 回流焊溫度設置到多少比較合適,如何確定
回流焊溫度設置到多少比較合適,如何確定
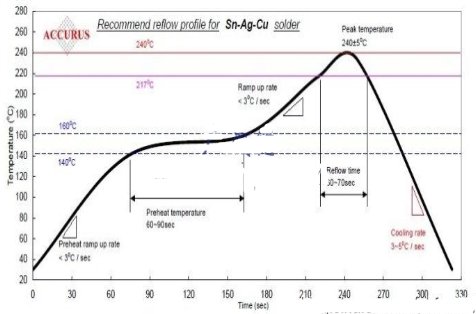
回流焊溫度設置都是以錫膏廠家提供的溫度曲線為參考,再根據實際的產品和設備環境來調試設置。回流焊溫度多少?這一般講的是最高回流焊接溫度,有鉛錫膏的回流焊接溫度大概在215℃左右,無鉛錫膏焊接溫度在245℃左右。這也要根據實際情況,不能焊接實際過長。
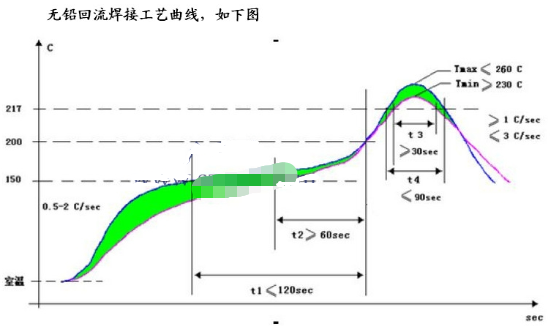
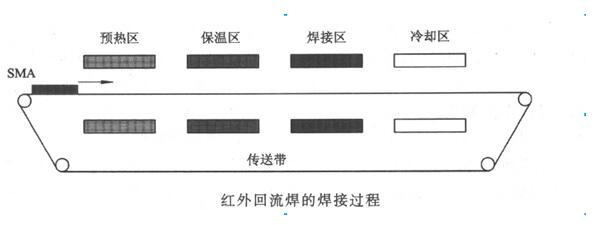
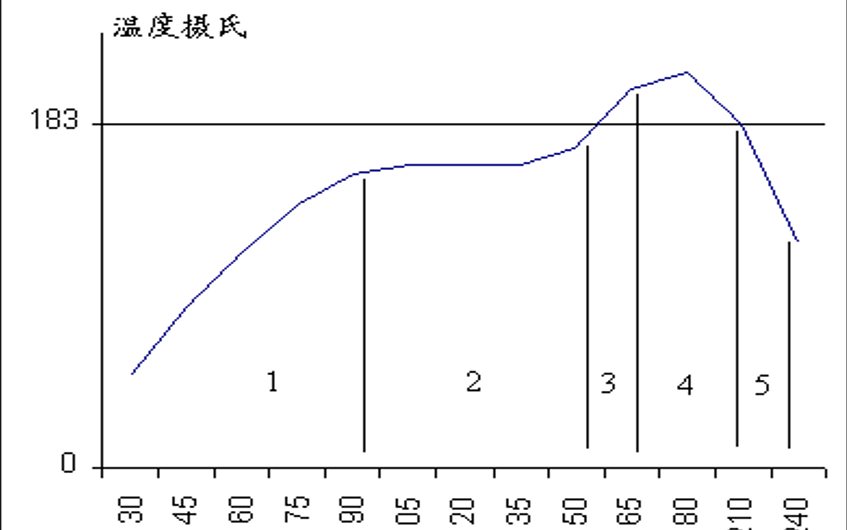
回流焊溫度設置當然不能只設置回流焊接的溫度,回流焊整個過程是預熱區、均熱恒溫區、回流焊接去、冷卻區。這四大溫區的溫度設定有很大的變化區別。
1、回流焊預熱區目的是把錫膏中較低熔點的溶劑揮發走。錫膏中助焊劑的主要成分包括松香,活性劑,黏度改善劑,和溶劑。溶劑的作用主要作為松香的載體和保證錫膏的儲藏時間。預熱區需把過多的溶劑揮發掉,但是一定要控制升溫斜率,太高的升溫速度會造成元件的熱應力沖擊,損傷元件或減低元件性能和壽命,后者帶來的危害更大,因為產品已流到了客戶手里。另一個原因是太高的升溫速度會造成錫膏的塌陷,引起短路的危險,尤其對助焊劑含量較高(達10%)的錫膏。
2、回流焊均熱恒溫區的設置主要應參考焊錫膏供應商的建議和PCB板熱容的大小。因為均熱階段有兩個作用,一個是使整個PCB板都能達到均勻的溫度(175℃左右),均熱的目的是為了減少進入回流區的熱應力沖擊,以及其它焊接缺陷如元件翹起,某些大體積元件冷焊等。均熱階段另一個重要作用就是焊錫膏中的助焊劑開始發生活性反應,增大焊件表面潤濕性能(及表面能),使得融化的焊錫能夠很好地潤濕焊件表面。由于均熱段的重要性,因此均熱時間和溫度必須很好地控制,既要保證助焊劑能很好地清潔焊面,又要保證助焊劑到達回流之前沒有完全消耗掉。助焊劑要保留到回流焊階段是必需的,它能促進焊錫潤濕過程和防止焊接表面的再氧化。尤其是目前使用低殘留,免清洗(no-clean)的焊錫膏技術越來越多的情況下,焊膏的活性不是很強,且回流焊接的也多為空氣回流焊,更應注意不能在均熱階段把助焊劑消耗光。
3、回流焊的回流焊接區溫度設置,溫度繼續升高越過回流線(183℃),錫膏融化并發生潤濕反應,開始生成金屬間化合物層。到達最高溫度(215 ℃左右),然后開始降溫,落到回流線以下,焊錫凝固。回流區同樣應考慮溫度的上升和下降斜率不能使元件受到熱沖擊。回流區的最高溫度是由PCB板上的溫度敏感元件的耐溫能力決定的。
在回流區的時間應該在保證元件完成良好焊接的前提下越短越好,一般為30-60秒最好,過長的回流時間和較高溫度,如回流時間大于90秒,最高溫度大于230度,會造成金屬間化合物層增厚,影響焊點的長期可靠性。
4、回流焊冷卻區的重要性往往被忽視。好的冷卻過程對焊接的最后結果也起著關鍵作用。好的焊點應該是光亮的,平滑的。而如果冷卻效果不好,會產生很多問題諸如元件翹起,焊點發暗,焊點表面不光滑,以及會造成金屬間化合物層增厚等問題。因此回流焊接必須提供良好的冷卻曲線,既不能過慢造成冷卻不良,又不能太快,造成元件的熱沖擊。
推薦閱讀:http://m.xsypw.cn/dianzichangshi/20170811539082.html
責任編輯:gt
-
pcb
+關注
關注
4358文章
23442瀏覽量
407694 -
元件
+關注
關注
4文章
1114瀏覽量
37511 -
回流焊
+關注
關注
14文章
500瀏覽量
17433
發布評論請先 登錄
回流焊原理以及工藝
回流焊具體是怎樣的呢?回流焊的原理是什么?
用AD8221生產電路,需要知道用多大溫度的回流焊才合適?
回流焊的溫度曲線怎么設置
紅外回流焊介紹_紅外回流焊加熱原理
回流焊設備中浸潤參數的溫度與時間設置
如何正確設置回流焊機的溫度,有什么方法
回流焊PCB溫度的曲線講解概述





 工商網監
工商網監
評論