 電子發燒友App
電子發燒友App


3D打印可以將電腦里的3D建模文件變成實物,打印過程無需干預而且精度遠超手工制作,聽起來和用起來都相當炫酷。雖然它火了很久,但在大眾面前它們還很神秘。考慮到很多人其實用不著,但又有剁手的沖動,那就是來一發科普好了。
本文將從“原理、分類、軟件和核心部件、打印過程、精度、可用度”等幾方面對3D打印和3D掃描進行簡單的科普和掃盲。
原理與技術優勢
3D打印是一種通過堆疊薄層制造三維物體的技術。它的關鍵詞是薄層堆疊,通過不同原理讓原料一層層地成型和堆疊。
雖然聽起來高大上,但大概原理只是一個能在XY軸平面上移動的噴頭,精確控制原料的位置,打完一層后,平臺下移(一般是0.1mm)后再打下一層,直至打印出整個成品。
對比銑床(通過銑刀對材料從外到內進行切削)、熔鑄(融化后倒入模具成型)等傳統加工方式,3D打印的最大優勢是可以制造有復雜內部空間的成品,而且材料利用率接近100%。
3D打印的類型
3D打印原理分類及優缺點
打印精度對比
根據原料成型原理的不同,成本從低到高排列,分別是熔積成型、光敏固化、粉末粘接、激光燒結等4種,它們的工作原理如下:
˙熔融沉積成型(FDM,全稱Fused Deposition Modeling),噴頭將絲狀熱熔性材料加熱融化擠噴出來,材料遇到溫度更低的打印平臺后凝固,通過層層堆積形成最終成品。
˙光固化成型(SLA,全稱Stereolithigraphy Apparatus)通過紫外光等光源照射光敏樹脂材料,讓其逐層凝固成型,通過層層堆積形成最終成品完整的產品。其是最早發展起來、技術最成熟、應用最廣泛的快速成型技術。
˙粉末粘接(3DP,全稱Three Dimensional Printing and Gluing)通過噴嘴將粘合劑噴噴灑在陶瓷/金屬/塑料粉末等材料上,不斷重復鋪粉、噴涂、粘接的過程,層層疊加而得到成品。
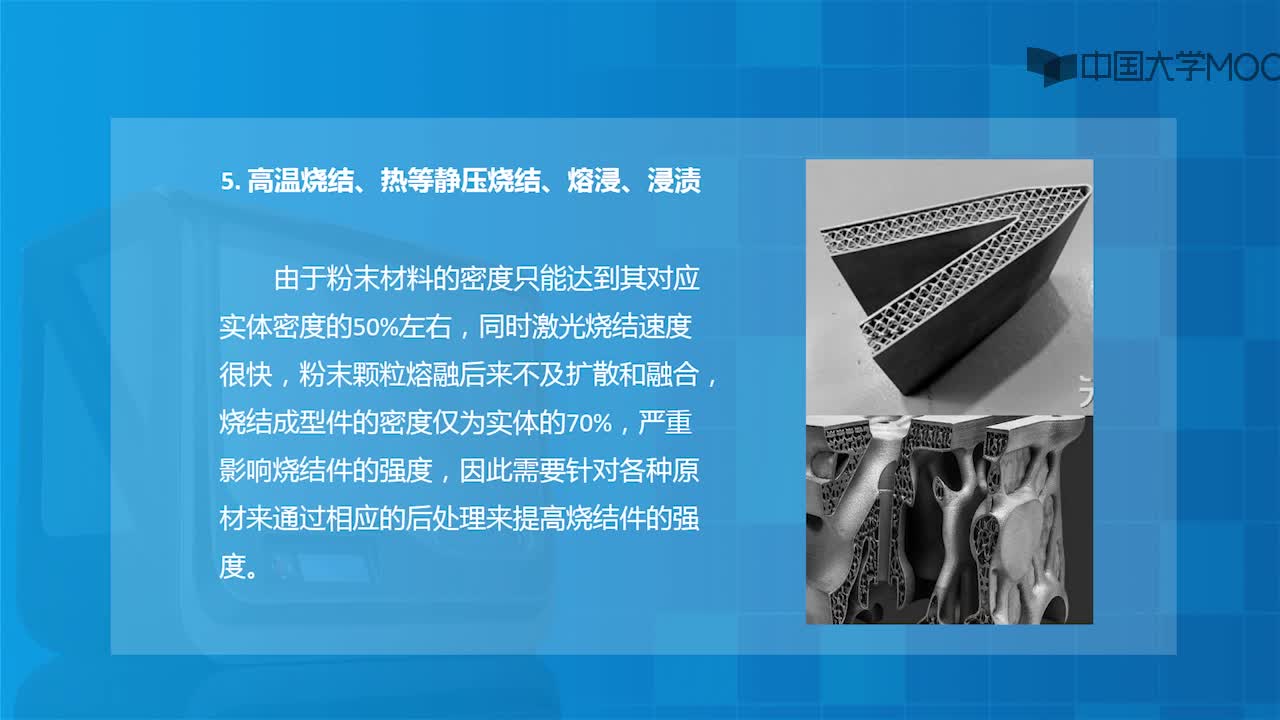
˙激光燒結 (SLS,全稱Selecting Laser Sintering)類似上兩種技術的混合體,通過大功率激光照射金屬粉末等原料,使其燒結/融接。不斷重復鋪粉、燒結的過程直至完成整個模型成型。它才是工業上經常提到的3D打印。
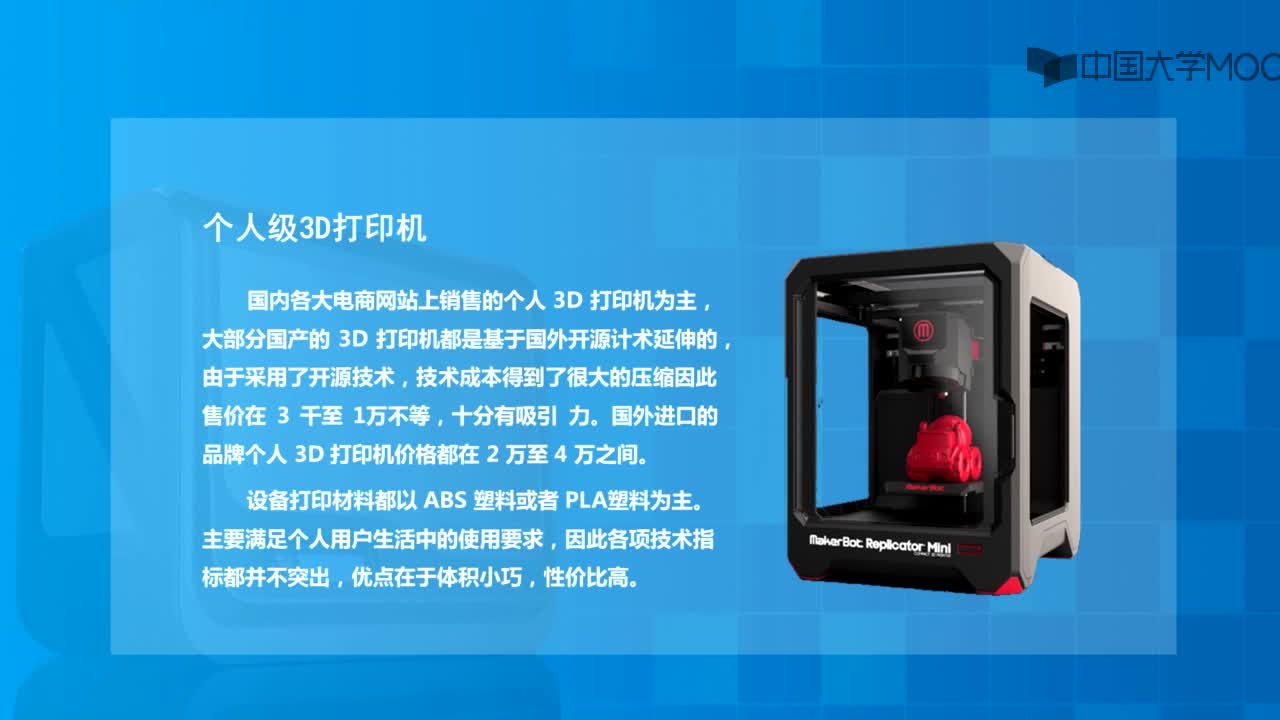
成本最高的激光燒結和粉末粘接技術中,一個桌面機型極少,一個連桌面級產品都還沒出現。而采用光固化技術的機型,價格一般從20000元起跳,所以現時民用級3D打印技術,用的基本都是成本最低的熔積成型技術,很多廠家甚至已經可以把售價控制在2000元左右。所以剁手門檻最低的它們才是本篇科普的主角。
控制軟件
除了核心的機械部件,打印機還需要最終控制打印頭移動的3D建模文件才能工作。雖然打印機基本都帶顯示屏和控制按鈕,但打印所需的3D建模文件依舊需要電腦的幫忙。中高端產品一般可以連接電腦并有專門的客戶端,而低端產品一般省略連接功能,只能通過讀取SD卡中的文件進行打印。
3D打印只能讀取經過切層處理的3D建模文件(約等于將3D數字模型做了N層片),可以通過3Dmax、CAD、MAYA等建模軟件輸出的.stl .3w格式文件進行直接轉換。
很多廠家網站的素材庫、建模網站都能找到現成的3D建模文件,有軟件基礎的用戶可以自行建模。入門用戶最喜聞樂見的除了手辦外,自然還是手機殼,掛飾等小玩意。
核心部件說明
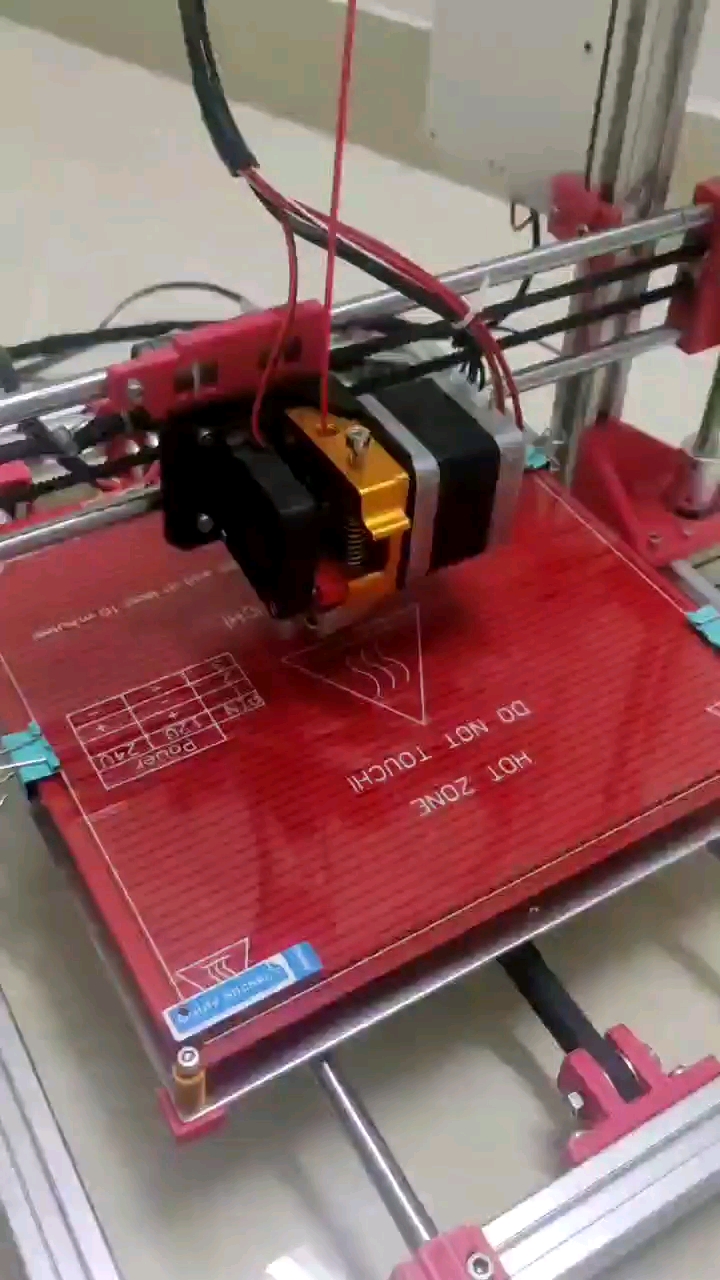
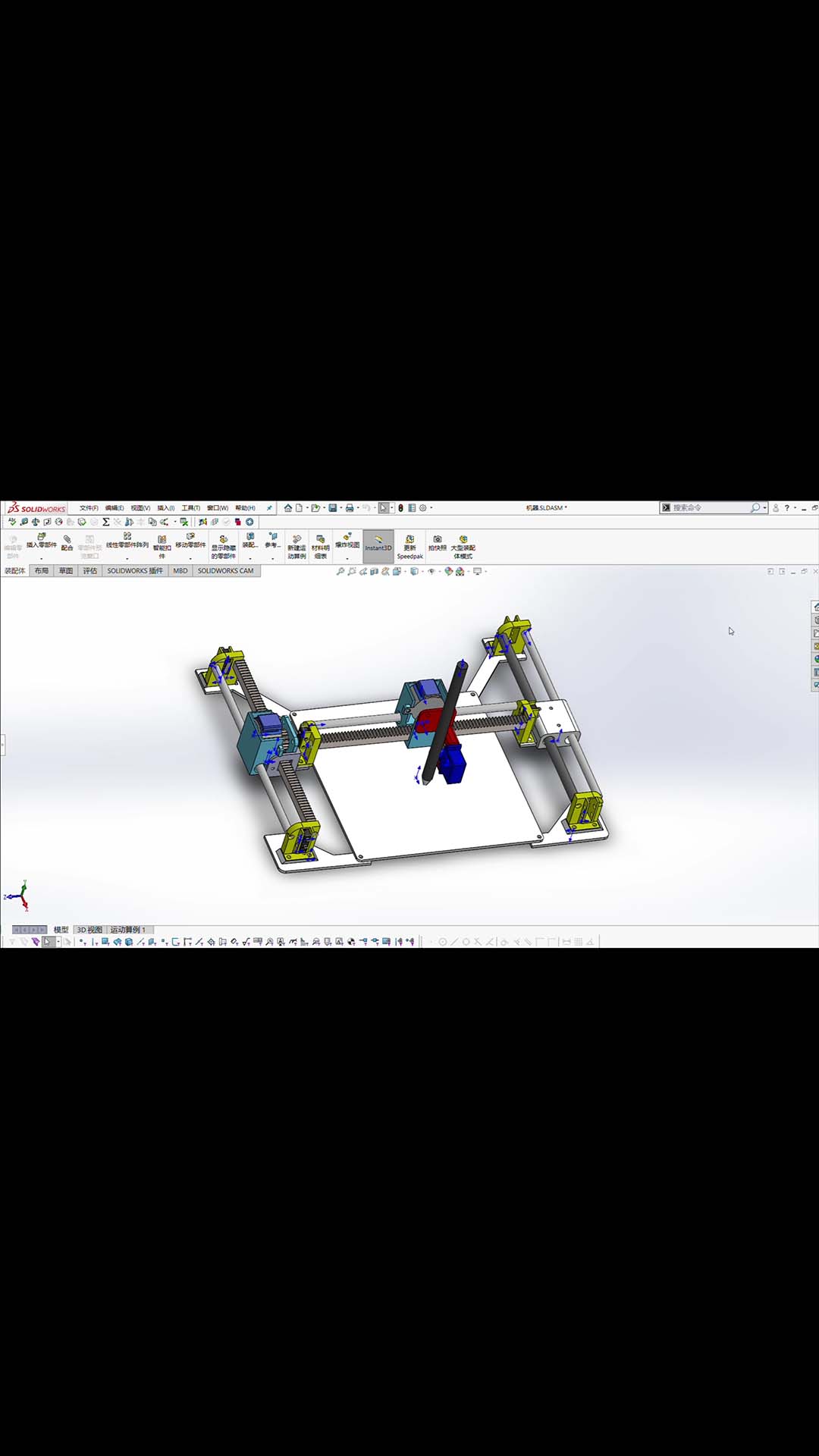
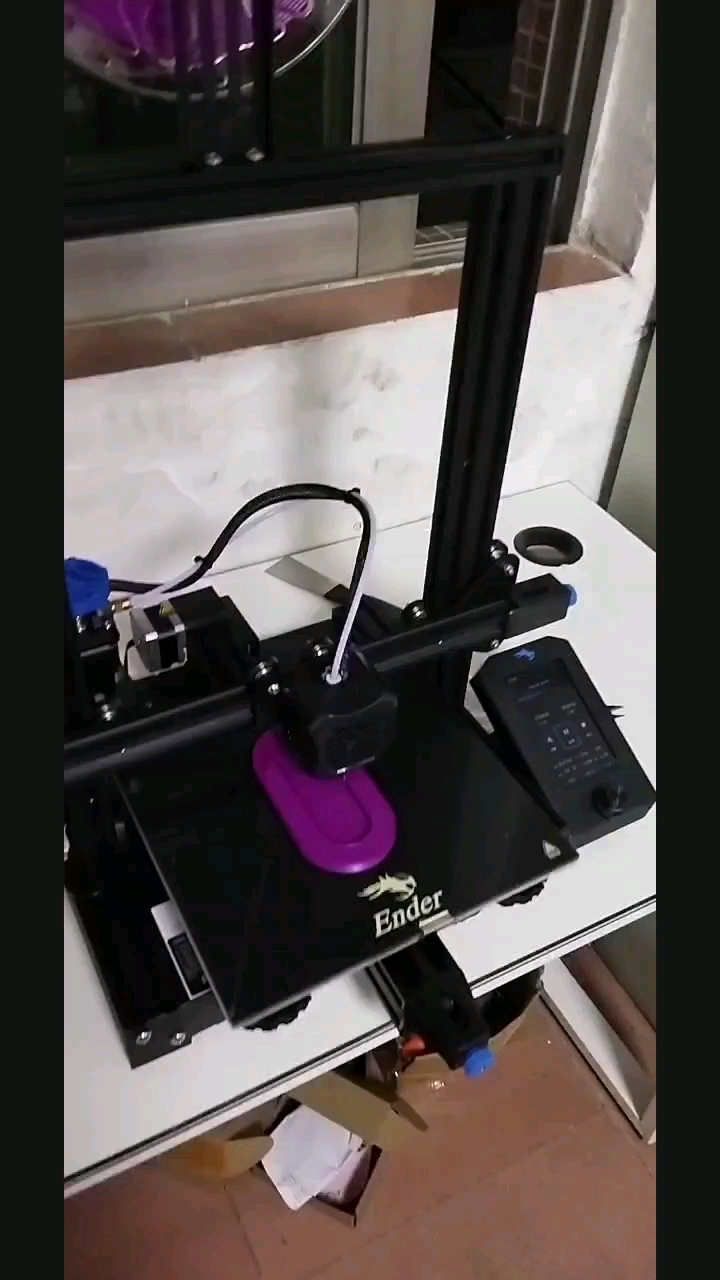
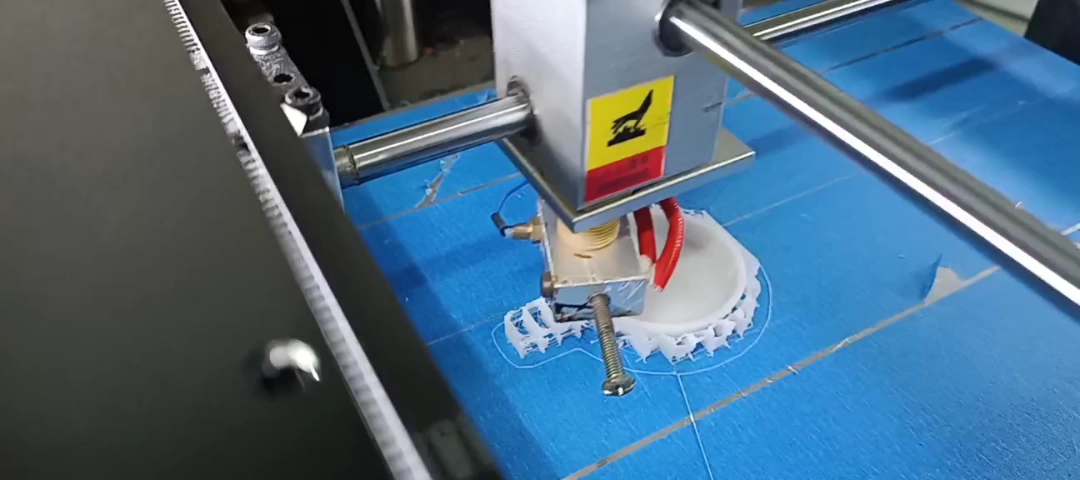
3D打印的關鍵詞是薄層堆疊,對于熔積成型技術的3D打印機來說,可以在二維平面移動的打印頭負責“薄層”,可以上下移動的平臺負責“堆疊”。其核心部件不多,以剛評測完的三緯da Vinci 1.0 AiO為例。
打印頭是個可以在XY軌道上精確移動的加熱裝置,可以加熱融化ABS/PLA材料,內部有壓入原料絲的齒輪,背后有散熱風扇。機器通過皮帶傳動,打印頭可以在X軸上左右移動,而打印頭和整個X軸都架在了Y軸上。
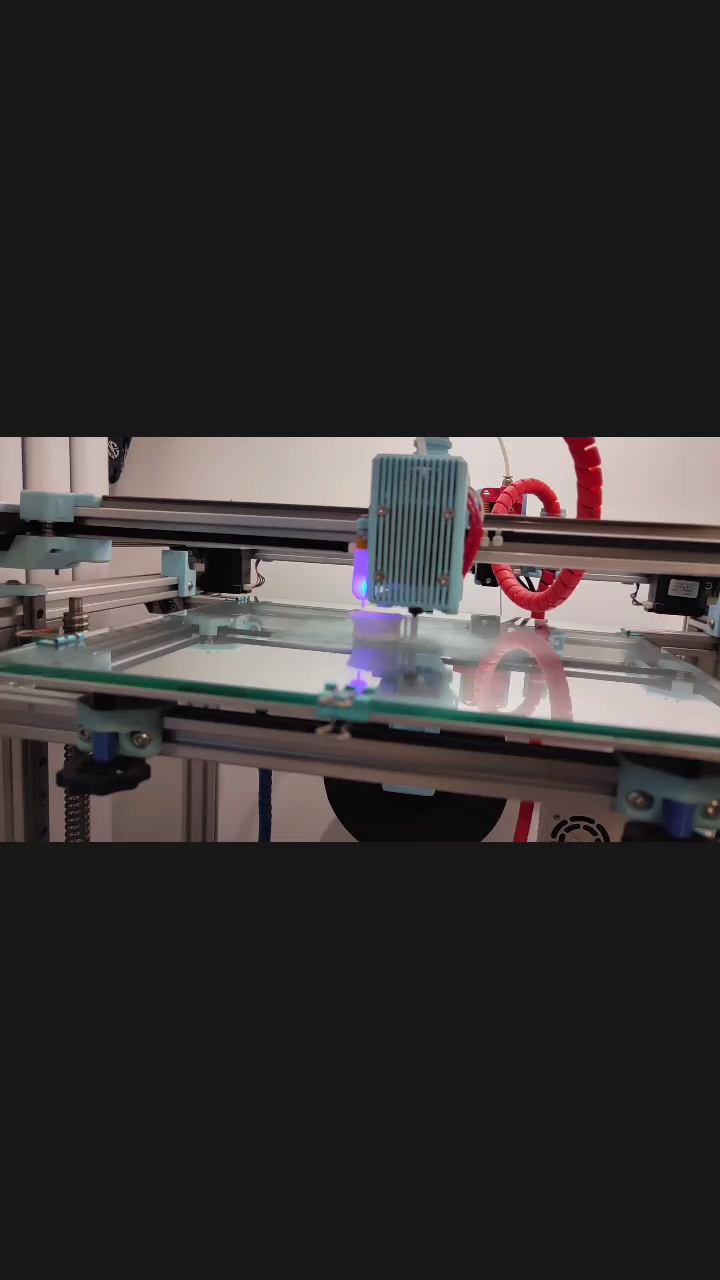
打印平臺是個帶加熱功能,可以精確控制上下移動的玻璃板,最高加熱溫度為90度(防止落到平臺的ABS原料因溫度太低而無法粘連),動力來源是底部的馬達。平臺邊上一般會有校準位置用的定位點,以及調整平臺水平姿態(前傾后延等)的螺絲。
原料
原料方面,主流將ABS樹脂和PLA(生物降解塑料聚乳酸)材料,做成固定直徑的線材(1.75mm)并捆在線筒上,價格一般在200元/1kg左右。部分廠家會采用盒子封裝,并在底部加上芯片,提供原料類型和剩余量記錄功能,用起來會方便一點,而代價自然是成本會更高一些。
兩種材料都可以被染上不同的顏色,它們的使用區別在熔點上,ABS熔點為220度左右,不透明亞光質感,強度更高,需要平臺被加熱到90度才能正常成型,但有毒性,使用時會有塑料燒焦的臭味,而且本身熱收縮性較大,成品精度會低一點
PLA熔點在200度左右,加工時的能耗更低,速度更快,其半透明質感更加光亮,平臺加熱到45就能正常成型,無毒環保幾乎無異味,正在慢慢淘汰ABS成為主要的打印原料。
打印過程與維護
打印前要在平臺上涂上固體膠,其作用是作為隔層,方便最后的成品移除。打印第一步是加熱打印頭和平臺,耗時因機器功率而異,500W以下的機器一般可以在1-2分鐘內完成打印頭的加溫,但平臺卻要5-6分鐘左右才能從常溫升到90度。
隨后,打印平臺升到最高點就可以開始打印了,過程就是啰嗦過多次的:線狀的打印原料在打印頭中被加熱融化,以流體的狀態流出,在接觸打印平臺后硬化粘連。打印頭的移動軌跡會被這些原料“記錄”下來,打完一層后,平臺下移,機器再打第二層,直至把整個物體打印出來。
原料可以被染色,但熔積成型打印機只能通過中途變換原料的方式,打印出純色或橫向顏色變化的物體。所以一般是把成品不同顏色的部分分開打印,最后像模型一樣再組裝起來。
工作過程中只有XYZ軸3個電機,以及打印頭的散熱風扇的聲音,噪音不大。但如果用的是ABS樹脂,則還需要做額外的通風措施。
桌面打印機一般拆封就能直接使用,但如果使用時間太長、成品和平臺總是粘連過緊而需動用鐵鏟和暴力,則需要自行對打印平臺進行調平。否則可能會影響成型質量,嚴重的話,可能會讓打印頭和平臺碰撞而產生變形。另外,用久了的打印頭也是相當臟的,偶爾還要用鐵絲給材料出口“通便”。
掃描功能
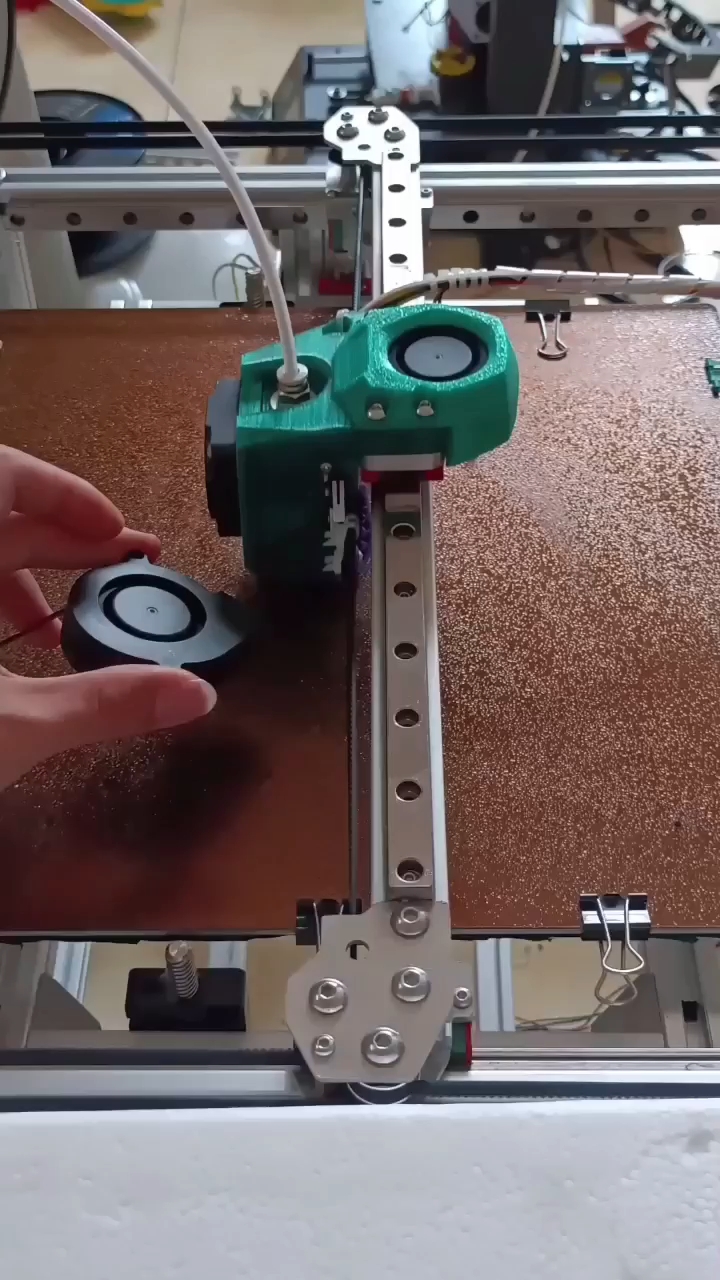
現在某些高端型號的入門機開始具備3D掃描功能,可以對實物進行掃描并生成3D建模文件,通過這個文件就可以再復制一個同樣的產品。
而3D掃描分為接觸和非接觸式,前者是用傳統的測量點接觸物體搜集空間信息,精度和成本都很高,而且速度奇慢;后者主要使用激光、低頻聲波等進行間接掃描,速度快但精度一般,一般需要多次掃描進行數據校正。
3D掃描過程
掃描文件
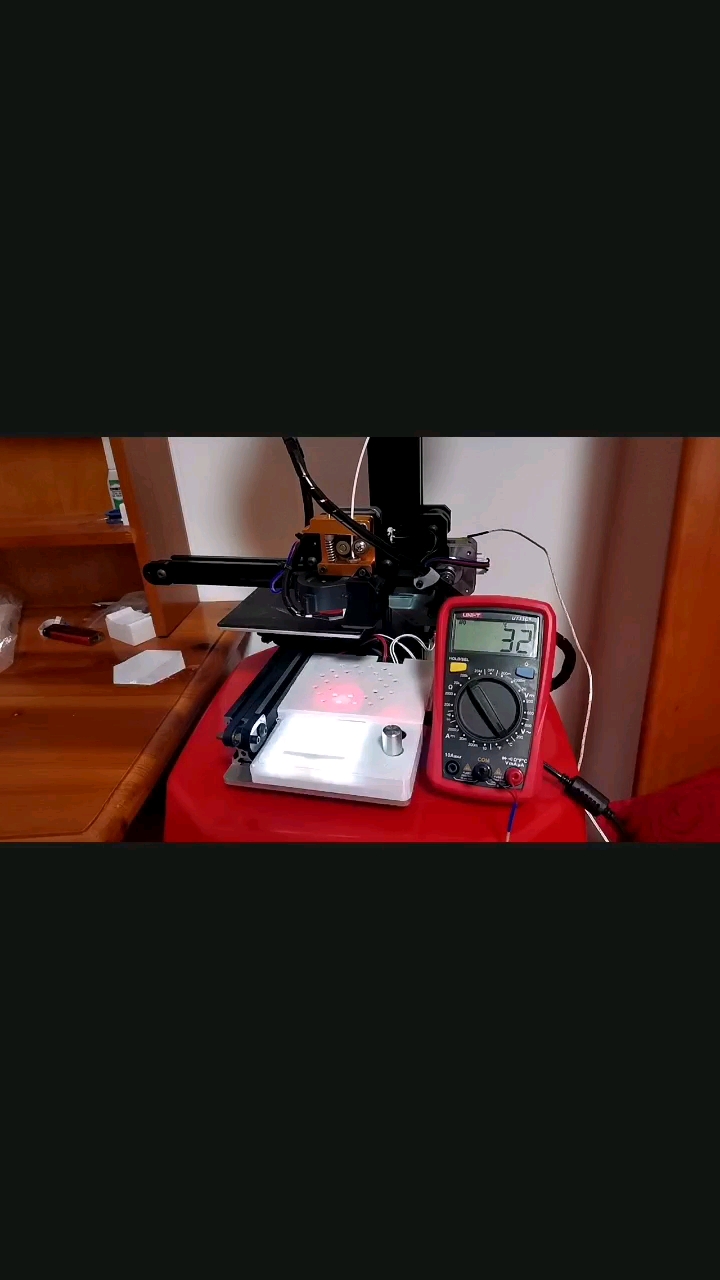
現時打印機中內置的一般是激光掃描裝置。被掃描物體放在可旋轉的平臺上,掃描器發出激光平面打在掃描物體上,接收器根據反射回來光線計算除物體的空間點數據。
不過遺憾的是,即使是萬元級打印機自帶的掃描功能,基本都處在不可用的狀態。掃描功能的限制很多,會讓光線散射不正常的物質特性,幾乎都會影響掃描效果,物體高度太低、顏色太深、顏色種類太多、表面太光滑、凹坑太復雜、內部深度太大等都會影響最終效果。
用它來掃描簡單的幾何體當然不成問題,但想用它來掃描復雜的手辦,甚至高達模型之類的話,那就基本無望了……
另外,多增加3D掃描功能的機型,一般會比原生機型貴3、4000元,這裝逼成本太高,故并不建議購買帶3D掃描功能的衍生型號。
打印速度&打印精度
終于說到3D打印機最核心的部分了。3D打印的速度遠比正常人想象中的慢,不過也很好理解:每一層的打印厚度在0.1-0.4mm(擠出的是0.1mm寬的原料絲),那打印1cm高的產品就得打印超過25-100層了……
其打印耗時和打印精度/層厚成正比,而且因為原料出絲速度固定,它們的打印耗時很容易計算。作為參考,以精度(層厚)0.3mm的時候,打印一個4克重的空心表殼就需要30分鐘了。如果打印的是一個手掌大的手辦,而且它還有100多克重的話,打印耗時就要突破12小時了囧。
實際打印樣品
打印精度方面,很多人都以為3D打印機的成品可以作為最終產品,但這只針對光固化成型的打印機,其余3種打印機的產品更像是毛坯,如果對外形和精度要求高的話,成品本身還是經過再次打磨。
而更可悲的是,成本最低的熔積成型打印機,在每一層之間有明顯的接合痕跡,俗稱“臺階效應”,導致其表面相當粗糙。看到入門級熔積成型打印機的作品之后,或許很多用戶都會有一定的心理落差。
實際可用度&限制
雖然3D打印的薄層堆疊原理,可以應對很多復雜的內部結構,但這個也帶來了相應的限制:
橫向強度不足:無論是哪種原理的打印機,它們都是縱向的薄層堆疊,所以橫向強度會遠低于縱向;
下小上大的物體需要額外的支撐機構:受重力影響,3D打印也不可能打印出懸空的物體,故需要在懸空物體下方額外打印支架或框架;
要打印出多種顏色的產品,只能中途變換原料或分開打印的形式進行;
熔積成型的打印機只能打印出塑料成品,而且成品的硬度有限,只有粉末粘接和激光燒結能打印出陶瓷、金屬等真正具有工業用途的用品;
精度和速度的矛盾:薄層堆疊的薄層越薄,所需的層數和時間就越長,只能通過多噴頭同時工作等方式提高速度。
總結
3D打印機還是個新興產品,雖然熔積成型打印機原理相對簡單,但不同品牌和產品線之間的水較深,購買前需要對常用參數有簡單的了解。對于熔積成型打印機,其實可以選的余地不多,萬元以下基本都是單打印頭設計,同時支持ABS和PLA原料。
打印尺寸,尺寸越大自然價格越高,而萬元級打印機的打印尺寸一般在20*20*20cm以下;而精度上,萬元以下的3D打印機基本都可達到0.1mm層厚,打印速度(出絲速度)在0.2-0.5mm/s之間。






































 工商網監
工商網監
評論