 PCB生產流程有哪些
PCB生產流程有哪些
PCB生產流程、PCB材料選擇、PCB板厚設計、層壓結構的設計、黑棕氧化技術的應用推廣、各層圖形及鉆孔設計、外形及拼版設計、阻抗設計、PCB熱設計要求。
PCB生產流程
常用的電路板加工工藝流程有如下幾種:單面板工藝流程、雙面板工藝流程、多層板工藝流程
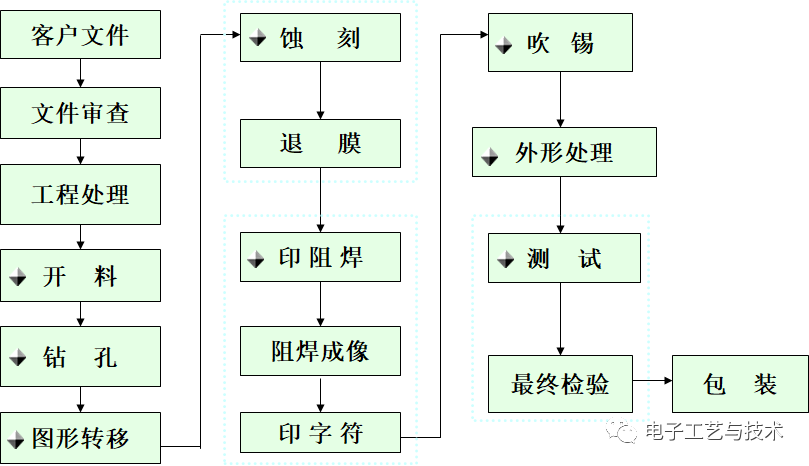
單面板工藝流程
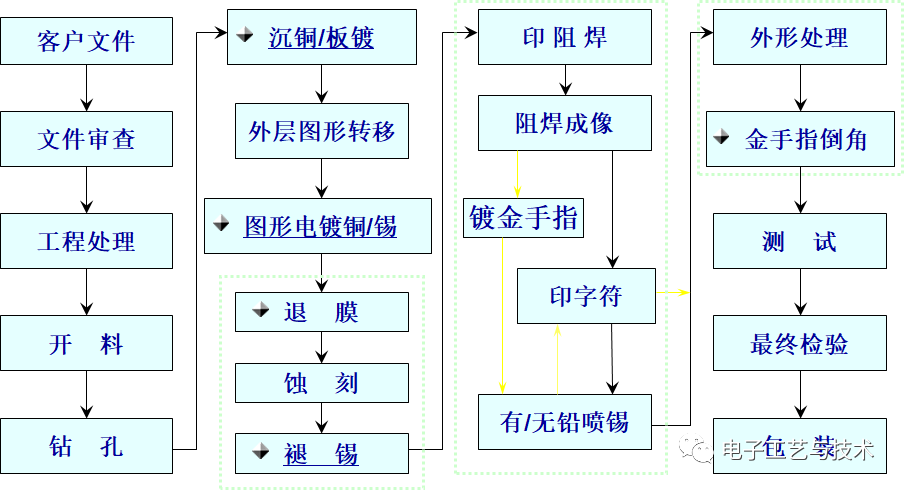
雙面板工藝流程
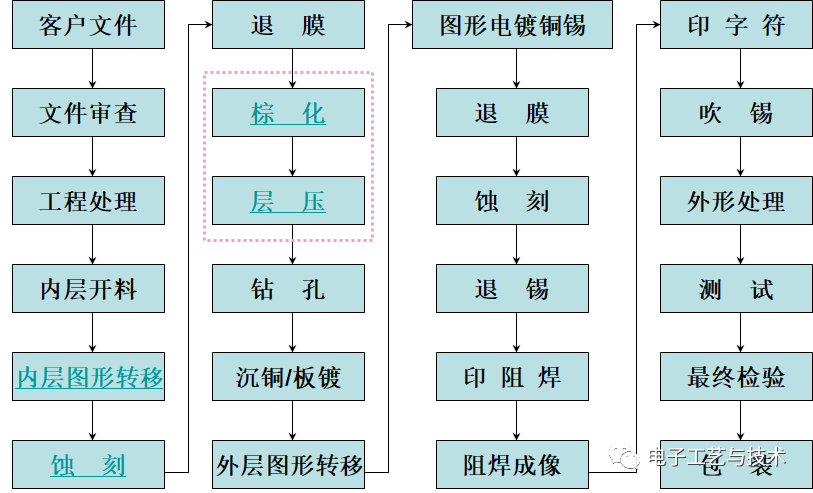
多層板工藝流程
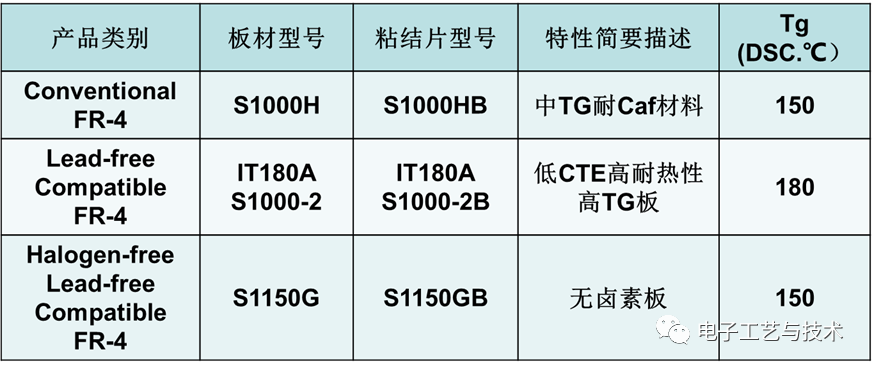
PCB材料選擇
常規板料如下:
PCB厚度的設計
1、一般貼裝機允許的板厚:0.5~5mm。
2、PCB厚度一般在0.5~2mm范圍內。
3、只裝配集成電路、小功率晶體管、電阻、電容等小功率元器件,在沒有較強的負荷振動條件下,使用厚度為1.6mm、板的尺寸在500mm×500mm之內;
4、有負荷振動條件下,要根據振動條件采取縮小板的尺寸或加固和增加支撐點的辦法,仍可使用1.6mm的板;
5、板面較大或無法支撐時,可以考慮將板厚加大,應選擇2~3mm厚的板。
6、當層次較高時,必須保證每層介質厚度的滿足其他各方面要求(如耐壓要求
7、當PCB尺寸小于最小貼裝尺寸時,必須采用拼板方式。
層壓結構的設計
在層壓結構的設計方面,我們致力于滿足客戶需求的層壓結構進行設計和生產,基礎設計原則如下:
客戶有指定結構時,須按客戶要求設計。
客戶有阻抗要求時,必須使用滿足客戶的層壓結構。
客戶沒有指定結構時,設計原則為:介質層厚度、壓合厚度符合客戶要求。
內層板優先選用厚度較大的芯板;
最小介質厚度:0.06mm
盡量使用單張PP結構
PP選用:優先選用常規類型PP:1080、2116、7628
厚銅板PP選用:2oz及以上銅厚靠近銅面PP只可排放1080、2116
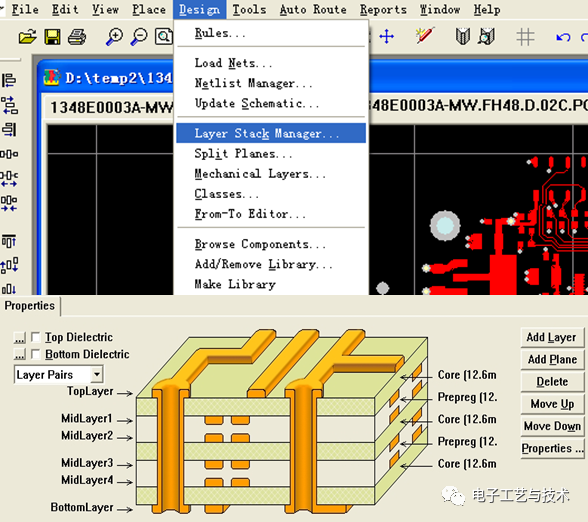
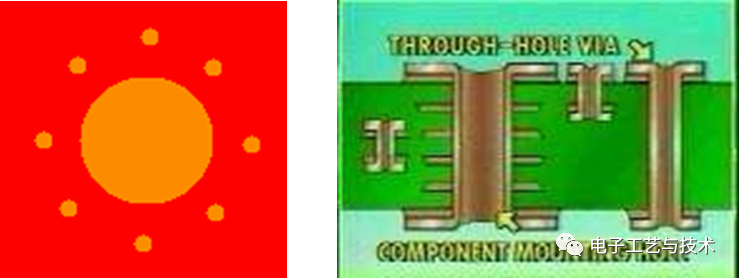
軟件造成的層壓結構誤解
Protel 系列軟件設計的PCB文件中都有一個介質厚度要求的說明,如右圖,如不做特殊設置得出的層壓結構是介質均等的。則芯板厚度變小,PP數量加大,成本增加。如無要求建議加工要求中說明。
內層圖形設計
各層圖形銅盡量分布均勻,防止翹曲
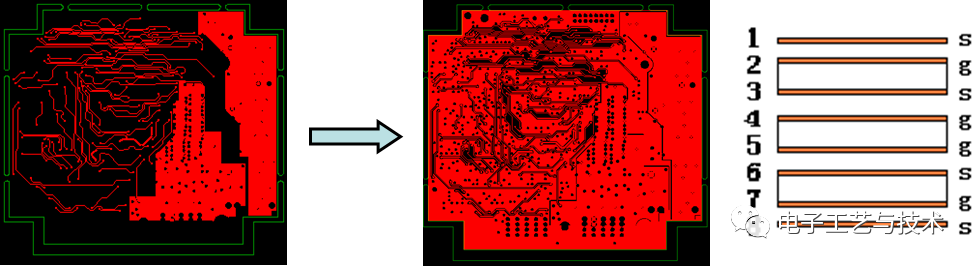
層間圖形結構盡量分布較均勻,層排序也考慮對稱,如右圖(g代表電地層,s代表信號層
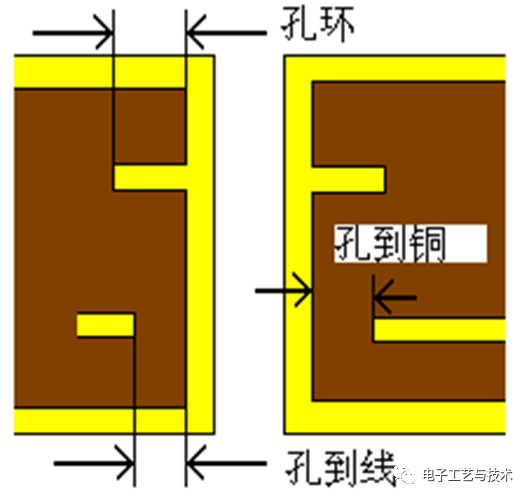
內層孔到線的距離盡量加大,層次越高,距離越大。(4層板保證在7mil以上,6-8層保證8mil以上)
層次越高,內層孔到銅的距離越大,一般10MIL以上,提高可靠性。
孔密集區域,線盡量布置在兩孔的正中間。
板內元素距離板邊15mil以上。層次越高,可以考慮加大。
金手指下方鋪銅,防止區域偏薄。
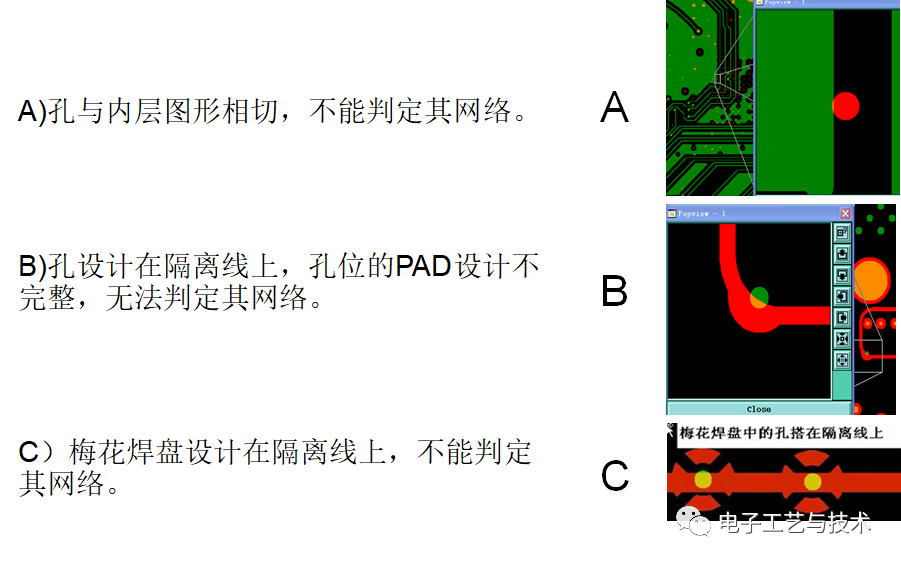
常見問題-內層網絡判定不清楚
鉆孔的設計
1) 機械安裝孔
如果不是用于接地,安裝孔內壁不允許有電鍍層。
如果需要接地,建議在安裝孔周圍設計“衛兵孔”。
2) 元件孔
金屬化的孔徑比引線直徑大0.2~0.3mm。這樣有利于波峰焊的
焊錫往上爬,同時利于排氣,如果孔太小,氣體跑不出來,會夾雜在焊錫里。孔太大元件偏斜。
3)導通孔(通孔、埋 孔、盲孔)
選孔原則:盡量用通孔,其次用埋孔,最后選盲孔。盲埋孔設計時盡量不要交叉。
4)厚徑比:孔與板厚比值
優選:1:8以下,1:8以上時加工難度大。
5)采用回流焊工藝時導通孔設置
A、一般導通孔直徑不小于0.3mm;最小孔徑與板厚度的比不小于1:8,過小的比例在金屬化孔時,工藝難度加大成本上升。
B、不能把導通孔直接設置在焊盤上、焊盤的延長部分和焊盤角上。
C、導通孔和焊盤之間應有一段涂有阻焊膜的細線相連,細線的長度應大于0.5mm,寬度大于0.1mm。
6) 最小孔徑0.2MM,能使用大孔盡量使用,孔邊到孔孔邊間距大于12mil,過孔盡量不要打在需要焊接的焊盤上。
7) 孔徑公差控制范圍:
正常孔徑公差是按照IPC Ⅱ級標準。
壓接孔孔徑公差可以控制在±0.05mm。
PTH可以控制孔徑公差±0.08mm.
NTPH可以控制孔徑公差±0.05mm.
8) 孔位公差±0.075mm
9) 孔銅要求:IPC Ⅲ級標準控制
孔銅平均25um,單點大于20um。
線寬載流量對比表

①用銅皮作導線通過大電流時,銅箔寬度的載流量應參考表中的數值降額50%去選擇考慮。
②在PCB設計加工中,常用OZ(盎司)作為銅皮厚度的單位,1 OZ銅厚的定義為 1平方英尺面積內銅箔的重量為一盎,對應的物理厚度為35um;2OZ銅厚為70um。
③電路工作電壓:線間距的設置應考慮其介電強度。
外層線路的設計
3、焊盤走線要添加淚滴,以避免過波峰焊接時將焊盤拉脫。
4、SMD焊盤上不能布過孔,過孔與焊盤應保持0.2mm的間距
5、數控銑外層的元素與板邊最小安全間距0.25MM,V-CUT安全距離見下表:
6、線路鋪銅:
整個設計布線完畢后,盡量對未布線的空白區域進行鋪銅處理,以增加電路的抗干擾力。畫出灌銅區域外框,選擇灌注方式,將地網絡與銅皮相連。但銅皮與焊盤、線最好8MIL以上間距。
外層銅分布均勻可以使得電鍍時電流分布均勻,鍍層厚度也均勻,方便生產加工,利于產品可靠性。如阻抗板利于阻抗的最終效果。
下圖為不建議設計:
阻焊設計
1)過孔處理方式:覆蓋 不覆蓋 覆蓋塞孔 部分塞孔
通常設計時,過孔處理方式為覆蓋塞孔,但是最好不要把需要塞的過孔放置于開窗的焊盤上,為避免冒油,導致可焊性異常,此類孔作覆蓋不塞孔處理。
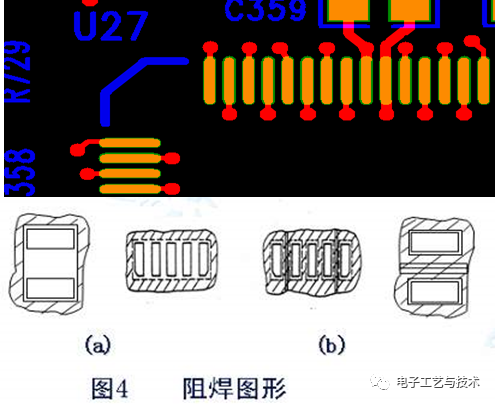
2)綠油橋:
為防止焊料橋接導致短路,通常需要保留綠油橋。當IC焊盤間距<8mil時無法保留綠油橋。雜色油墨需要保留綠油橋時IC焊盤間距≥9mil。不能保證綠油橋時按照通窗處理。
3)過孔塞孔的最大孔徑為0.6mm,建議需要塞孔的過孔孔徑設計在0.6mm以內,最佳為0.3-0.4MM。如為了保證良好的導通可以同網絡多放置幾個孔。塞孔是防范過孔發黃的最好方法。
4)BGA區的過孔在沒有特殊要求的情況下是以塞孔的方式處理,如需要設計測試點,建議在字符層用位號標識。溝通中常用術語解釋:阻焊開窗(即焊盤露銅),開窗露銅/線。
字符設計
字符層設計的位號是為了貼裝和維修方便。
字符線寬與字高的最佳比例是1:8,最低保證在1:6。我司最小的線寬要求為4.5mil,字高建議設計在30mil以上。
字符框設計時建議距離所示焊盤有6mil以上的距離,可以確保標識清晰準確。
字符的字體盡量設計正楷字。
位號不建議設計在焊盤與器件之上,應與焊盤相隔6MIL以上。
位號盡量不要設計在走線或銅與基材交接區域,會由于字符油墨下油不均導致字符不清

PCB外形設計
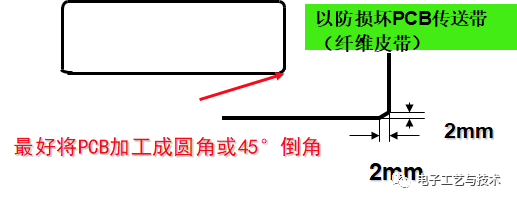
1、形狀設計
a、印制板的外形應盡量簡單,一般為矩形,長寬比為3:2或4:3,其尺寸應盡量靠標準系列的尺寸,以便簡化加工工藝,降低加工成本。
b、板面不要設計得過大,以免在回流焊時引起變形。
2、PCB外形和尺寸是由貼裝機的PCB傳輸方式、貼裝范圍決定。
a、當PCB定位在貼裝工作臺上,通過工作臺傳輸PCB時,對PCB的外形沒有特殊要求;
b、當直接采用導軌傳輸PCB時,PCB外形必須是筆直的。如果是異形PCB,必須設計工藝邊使PCB的外形成直線。
PCB多pcs拼接的設計
1、當PCB尺寸小于最小貼裝尺寸(<50mm×50mm )時必須采用拼板的方式,異形板也需拼板。
2、拼板可以提高生產效率,雙面全表面貼裝,并且不采用波峰焊工藝時,可采用雙數拼板、正反面各半、兩面圖形完全相同的設計,這種設計可以采用同一塊模板、節省編程、生產準備時間、提高生產效率和設備利用率。
3、拼板設計要求:
a、拼板的尺寸不可太大,也不可太小,應以制造、裝配、和測試過程中方便為原則,不產生較大變形為宜。根據PCB厚度確定。(1mm厚度的PCB最大拼板尺寸200mm×150mm)
b、拼板的工藝邊一般為5-10mm,添加定位孔。
c、MARK點加在每塊小板的對角上,一般為二個(一點也可以
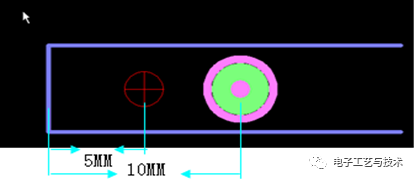
d、定位孔加在工藝邊上,其距離為距各邊5mm。
e、工藝邊上可以添加不對稱的3-4個定位孔。
f、拼板中各塊PCB之間的互連方式有V-CUT和郵票孔連接兩種方式。要求既能一定的機械強度,又便于貼裝后的分離。
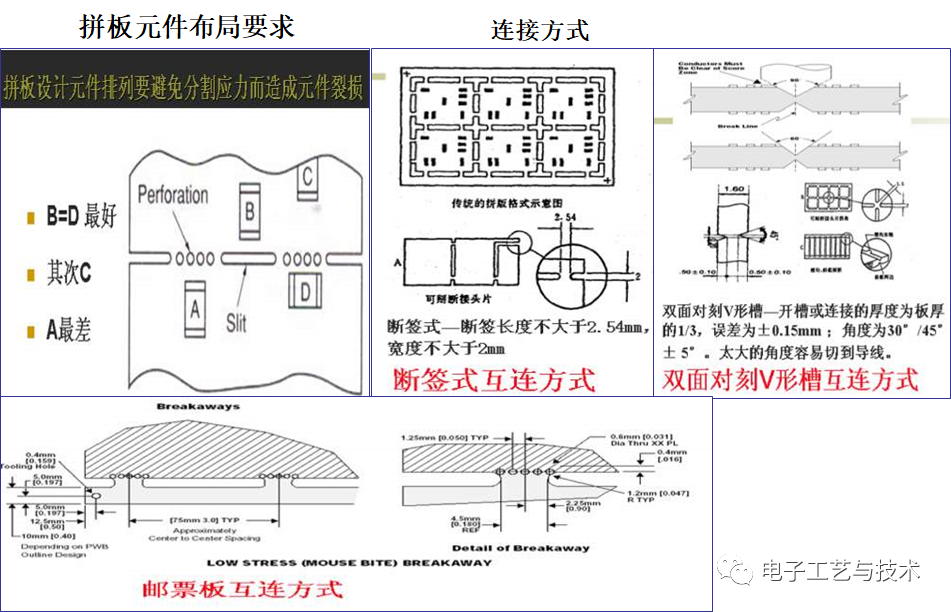
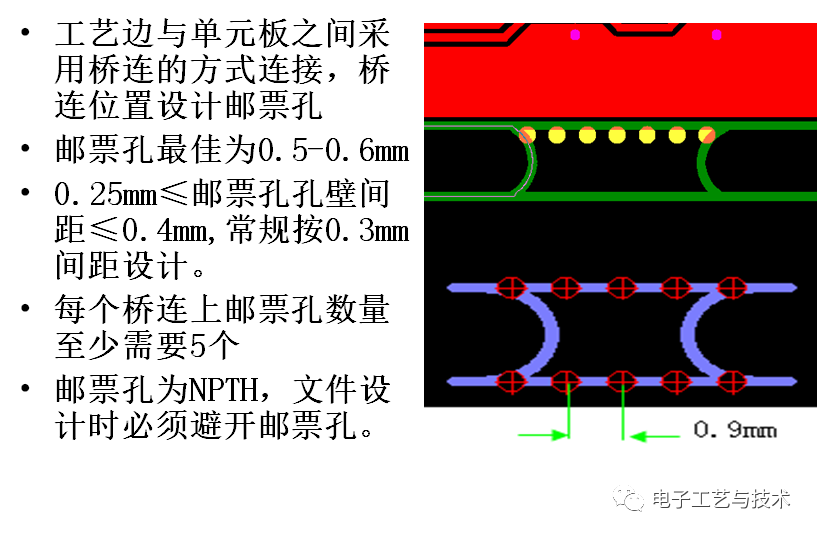
郵票孔連接的設計
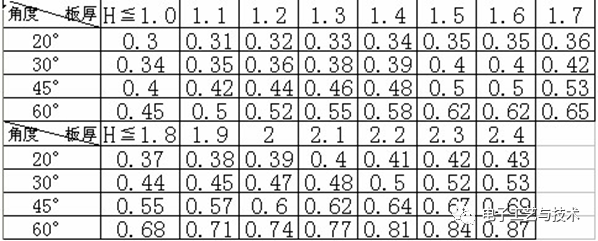
V-CUT的設計
工藝邊與單元板之間無間距或者橋接的寬度較小,我們采用V-CUT處理。
V-CUT刀有幾種:20°、30°、45°、60°,最常用的為30° 。
V-CUT余厚:
板厚<1.6MM殘留厚度0.3+/-0.1MM,
板厚≥1.6MM殘留厚度0.4+/-0.1MM.
半孔板V-CUT時為不傷及半孔, V-CUT將會往外偏移0.1mm。
內層V-CUT疊邊參考外層V-CUT安全間距。

工藝邊的設計
1、工藝邊上一般設計3-4個大小為2.0-4.0mm的定位孔,3-4個1.0mm 的光學點,并設計保護環,不對稱排布,以方便后續加工和測試。
2、為保證內層層壓均勻,建議工藝邊內層填銅。
3、為方便外層線路加工,平衡電流,建議外層鋪銅
4、工藝邊上填銅可以增加板的剛性,有益與板翹曲度的控制。
5、以上鋪銅均避開定位孔和光學點。
阻抗控制四要素:
1、線寬/線距 與阻抗值成反比
2、銅厚與阻抗值成反比
3、介質厚度與阻抗值成正比
4、介電常數與阻抗值成反比
單端信號線的損耗和線寬
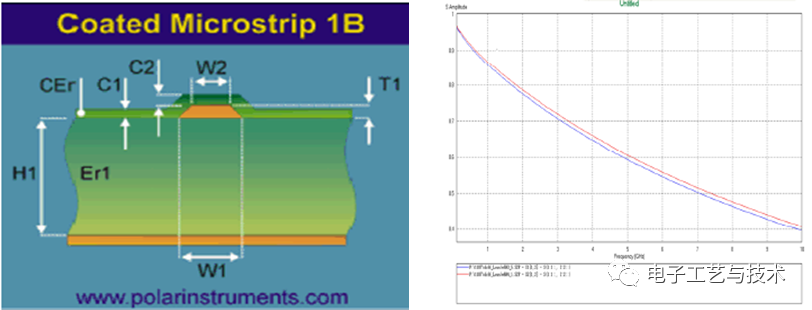
左圖所示的微帶線,保持阻抗為50Ω,右圖中紅色的線寬為6mil,藍色線寬為5mil。6mil的線寬比5mil損耗要小一些。
差分信號線的損耗和線寬
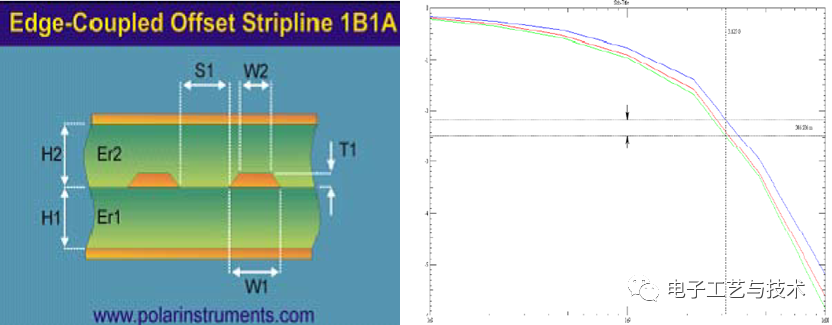
左圖所示的微帶線,保持阻抗為100Ω,右圖中藍色的線寬為8mil,紅色線寬為5mil,綠色線寬為4mil。線寬越寬,損耗要小一些。
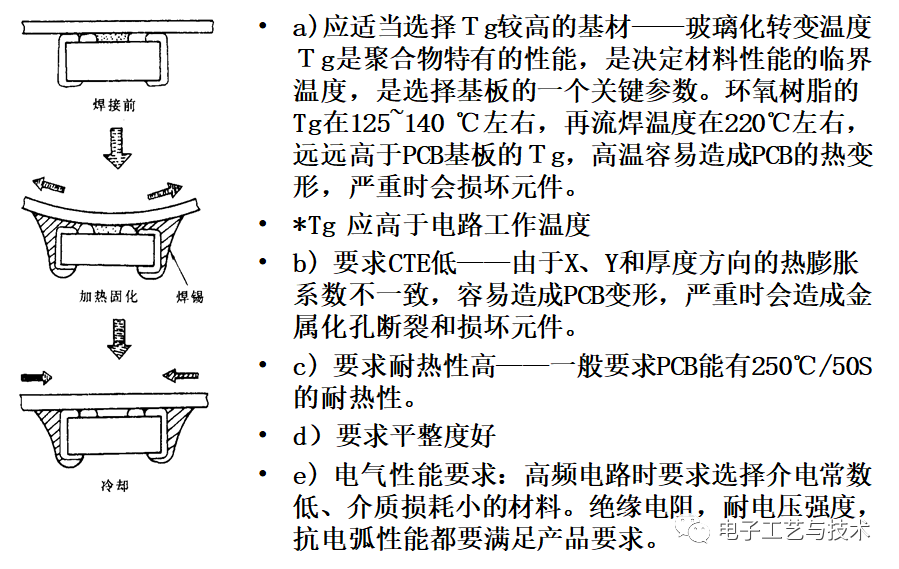
PCB熱設計要求
高熱器件應考慮放于出風口或利于對流的位置
PCB 在布局中考慮將高熱器件放于出風口或利于對流的位置。
較高的元件應考慮放于出風口,且不阻擋風路
散熱器的放置應考慮利于對流
溫度敏感器械件應考慮遠離熱源。
對于自身溫升高于30℃的熱源,一般要求:
A、在風冷條件下,電解電容等溫度敏感器件離熱源,距離要求大于或等于2.5mm;
B、自然冷條件下,電解電容等溫度敏感器件離熱源,距離要求大于或等于 4.0mm。
若因為空間的原因不能達到要求距離,則應通過溫度測試保證溫度敏感器件的溫升在降額范圍內。
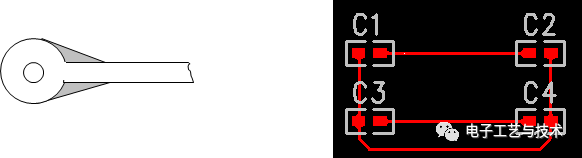
焊盤設計:
為了保證透錫良好,在大面積銅箔上的元件的焊盤要求用隔熱帶與焊盤相連,對于需過5A以上大電流的焊盤不能采用隔熱焊盤,如圖所示:
設計時必須考慮熱容量相當,避免產生應力導致的虛焊。大銅皮上的焊盤采用梅花焊盤連接,減少熱量散失的速度。
審核編輯:何安
-
PCB設計
+關注
關注
396文章
4788瀏覽量
89392
發布評論請先 登錄
聚徽視角——工控一體機作為工業自動化的 “智慧大腦”,如何重塑生產流程?
LED產品SMT生產流程防硫注意事項
新能源時代,圓柱電池生產設備如何提升生產效率?
斑馬技術亮相 Vision China 2025,助力企業優化生產流程與運營管理
RFID隧道機:提升生產流水線效率與精準度

高頻加熱機生產流程
Monitor Wafer的核心功能、特點、生產流程和應用
PCBA板生產流程 PCBA板設計注意事項
精準對接:速程復合式執行器如何優化PCB異形插件的自動化生產流程
利用機器視覺檢測技術實現精確計數,優化現代工業生產流程
認識電池分選機:優化電池生產流程的利器

工業智能網關如何助力企業實現生產流程的優化?
晶振生產流程:選材至成品,創捷18道工藝全揭秘






 工商網監
工商網監
評論