") 從哪些方面進(jìn)行提高無鉛波峰焊接的質(zhì)量
從哪些方面進(jìn)行提高無鉛波峰焊接的質(zhì)量
目前,中國(guó)的很多電子產(chǎn)品的制造商都在積極進(jìn)行從有鉛焊接向鉛焊接轉(zhuǎn)換的大量試驗(yàn)工作。實(shí)踐經(jīng)驗(yàn)表明,要提高無鉛波峰焊接的質(zhì)量應(yīng)從設(shè)備、材料、工藝等多方面加以考慮。
無鉛波峰焊接的成本因素:波峰焊接中廣泛采用的無鉛焊料合金是SnAgCu焊料,它與傳統(tǒng)的SnPb焊料相比,焊料的熔點(diǎn)和焊接溫度要高得多,鉛焊料中Sn的含量比有鉛焊料高很多,因此鉛焊料更容易氧化,產(chǎn)生更多的錫渣(SnO2),大量的錫渣不僅影響鉛波峰焊接的質(zhì)量,而且產(chǎn)生了大量的浪費(fèi)。
如何減少今后無鉛波峰焊接中的大量昂貴的錫渣呢?其中個(gè)有效的方法就是在波峰焊接技術(shù)中引入個(gè)“隧道式全程充氮保護(hù)技術(shù)”。即在波峰焊工藝中,包括長(zhǎng)長(zhǎng)的預(yù)熱區(qū)和波峰焊區(qū)都用封閉的隧道保護(hù)起來充氮。在含氧濃度很低的環(huán)境下進(jìn)行焊接。
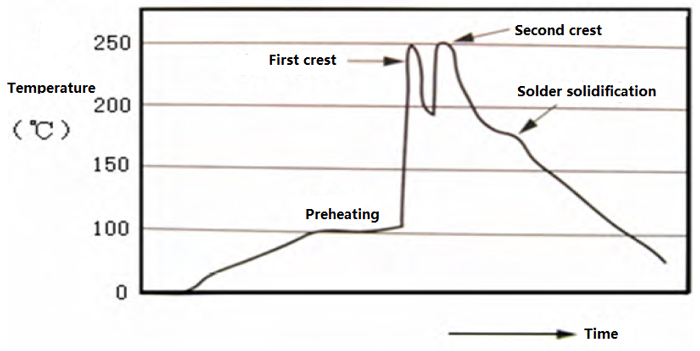
那么,在很多預(yù)熱模式中我們應(yīng)該如何來組合,每種預(yù)熱的效果有何不同呢?答案是,中波是基本的,般是常開的,短波就好像是快速反應(yīng)部隊(duì),通電則立刻發(fā)熱,斷電立刻降溫,它通常是安裝在預(yù)熱區(qū)尾段,靠近焊接區(qū)。短波預(yù)熱是板子進(jìn)入焊接前進(jìn)行的后道沖刺型加熱,在板過來時(shí)才開啟,比較省電。
對(duì)于熱風(fēng)預(yù)熱,要看選用的助焊劑類型。假如你選用了水基助焊劑,在預(yù)熱前段,選用熱風(fēng)對(duì)流預(yù)熱有利于加快助焊劑中水分的揮發(fā),避免細(xì)小的水珠帶入高溫錫鍋中,引起濺錫。假如選用的是有機(jī)溶劑型助焊劑,那么,中波預(yù)熱則比較妥當(dāng)。
一般好的設(shè)備,預(yù)熱模塊應(yīng)設(shè)計(jì)成可互換式的,不管是哪種預(yù)熱模塊,寬度應(yīng)該樣,這樣可以隨時(shí)根據(jù)需要更換不同的預(yù)熱模塊。
推薦閱讀:http://m.xsypw.cn/bandaoti/gongyi/20171220605590_a.html
責(zé)任編輯:gt
-
電子產(chǎn)品
+關(guān)注
關(guān)注
6文章
1213瀏覽量
59201 -
焊接
+關(guān)注
關(guān)注
38文章
3401瀏覽量
61074
發(fā)布評(píng)論請(qǐng)先 登錄
什么是波峰焊,如何使PCBA組裝自動(dòng)焊接
波峰焊技術(shù)入門:原理、應(yīng)用與行業(yè)標(biāo)準(zhǔn)
[分享]波峰焊接技術(shù)資料 波峰焊接培訓(xùn)資料 波峰焊接培訓(xùn)講義
[推薦]波峰焊接技術(shù) 波峰焊接故障分析 波峰焊接工藝參數(shù)
波峰焊機(jī)焊接貼片元件常見問題
微談波峰焊料對(duì)焊接質(zhì)量的影響
波峰焊接后產(chǎn)品虛焊的解決
無鉛波峰焊焊接有什么缺點(diǎn)
了解鉛和無鉛波峰焊中使用的焊接技術(shù)之間的區(qū)別
無鉛波峰焊使用壽命與外界哪些因素相關(guān)
如何對(duì)波峰焊接進(jìn)行質(zhì)量控制,從哪兩方面出發(fā)
影響PCBA波峰焊接質(zhì)量的因素都有哪些
無鉛波峰焊溫度設(shè)置規(guī)范及建議





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論