 如何讓QFN焊接爬錫高度達到50%以上
如何讓QFN焊接爬錫高度達到50%以上
【序】
QFN器件側邊裸銅焊盤、SMT焊接后側邊pad為什么不爬錫或爬錫高度達不到IPC里面的標準要求,這是一個令人糾結和頭疼的問題。要怎么解決這個問題呢,今天我們就來聊聊這個QFN側邊焊盤不爬錫、帶來焊盤接觸性虛焊、假焊、功能測試不穩定等潛在隱患,且聽高速先生娓娓道來。
【正文】
隨著電子行業的發展,PCB的布線程度越來越緊湊、選用的QFN器件也越來越多、QFN器件由于體積小、重量輕、加上杰出的電性能和熱性能,這種封裝特別適合任何一個對尺寸、重量和性能都有的要求的產品應用,由于QFN封裝不像傳統的SOIC與TSOP封裝那樣具有鷗翼狀引線,內部引腳與焊盤之間的導電路徑短,自感系數以及封裝體內布線電阻很低,所以它能提供卓越的電性能。以32引腳QFN與傳統的28引腳PLCC封裝相比較為例,面積(5mm×5mm)縮小了84%,厚度(0.9mm)降低了80%,重量(0.06g)減輕了95%,電子封裝寄生效應也提升了50%,所以非常適合應用在手機、數碼相機、PDA以及其他便攜小型電子設備的高密度印刷電路板上。
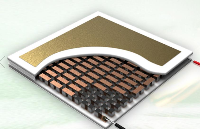
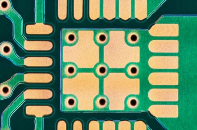
QFN器件的焊盤設計主要有三種的布局方式:①A底部焊盤設計;②B底部內側焊盤設計;③C側邊焊盤與底部焊盤設計;
A類和B類側邊是無法爬錫的、重點關注C類如何爬錫達到50%以上(如下圖)
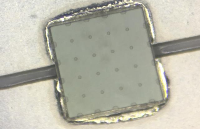
按照IPC-A-610的標準QFN側邊焊盤爬錫要求,分為三個等級如下:
1級為QFN焊盤底部填充錫潤濕明顯;
2級為側邊焊盤高度的25%;
3級標準為側邊焊盤高度的50%;
今天我們就來聊聊這個QFN側邊焊盤不爬錫、將帶來焊盤接觸性虛焊、假焊、功能測試不穩定等潛在隱患。從 QFN側邊焊盤是否爬錫或爬錫高度不滿足50%以上,可以很清晰的設別焊接品質,外觀看起來也更加的完美。
-
焊接
+關注
關注
38文章
3402瀏覽量
61102 -
qfn
+關注
關注
3文章
209瀏覽量
56945
發布評論請先 登錄
錫膏使用50問之(48-50):錫膏如何提升芯片散熱、如何應對RoHS合規性問題?
錫膏使用50問之(46-47):不同焊盤如何選擇錫膏、低溫錫膏焊點發脆如何改善?
錫膏使用50問之(39-40):物聯網微型化錫膏印刷量難以控制、陶瓷電容焊接后容值漂移怎么辦?
錫膏使用50問之(37-38):陶瓷基板焊接后焊點剝離、柔性電路焊點開裂如何解決?
錫膏使用50問之(7-8):錫膏存儲溫濕度和使用前回溫對焊接有何影響?
錫膏使用50問之(6):錫膏中混入雜質或異物,如何避免?
大為“A5P超強爬錫錫膏”為新質生產力賦能
錫膏回流焊接工藝要求

錫膏焊接不上錫與漏焊的原因分析


FPC焊接PCB:錫絲 vs 錫膏激光焊接該如何選擇?





 工商網監
工商網監
評論