") 回流焊設(shè)備中浸潤參數(shù)的溫度與時間設(shè)置
回流焊設(shè)備中浸潤參數(shù)的溫度與時間設(shè)置
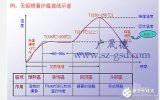
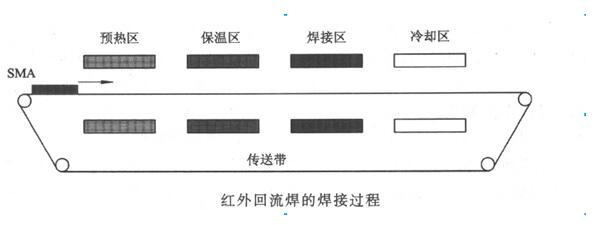
在SMT加工中最常用的一個設(shè)備就是回流焊,講到回流焊就需要了解這個設(shè)備的浸潤區(qū)。浸潤區(qū)也稱為回流焊的預(yù)熱區(qū),是SMT貼片的溫度曲線形狀設(shè)置的關(guān)鍵,是不同焊膏、不同產(chǎn)品溫度曲線的差異所在。
其作用主要有三個:使焊劑中的溶劑揮發(fā),使焊劑活化并去除被焊接金屬表面氧化物,減小焊接時PCBA各部位的溫差。
浸潤區(qū)參數(shù)的設(shè)置,除了考慮PCBA的溫度均勻性外,焊劑的有效性也是個重要考慮因素。助焊劑從100℃起就具有比較明顯的活性,溫度越高,反應(yīng)越快,如150℃時的反應(yīng)速度比100℃時高出一個數(shù)量級。
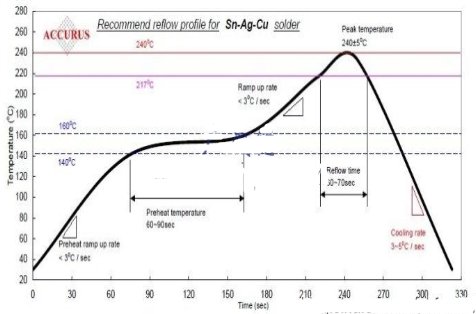
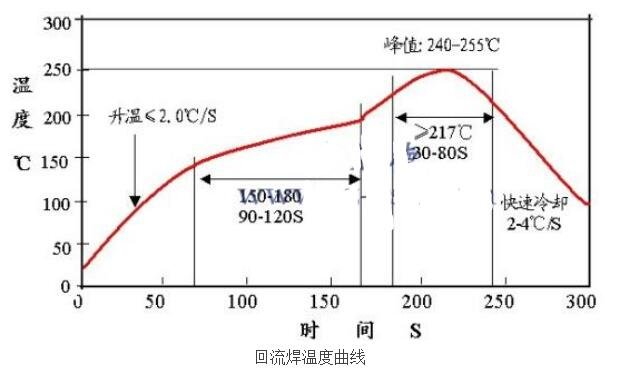
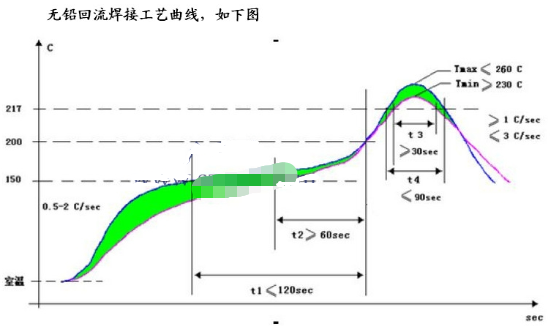
去除被焊接表面的氧化物的過程主要發(fā)生在150℃到焊膏開始熔化這段時間,是助焊劑的主反應(yīng)區(qū)。因此,控制焊劑活性的有效性就是需要監(jiān)控150℃到焊膏熔化這段時間。對于SAC305焊膏,浸潤參數(shù)的設(shè)置如下:
(1)浸潤開始溫度(Tma),通常按150℃來設(shè)置(對于有鉛工藝,按100℃設(shè)置)。
(2)浸潤結(jié)束溫度(Tmx),通常按200℃來設(shè)置(對于有鉛工藝,按150℃設(shè)置)。
(3)浸潤時間(T),一般在60~1208。只要PCBA在進(jìn)入再流焊階段前達(dá)到基本的熱平衡即可,在此前提下,時間越短越好。
為什么選擇150℃這個溫度呢?因?yàn)橐话愕淖璺馄骷蔫T模溫度在150~160℃,那么在此溫度下塑封的QFP、BGA等器件可以認(rèn)為是無變形的。這種情況下,元器件電極與焊膏沒有分離,一定程度上可以有效地隔離熱風(fēng)對電極下焊膏焊粉的氧化對于PCBA而言,從進(jìn)入再流焊接爐到焊錫粉熔化,稱為預(yù)熱段。我們之所以把預(yù)熱段劃分為升溫區(qū)和浸潤區(qū),主要是為了更好地控制焊劑助焊功能一一焊點(diǎn)熔化之前持續(xù)有效的助焊能力和防再氧化能力對于有鉛焊接工藝或混裝工藝,由于浸洞溫度比較低,器件的變形還不是很明顯,浸潤時間對焊劑活性的影響也比較小,因此,可以不做重點(diǎn)的監(jiān)控,通常把100~150℃之間的時間作為SMT貼片加工工藝監(jiān)控項(xiàng)即可。經(jīng)驗(yàn)表明,對于有鉛工藝,這個時間窗ロ比較大,一般的焊膏不超過3min都是可以的。
推薦閱讀:http://m.elecfans.com/article/1067739.html
責(zé)任編輯:gt
-
smt
+關(guān)注
關(guān)注
42文章
2999瀏覽量
70984 -
PCBA
+關(guān)注
關(guān)注
24文章
1673瀏覽量
53101 -
回流焊
+關(guān)注
關(guān)注
14文章
498瀏覽量
17259
發(fā)布評論請先 登錄
相關(guān)推薦
回流焊設(shè)備四大溫區(qū)作用詳解
回流焊原理以及工藝
測量回流焊溫度曲線的技巧
自制迷你回流焊加溫臺
回流焊具體是怎樣的呢?回流焊的原理是什么?
回流焊的溫度曲線怎么設(shè)置
國內(nèi)回流焊設(shè)備排名
回流焊的種類
紅外回流焊介紹_紅外回流焊加熱原理
如何正確設(shè)置回流焊機(jī)的溫度,有什么方法
回流焊幾個溫區(qū)_回流焊各溫區(qū)溫度和時間設(shè)置
如何恰到好處對回流焊的速度和溫度進(jìn)行設(shè)置
回流焊溫度設(shè)置到多少比較合適,如何確定





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論