") 電感值在二保焊機(jī)焊接過程的應(yīng)用分析
電感值在二保焊機(jī)焊接過程的應(yīng)用分析

(文章來源:網(wǎng)絡(luò)整理)
在短路過渡形式的的二保焊中,電感是影響過程穩(wěn)定性,焊縫融深的主要因素。
隨著電感值的增大(或減小),焊縫融深增加(或減小)。電感值增加,則短路頻率減小。電感值太大時(shí),會(huì)引起大顆粒的金屬飛濺,熄弧、起弧困難,容易產(chǎn)生焊絲成段炸斷。反之太小時(shí),短路電流增長速度過快,會(huì)造成很細(xì)的顆粒飛濺,焊縫邊緣不齊,成型不良。合適的電感值可以調(diào)節(jié)短路電流增長速度,從而控制飛濺的大小,而且還可以調(diào)節(jié)短路頻率、電弧燃燒時(shí)間,控制電弧熱量,以適合不同厚度焊件的焊接。
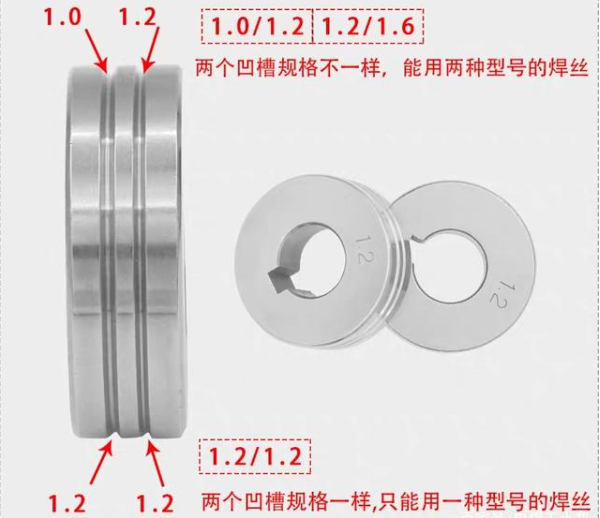
電感應(yīng)根據(jù)焊絲直徑、電流、電弧電壓等來選擇。焊絲越細(xì),熔化速度越快,短路過渡頻率越大,要求的短路電流上升速度就越大。
電感值和電弧特性,電弧推力,是一個(gè)意思,它就是調(diào)節(jié)電弧軟硬程度的。
使用電感調(diào)節(jié)旋鈕時(shí),當(dāng)焊接時(shí),感覺電弧偏軟無力,可向左調(diào)節(jié)。當(dāng)感覺飛濺較大,且電弧穿透力較強(qiáng)時(shí),可向右調(diào)節(jié)。
在沒有儀表指示的條件下,焊接時(shí)調(diào)電感主要靠觀察飛濺大小和焊縫成形,以及從電弧的聲音情況去判斷。以柔和、清晰、連續(xù)而不夾雜暴躁的炸裂聲為好。
電感值的單位名稱是毫亨。以下是各種規(guī)格焊絲具體電感值,可以了解一下。0.6毫米碳鋼焊絲電感值是0.02~0.23毫亨,0.8毫米碳鋼焊絲電感值是0.04~0.30毫亨,1.0毫米碳鋼焊絲電感值是0.08~0.40毫亨,1.2毫米碳鋼實(shí)心焊絲電感值是0.08~0.50毫亨。這是資料上面的一些數(shù)值,有什么意義嗎?你只需要知道每種焊絲都有一個(gè)合適的電感值范圍,在此范圍內(nèi)調(diào)節(jié)才能良好的結(jié)果。數(shù)值越小,電感值調(diào)節(jié)旋鈕向左調(diào)節(jié),電弧特性變硬的傾向性越大。一句話,數(shù)值小電弧硬,數(shù)值大電弧軟。這是我個(gè)人的一些體會(huì),僅供參考。
為了獲得最高的短路頻率,要選擇最合適的電弧電壓,對(duì)于直徑為0.8~1.2毫米的焊絲,該值在20伏左右,最高短路頻率約100赫茲。
(責(zé)任編輯:fqj)
-
電感值
+關(guān)注
關(guān)注
0文章
35瀏覽量
9662 -
焊接
+關(guān)注
關(guān)注
38文章
3418瀏覽量
61394
發(fā)布評(píng)論請(qǐng)先 登錄
激光焊接技術(shù)在焊接過濾器的工藝應(yīng)用

電阻焊機(jī)在線監(jiān)測(cè)技術(shù)的應(yīng)用與優(yōu)勢(shì)分析
汽車焊接過程的實(shí)時(shí)監(jiān)控技術(shù)探析
焊接過程自動(dòng)記錄儀的應(yīng)用與優(yōu)勢(shì)分析
智能焊接數(shù)據(jù)分析設(shè)備提升工業(yè)效率與精度
焊接電壓波動(dòng)分析儀的應(yīng)用與影響研究
自動(dòng)焊接能量記錄儀:精準(zhǔn)監(jiān)控焊接過程能量變化
焊接工藝過程監(jiān)測(cè)器的應(yīng)用與優(yōu)化
焊接過程可視化的應(yīng)用前景有哪些
弧焊機(jī)和電焊機(jī)有什么區(qū)別?舉例分析
焊機(jī)弧壓與空載電壓區(qū)別?
對(duì)比分析點(diǎn)焊機(jī)與傳統(tǒng)焊接方法
激光錫膏和普通錫膏在焊接過程中有哪些區(qū)別?






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論