力而導(dǎo)致焊接作業(yè)中止。<br/> ◆烙鐵頭溫度設(shè)定
2009-08-12 00:24:02
` 無鉛環(huán)保焊錫絲的工藝特點(diǎn) 無鉛環(huán)保焊錫絲由于使用了無鉛焊料替代傳統(tǒng)的錫鉛共晶焊料,,使得無鉛環(huán)保焊錫絲的工藝具有顯著不同的特點(diǎn)。首先,焊接工藝的溫度顯著提升,工藝窗口急劇縮小。目前普遍使用的無
2016-05-12 18:27:01
氧化而產(chǎn)生此類現(xiàn)象。(2)上錫后焊點(diǎn)為灰暗,這種情況必須堅(jiān)持定期檢驗(yàn)無鉛錫線內(nèi)的金屬成分是否達(dá)標(biāo);另外有機(jī)酸類的助焊劑在熱的表面上或殘留過久也會(huì)產(chǎn)生某種程度的灰暗色時(shí)建議在焊接后立刻清洗。綜合
2022-03-11 15:09:44
產(chǎn)品的可靠性。焊接質(zhì)量是電子產(chǎn)品質(zhì)量的關(guān)鍵。因此,掌握熟練焊接操作技能對(duì)于生產(chǎn)一線的技術(shù)人員是十分重要的。本單元主要介紹錫鉛焊接的基礎(chǔ)知識(shí)、焊料和焊劑的選用、手工焊接技術(shù)和自動(dòng)焊接技術(shù)等內(nèi)容。并安排了焊接訓(xùn)練。[hide] [/hide]
2009-09-15 08:40:46
焊錫絲的焊接效果的好壞,電烙鐵的選擇很重要。因?yàn)楹稿a絲的上錫主要是靠烙鐵頭的溫度使其融化以達(dá)到最終焊接的目的。 1.焊錫絲要有好的焊接效果必須選擇最合適的烙鐵頭焊接。 根據(jù)電路板的設(shè)計(jì)不同和不同產(chǎn)
2016-11-07 13:48:46
性焊接應(yīng)運(yùn)而生,成為經(jīng)濟(jì)而有效地完成剩余插裝件的焊接方法,而且與將來的無鉛焊接完全兼容。 選擇性焊接的工藝特點(diǎn) &
2009-04-07 17:17:49
含鉛型號(hào)的焊接溫度是多少?只能查到無鉛是260℃,謝謝。
2023-12-26 08:05:30
`請(qǐng)問BGA焊接溫度控制重要性有哪些?`
2020-03-26 16:41:56
我們?cè)?b class="flag-6" style="color: red">焊接TMS320DM642AZNZ時(shí)采用無鉛焊接曲線,熔點(diǎn)溫度217,校正多次錫球還是融化不好,造成虛焊,求助該芯片的焊接曲線,謝謝
2018-06-21 14:49:55
、理論知識(shí)
1 、元器件的基礎(chǔ)知識(shí);
2 、焊接的基礎(chǔ)知識(shí);
3 、手工焊接操作的技巧
4 、手工焊接的工具及焊接步驟 ;
5 、焊點(diǎn)的驗(yàn)收標(biāo)準(zhǔn)以及無鉛返修方式
6 、了解手工焊接不良習(xí)慣以及預(yù)防措施;
7
2009-06-23 11:03:52
;nbsp; 7711/21B(無鉛手工焊接返工返修要求) &
2009-02-13 15:22:10
哪些?【解密專家+V信:icpojie】1.選擇適當(dāng)?shù)牟牧虾头椒ㄔ赑CB無鉛焊接工藝中,焊接材料的選擇是最具挑戰(zhàn)性的。因?yàn)閷?duì)于無鉛焊接工藝來說,無鉛焊料、焊膏、助焊劑等材料的選擇是最關(guān)鍵的,也是最困難
2017-05-25 16:11:00
影響的問題,選擇焊接還能夠與將來的無鉛焊兼容,這些優(yōu)點(diǎn)都使得選擇焊接的應(yīng)用范圍越來越廣。麥|斯|艾|姆|P|CB樣板貼片,麥1斯1艾1姆1科1技全國1首家P|CB樣板打板 選擇性焊接的工藝特點(diǎn) 可通過
2013-09-13 10:25:12
的無鉛焊兼容,這些優(yōu)點(diǎn)都使得選擇焊接的應(yīng)用范圍越來越廣。選擇性焊接的工藝特點(diǎn)可通過與波峰焊的比較來了解選擇性焊接的工藝特點(diǎn)。兩者間最明顯的差異在于波峰焊中PCB的下部完全浸入液態(tài)焊料中,而在選擇性焊 接
2017-10-31 13:40:44
,而且與將來的無鉛焊接完全兼容。 選擇性焊接的工藝特點(diǎn) 可通過與波峰焊的比較來了解選擇性焊接的工藝特點(diǎn)。兩者間最明顯的差異在于波峰焊中PCB的下部完全浸入液態(tài)焊料中,而在選擇性焊接中,僅有部分特定
2012-10-17 15:58:37
件的焊接方法,而且與將來的無鉛焊接完全兼容。 選擇性焊接的工藝特點(diǎn) 可通過與波峰焊的比較來了解選擇性焊接的工藝特點(diǎn)。兩者間最明顯的差異在于波峰焊中PCB的下部完全浸入液態(tài)焊料中,而在選擇性焊接中
2012-10-18 16:32:47
應(yīng)用中都可以在回流焊接之后采用選擇焊接。這將成為經(jīng)濟(jì)而有效地完成剩余插裝件的焊接方法,而且與將來的無鉛焊接完全兼容。 選擇性焊接的工藝特點(diǎn) 可通過與波峰焊的比較來了解選擇性焊接的工藝特點(diǎn)。兩者間
2012-10-18 16:26:06
夠與將來的無鉛焊兼容,這些優(yōu)點(diǎn)都使得選擇焊接的應(yīng)用范圍越來越廣。 選擇性焊接的工藝特點(diǎn) 可通過與波峰焊的比較來了解選擇性焊接的工藝特點(diǎn)。兩者間最明顯的差異在于波峰焊中PCB的下部完全浸入液態(tài)焊料中,而在
2018-09-14 11:28:22
的國家和地區(qū)實(shí)施了限制鉛含量的法規(guī)。無鉛焊接已成為電子制造業(yè)的趨勢(shì),其優(yōu)點(diǎn)是環(huán)保、無毒,但焊接溫度較高,對(duì)設(shè)備和工藝要求更嚴(yán)格。 七、BGA焊接 BGA焊接(Ball Grid Array
2023-04-11 15:40:07
的浸潤性要比有鉛的差一點(diǎn)。2、有鉛中的鉛對(duì)人體有害,而無鉛就沒有。有鉛共晶溫度比無鉛要低。具體多少要看無鉛合金的成份, 像SNAGCU的共晶是217度,焊接溫度是共晶溫度加上30~50度。要看實(shí)際調(diào)整。有
2019-04-25 11:20:53
的無鉛焊接完全兼容。 選擇性焊接的工藝特點(diǎn) 可通過與波峰焊的比較來了解選擇性焊接的工藝特點(diǎn)。兩者間最明顯的差異在于波峰焊中PCB的下部完全浸入液態(tài)焊料中,而在選擇性焊接中,僅有部分特定區(qū)域與焊錫波
2018-09-10 16:50:02
。2、有鉛中的鉛對(duì)人體有害,而無鉛就沒有。有鉛共晶溫度比無鉛要低。具體多少要看無鉛合金的成份啊,像SNAGCU的共晶是217度,焊接溫度是共晶溫度加上30~50度。要看實(shí)際調(diào)整。有鉛共晶是183度
2019-10-17 21:45:29
有鉛工藝和無鉛工藝的區(qū)別有鉛工藝和無鉛工藝之間的差別到底在哪里?價(jià)格差那么大,對(duì)生產(chǎn)的影響到底體現(xiàn)在哪些方面?該如何選擇?在傳統(tǒng)的印刷電路板組裝的焊錫工藝中,一般采用錫鉛焊料(Sn-Pb),其中鉛
2016-05-25 10:08:40
無鉛工藝和有鉛工藝技術(shù)特點(diǎn)對(duì)比表: 類別無鉛工藝特點(diǎn)有鉛工藝特點(diǎn) 焊料合金焊料合金成分有多種焊料合金可供選擇,目前逐步同意為Sn96.5Ag3Cu0.5(SAC305);最好回流焊接和波峰焊接都選擇
2016-05-25 10:10:15
無鉛工藝和有鉛工藝技術(shù)特點(diǎn)對(duì)比表:類別無鉛工藝特點(diǎn)有鉛工藝特點(diǎn)焊料合金焊料合金成分有多種焊料合金可供選擇,目前逐步同意為Sn96.5Ag3Cu0.5(SAC305);最好回流焊接和波峰焊接都選擇同一
2016-07-14 11:00:51
有鉛無鉛溫度不同,一般有八個(gè)溫度區(qū),從進(jìn)到出溫度不同,溫度敏感器件單獨(dú)焊接,
2023-10-30 09:01:47
的溫度差別小)。大多數(shù)今天的熱風(fēng)/氮?dú)鈱?duì)流爐能夠焊接無鉛合金。可是,紅外燈的爐子將很可能需要取代,因?yàn)榘迳系募訜峋鶆蛐阅懿詈?b class="flag-6" style="color: red">溫度差別大。 對(duì)于波峰焊接工藝,轉(zhuǎn)變到無鉛也將影響大多數(shù)機(jī)器參數(shù)。對(duì)于這個(gè)
2018-08-24 16:48:14
ZIF,可在0.3,0.5,1.0, 和1.25mm的中線現(xiàn)有錫鉛或無鉛表面貼裝,四洞,垂直和直角可用的棧頂或底部接觸。熱壓焊機(jī)的優(yōu)勢(shì):1、機(jī)器作業(yè),可提高焊接效率,減少一半的焊接操作工;2、焊接
2018-11-28 11:15:06
無鉛助焊劑要適應(yīng)無鉛合金的高溫、潤濕性差等特點(diǎn),采取提高活化溫度(耐高溫)和活性的措施,工藝上也要根據(jù)焊點(diǎn)合金的熔點(diǎn)及助焊劑的活化溫度正確設(shè)置溫度曲線。如果控制不當(dāng)會(huì)影響可焊性,造成過多的焊接缺陷
2016-08-03 11:11:33
要及時(shí)。(5)自動(dòng)休眠的功能,該功能能夠有效延長烙鐵頭的壽命。(6)數(shù)碼顯示溫度的功能,方便對(duì)溫度進(jìn)行調(diào)節(jié)。在對(duì)無鉛焊臺(tái)有了詳細(xì)的了解之后,在眾多的品牌中該如何選擇購買呢~?在此小編想為大家推薦谷德海
2020-08-24 18:33:30
三百度,過波峰溫度就需要控制在二百六十度,回流溫度在二百六十到二百七十度。鉛會(huì)提高錫在焊接過程中的活性。有鉛錫線呢,在對(duì)比無鉛錫線情況下要好用,而且無鉛噴錫要比有鉛噴錫熔點(diǎn)高,焊接點(diǎn)會(huì)牢固很多。轉(zhuǎn)自 網(wǎng)絡(luò)資源
2018-08-02 21:34:53
選擇性焊接的工藝特點(diǎn) 可通過與波峰焊的比較來了解選擇性焊接的工藝特點(diǎn)。兩者間最明顯的差異在于波峰焊中PCB的下部完全浸入液態(tài)焊料中,而在選擇性焊接中,僅有部分特定區(qū)域與焊錫波接觸。由于PCB本身就是
2018-06-28 21:28:53
。2、有鉛中的鉛對(duì)人體有害,而無鉛就沒有。有鉛共晶溫度比無鉛要低。具體多少要看無鉛合金的成份啊,像SNAGCU的共晶是217度,焊接溫度是共晶溫度加上30~50度。要看實(shí)際調(diào)整。有鉛共晶是183度
2018-10-29 22:15:27
。2、有鉛中的鉛對(duì)人體有害,而無鉛就沒有。有鉛共晶溫度比無鉛要低。具體多少要看無鉛合金的成份啊,像SNAGCU的共晶是217度,焊接溫度是共晶溫度加上30~50度。要看實(shí)際調(diào)整。有鉛共晶是183度
2018-10-17 22:06:33
【摘要】:在電子裝聯(lián)工藝中,手工焊接一直是不可缺少的操作手段,電烙鐵是手工焊接的主要工具。通過工程實(shí)踐,分析了電烙鐵閑置溫度與焊接溫度的關(guān)系,焊接過程電烙鐵和焊點(diǎn)的溫度變化等情況。【關(guān)鍵詞】:手工
2012-08-11 14:23:50
選擇性焊接的流程包括哪些?選擇性焊接工藝有哪幾種?
2021-04-25 10:00:18
。對(duì)于無鉛工藝 ,控制液相以上時(shí)間在45~90 s,推薦為60 s。錫鉛工藝,液相以上時(shí)間控制在60~75s,推薦為60 s。 回流的最高溫度一般要求高于液相溫度15~30℃,原則是在滿足焊接要求
2018-11-23 15:41:18
。其優(yōu)點(diǎn)是有可能在同一時(shí)間內(nèi)完成所有的焊點(diǎn),使生產(chǎn)成本降到最低。然而溫度敏感元件卻限制了回流焊接的應(yīng)用,無論是插裝件還是SMD.繼而人們把目光轉(zhuǎn)向選擇焊接。大多數(shù)應(yīng)用中都可以在回流焊接之后采用選擇焊接
2010-07-29 20:37:24
`在無鉛焊接工藝中,焊接材料的選擇是最具挑戰(zhàn)性的。因?yàn)閷?duì)于無鉛焊接工藝來說,無鉛焊料、焊錫膏、助焊劑等材料的選擇是最關(guān)鍵的。漢赫電子在選擇上述材料時(shí)首先考慮到焊接元件的類型、線路板的類型,以及它們
2016-07-29 09:12:59
設(shè)備仍可以用于無鉛焊料中。必須對(duì)焊接參數(shù)進(jìn)行調(diào)節(jié),以便適用于無鉛焊料的較高的熔融溫度和較低的可潤濕性。 Sn/Pb 返工中采用的其它預(yù)防方法(如必要時(shí)的板子烘干)仍適用于無鉛焊料的返工。研究表明
2013-09-25 10:27:10
/Cu 或 Sn/Ag )開發(fā)出成功的返工方法(即手工和半自動(dòng))。大多數(shù)用于 Sn/Pb 的返工設(shè)備仍可以用于無鉛焊料中。必須對(duì)焊接參數(shù)進(jìn)行調(diào)節(jié),以便適用于無鉛焊料的較高的熔融溫度和較低的可潤濕性
2018-09-10 15:56:47
的熔點(diǎn)根據(jù)其合金成分的不同,相差也比較遠(yuǎn)。因?yàn)橛行┬枰?b class="flag-6" style="color: red">焊接的元器件不能承受過高的溫度,所以需要用到一些熔點(diǎn)相對(duì)較低的錫膏。這里說幾款熔點(diǎn)相對(duì)較低的錫膏,無鉛低溫錫膏(熔點(diǎn)138℃)、無鉛中溫錫膏(熔點(diǎn)
2022-06-07 14:49:31
如何進(jìn)行無鉛焊接?
2021-06-18 07:42:58
焊接太陽能組件電池專用大功率智能無鉛焊臺(tái)***優(yōu)拓電子玉齊 大型高頻無鉛電焊臺(tái)-大功率無鉛電烙鐵-大型智能電焊臺(tái)特點(diǎn): 1.高瀕渦流加熱,升溫及回溫速度快,實(shí)現(xiàn)無鉛焊接。 2.微電腦控制按鍵式調(diào)溫
2012-11-10 14:12:42
,應(yīng)盡量選擇較大的無鉛烙鐵頭進(jìn)行焊接,因無鉛烙鐵頭越大設(shè)定溫度可以越低,熱量流失越少 。總之:無恰焊接中的困難是會(huì)再焊錫,無鉛烙鐵頭,無鉛焊臺(tái),和焊接操作中出現(xiàn)的,要求分別解決每一個(gè)困難。
2013-08-03 10:02:27
【摘要】:在電子裝聯(lián)工藝中,手工焊接一直是不可缺少的操作手段,電烙鐵是手工焊接的主要工具。通過工程實(shí)踐,分析了電烙鐵閑置溫度與焊接溫度的關(guān)系,焊接過程電烙鐵和焊點(diǎn)的溫度變化等情況。【關(guān)鍵詞】:手工
2010-04-24 10:10:16
)或焊點(diǎn)與大銅箔相連,上述溫度無法焊接時(shí),烙鐵溫度可升高至360℃,當(dāng)焊接敏感怕熱零件(LED、CCD、傳感器等)溫度控制在260~300℃。6.1.2無鉛制程無鉛恒溫烙鐵溫度一般控制在340~380
2008-09-03 09:50:10
元器件的焊接質(zhì)量呢?通過分析元器件引線框架或焊端鍍層的成分,結(jié)合元器件封裝形式來探討有鉛制程下有鉛和無鉛混裝工藝的相關(guān)問題及應(yīng)對(duì)措施。【關(guān)鍵詞】:有鉛和無鉛混裝工藝;;有鉛制程(工藝);;無鉛元器件
2010-04-24 10:10:01
回流焊溫度可能會(huì)比較低。 3)取決于PCB層壓材料。某些PCB (特別是大型復(fù)雜的厚電路板)根據(jù)層壓材料的屬性,可能會(huì)由于無鉛焊接溫度較高,而導(dǎo)致分層、層壓破裂、Cu裂縫、CAF (傳導(dǎo)陽極絲須
2013-10-10 11:41:02
影響的問題,選擇焊接還能夠與將來的無鉛焊兼容,這些優(yōu)點(diǎn)都使得選擇焊接的應(yīng)用范圍越來越廣。麥|斯|艾|姆|P|CB樣板貼片,麥1斯1艾1姆1科1技全國1首家P|CB樣板打板 選擇性焊接的工藝特點(diǎn)
2013-09-23 14:32:50
溫度曲線 設(shè)定方法: 根據(jù)經(jīng)驗(yàn),設(shè)定一個(gè)起始焊接溫度。有鉛焊接350℃,無鉛焊接:370℃ 向下或向上微調(diào)5℃,操作人員感覺其焊接速度。 反復(fù)重復(fù)第二部動(dòng)作,將會(huì)找到一個(gè)工作點(diǎn):在改點(diǎn)以后,調(diào)整溫度
2010-08-26 19:41:17
的有害影響,后來又引進(jìn)了另一類無鉛焊料,并在一些國家得到了應(yīng)用。烙鐵:烙鐵焊接元件最基本的工具是烙鐵。有各種類型的烙鐵,但其功能幾乎是相同的。它還有下文解釋的不同部分:焊接技巧:焊接技巧-斜面,錐形
2022-03-31 10:13:25
/206大功率無鉛焊臺(tái)特點(diǎn) *高瀕渦流加熱,升溫及回溫速度快,實(shí)現(xiàn)無鉛焊接。 *微電腦控制,按鍵式調(diào)溫,數(shù)字式溫度校準(zhǔn),并設(shè)有自動(dòng)休眠及自動(dòng)關(guān)機(jī)功能。 * 150W-180W-320W變壓器電源大功率
2012-11-10 14:46:59
的特點(diǎn)相一致的。線路板焊接質(zhì)量的優(yōu)劣是受多方面因素影響的。例如基金屬材料的種類及其表層、鍍層的種類和厚度、加工工藝和方式、焊接前的表面狀態(tài)、焊接成分,焊接方式、焊接溫度和時(shí)間、被焊接基金屬的間隙大小
2018-08-29 16:36:45
焊接溫度,焊料熔化而焊件不熔化。 焊接的形成依靠熔化狀態(tài)的焊料浸潤焊接面,從而產(chǎn)生冶金、化學(xué)反應(yīng)形成結(jié)合層,實(shí)現(xiàn)焊件的結(jié)合。 鉛錫焊料熔點(diǎn)低于200℃,適合半導(dǎo)體等電子材料的連接。 只需簡(jiǎn)單的加熱
2018-11-23 16:55:05
比較高;③烙鐵頭的使用壽命變短;④烙鐵頭氧化:在使用無鉛焊錫時(shí),有時(shí)會(huì)造成烙鐵頭表面黑色化,失去上錫能力而導(dǎo)致焊接作業(yè)中止。在以下情況時(shí)氧化情況比較容易出現(xiàn):◆烙鐵頭溫度設(shè)定在400℃的時(shí)候;◆沒有焊接作業(yè)
2017-08-09 10:58:25
LM2937IMP-3.3/NOPB這顆料是無鉛的,滿足無鉛焊接的溫度么?請(qǐng)教一下datasheet里怎么看這個(gè)焊接的溫度 我沒有找到
2019-04-02 07:30:30
因素影響的。例如基金屬材料的種類及其表層、鍍層的種類和厚度、加工工藝和方式、焊接前的表面狀態(tài)、焊接成分,焊接方式、焊接溫度和時(shí)間、被焊接基金屬的間隙大小、助焊劑種類與性能、焊接工具等等。不僅被焊元器件
2018-11-26 17:03:40
在無鉛焊接工藝中,焊接材料的選擇是最具挑戰(zhàn)性的。因?yàn)閷?duì)于無鉛焊接工藝來說,無鉛焊料、焊錫膏、助焊劑等材料的選擇是最關(guān)鍵的。漢赫電子在選擇上述材料時(shí)首先考慮到焊接元件的類型、線路板的類型,以及它們表面
2016-07-29 11:05:36
推出并量產(chǎn)低溫錫絲。無鉛低溫焊錫焊點(diǎn)亮度,焊接機(jī)械強(qiáng)度,拉伸韌性及電子導(dǎo)電率等指標(biāo)均有較大提高,無鉛低溫錫絲直徑從0.8mm,1.0mm 可供選擇,里面含有松香,電烙鐵直接焊接;本公司所生
2019-04-24 10:53:41
鉛錫絲暢銷全國各地。【低溫錫線】特點(diǎn):★ 138度的低熔點(diǎn),焊接作業(yè)溫度低。★ 線芯內(nèi)含助焊劑,電烙鐵直接焊接。★ 工藝特殊,用量少,價(jià)格昂貴。鏵達(dá)康牌無鉛低溫錫絲是無鉛低溫錫線,合金成份為錫42%鉍58%。這是一種符合RoHS合和實(shí)現(xiàn)國際性的要求。`
2019-04-24 10:52:01
推出并量產(chǎn)低溫錫絲。無鉛低溫焊錫焊點(diǎn)亮度,焊接機(jī)械強(qiáng)度,拉伸韌性及電子導(dǎo)電率等指標(biāo)均有較大提高,無鉛低溫錫絲直徑從0.8mm,1.0mm 可供選擇,里面含有松香,電烙鐵直接焊接;本公司所生
2021-12-10 11:15:04
什么是無鉛焊接
目前,關(guān)于無鉛焊接材料和無鉛焊接工藝的信息已經(jīng)很多,對(duì)于需要開發(fā)無鉛焊接工藝的工廠來說,正確的選擇這些信息,并把它
2008-10-30 21:35:40 2781
2781 在PCB電子工業(yè)焊接工藝中,有越來越多的廠家開始把目光投向選擇焊接,選擇焊接可以在同一時(shí)間內(nèi)完成所有的焊點(diǎn),使生產(chǎn)成本降到最低,同時(shí)又克服了回流焊對(duì)溫度敏感元件造成影響的問題,選擇焊接還能夠與將來
2018-10-16 10:44:002212 波峰焊焊接溫度是影響焊接質(zhì)量的一個(gè)重要的工藝參數(shù)。當(dāng)焊接溫度過低時(shí),焊料的擴(kuò)展率、潤濕性能變差,由于焊盤或元器件焊端不能充分的潤濕,從而產(chǎn)生虛焊、拉尖、橋接等缺陷;當(dāng)焊接溫度過高時(shí),則加速了焊盤、元器件引腳及焊料的氧化,易產(chǎn)生虛焊。焊接溫度應(yīng)控制在250+5C.
2019-04-29 17:04:1325365 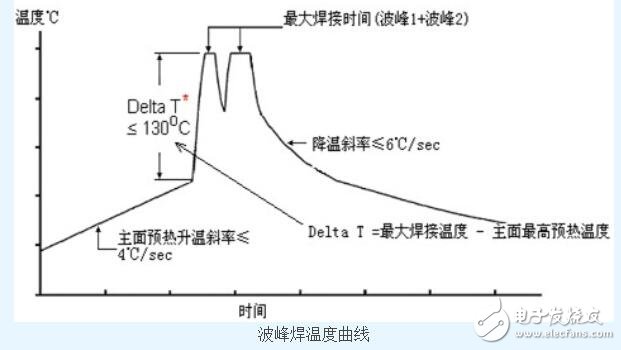
對(duì)于無鉛焊接溫度的選擇,應(yīng)該考慮到PCB板的厚度、焊盤的大小、器件以及周圍是否有較大散熱面積,常規(guī)焊點(diǎn)建議使用溫度選擇在350℃左右。
2020-02-05 07:52:4019401 無鉛焊接溫度比有鉛焊接溫度高34℃。在SMT焊接過程中,焊接溫度遠(yuǎn)遠(yuǎn)高于PCB基板的Tg,無鉛焊接溫度比有鉛高,更容易PCB的熱變形,冷卻時(shí)損壞元器件。應(yīng)適當(dāng)選擇Tg較高的基PCB材料。
2020-02-05 09:00:006829 焊接機(jī)器人的焊接工藝該如何選擇?隨著我國焊接技術(shù)的不斷發(fā)展和進(jìn)步,焊接機(jī)器人可以根據(jù)不同焊件的規(guī)格實(shí)現(xiàn)智能焊接,作為用于自動(dòng)化焊接作業(yè)的機(jī)械設(shè)備,能夠提高焊接效率,代替人工在惡劣的環(huán)境中完成工作,根據(jù)不同的焊接條件和焊件使用不同的焊接工藝,青島賽邦帶您了解焊接機(jī)器人的焊接工藝以及選擇方法。
2021-09-18 09:53:022429 我們?cè)?b class="flag-6" style="color: red">選擇焊接工藝的時(shí)候,我們需要先了解有哪些常見的焊接工藝,然后根據(jù)待焊工件的材料特性、焊接結(jié)構(gòu)的特點(diǎn)、生產(chǎn)批量和經(jīng)濟(jì)性等因素進(jìn)行選擇。
2023-04-28 15:31:14743 焊接殘余應(yīng)力是由于焊接引起焊件不均勻的溫度分布,焊縫金屬的熱脹冷縮等原因造成的,所以伴隨焊接施工必然會(huì)產(chǎn)生殘余應(yīng)力。
2023-09-09 14:57:56536 編輯:鐳拓激光選擇激光焊接機(jī)時(shí),需要考慮以下因素:1.材料類型和厚度:不同的激光焊接機(jī)適用于不同的材料(如金屬、塑料等),并有具體的焊接厚度范圍。在選擇時(shí),要確認(rèn)所需焊接的材料類型和厚度,并選擇適合
2023-11-22 14:41:50250 
手機(jī)芯片焊接溫度是 150℃-250℃之間 。手機(jī)芯片焊接溫度是指在手機(jī)芯片生產(chǎn)過程中,將芯片與印制電路板(PCB)進(jìn)行連接的溫度環(huán)境。焊接溫度的控制對(duì)于芯片的正常工作和長期穩(wěn)定性非常重要。在手
2023-12-01 16:49:561828 ?隨著科技的不斷發(fā)展,激光焊接技術(shù)已經(jīng)成為了許多領(lǐng)域中不可或缺的工藝方法。其中,激光焊接機(jī)在焊接溫度傳感器方面的技術(shù)優(yōu)勢(shì)尤為突出。下面一起來看看激光焊接技術(shù)在焊接溫度傳感器的特點(diǎn)。 激光焊接技術(shù)
2024-01-05 14:35:07111 
。 焊接電弧的溫度主要由以下幾個(gè)因素決定: 電流大小:焊接電弧的溫度受電流大小的影響。電流越大,電弧溫度越高。通常,在焊接過程中,選擇適當(dāng)?shù)碾娏鞔笮】梢钥刂齐娀〉?b class="flag-6" style="color: red">溫度,以滿足焊接材料的要求。 電弧長度:電弧長度也
2024-02-27 11:07:11272
 電子發(fā)燒友App
電子發(fā)燒友App










 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論