") PSO位置同步輸出在激光振鏡加工中的應(yīng)用
PSO位置同步輸出在激光振鏡加工中的應(yīng)用

今天,正運動小助手給大家分享一下運動控制器之ZMC420SCAN的位置同步輸出PSO在激光振鏡加工中的應(yīng)用。
一ZMC420SCAN硬件介紹
1.功能介紹
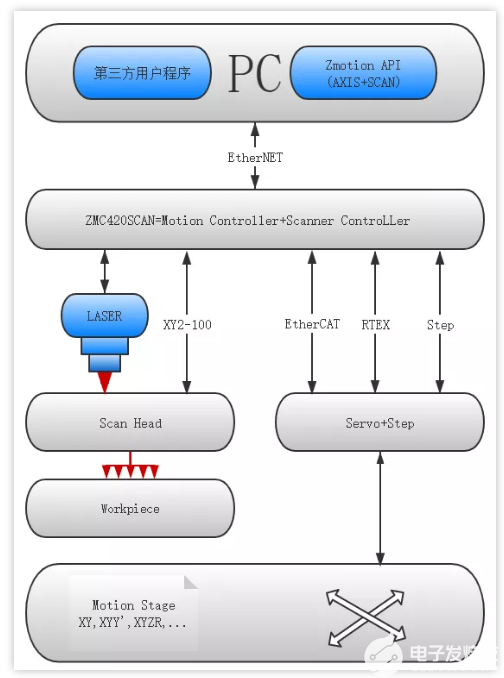
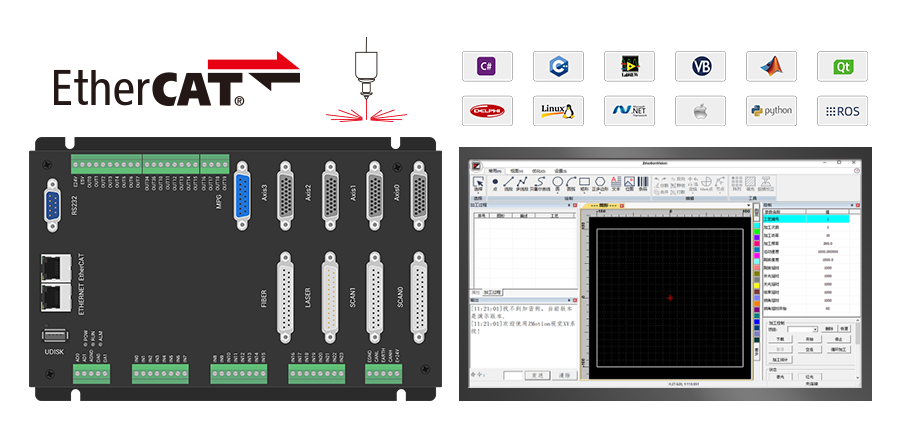
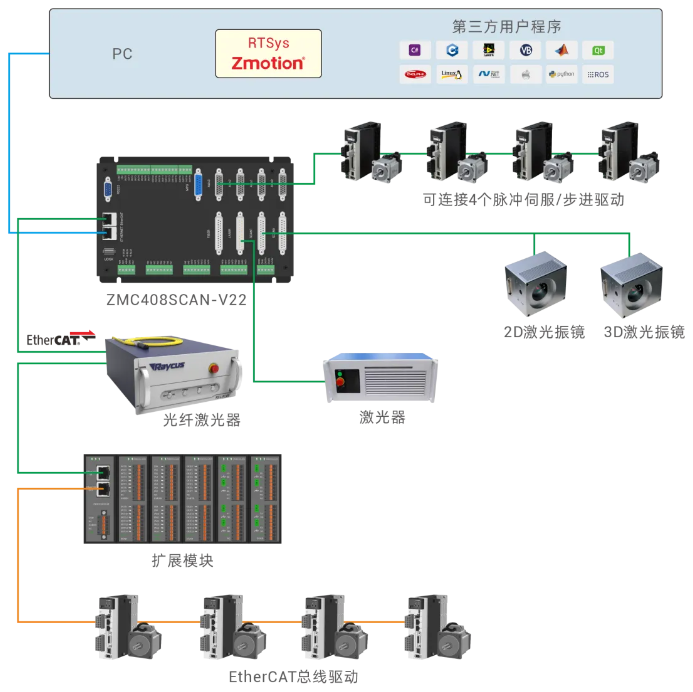
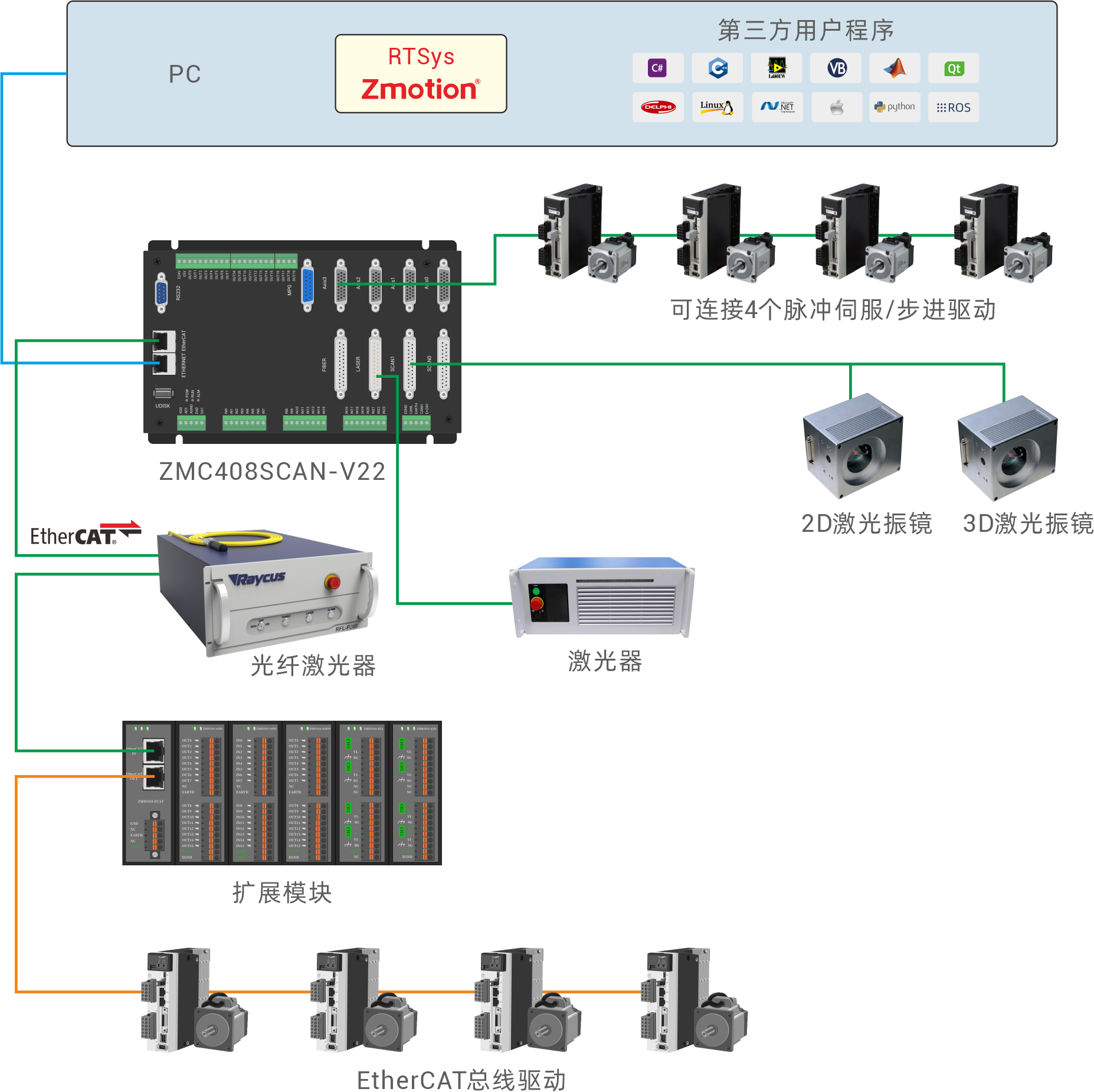
ZMC420SCAN總線控制器支持ECAT/RTEX總線連接,支持最多達(dá)20軸運動控制,支持直線插補(bǔ)、任意圓弧插補(bǔ)、空間圓弧、螺旋插補(bǔ)、電子凸輪、電子齒輪、同步跟隨、虛擬軸設(shè)置等;采用優(yōu)化的網(wǎng)絡(luò)通訊協(xié)議可以實現(xiàn)實時的運動控制。 ZMC420SCAN總線控制器支持脈沖軸/總線軸/振鏡軸混合插補(bǔ)。
ZMC420SCAN系列運動控制器支持以太網(wǎng),RS232通訊接口和電腦相連,接收電腦的指令運行,可以通過CAN總線去連接各個擴(kuò)展模塊,從而擴(kuò)展輸入輸出點數(shù)或運動軸。
ZMC420SCAN系列運動控制卡的應(yīng)用程序可以使用VC,VB,VS,C++,C#等軟件來開發(fā),程序運行時需要動態(tài)庫zmotion.dll。調(diào)試時可以把ZDevelop軟件同時連接到控制器,從而方便調(diào)試、方便觀察。
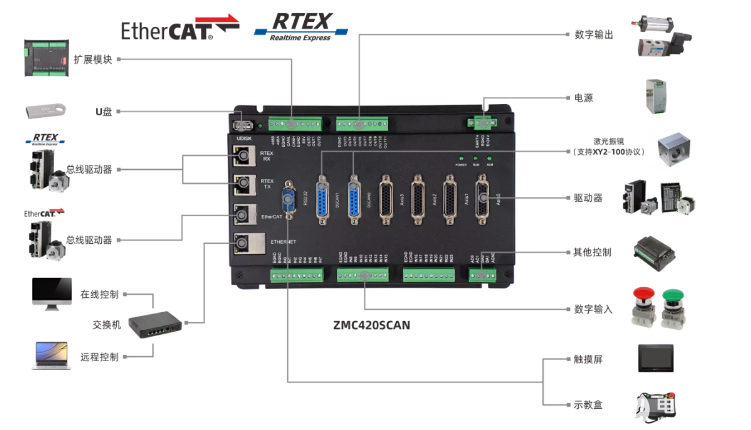
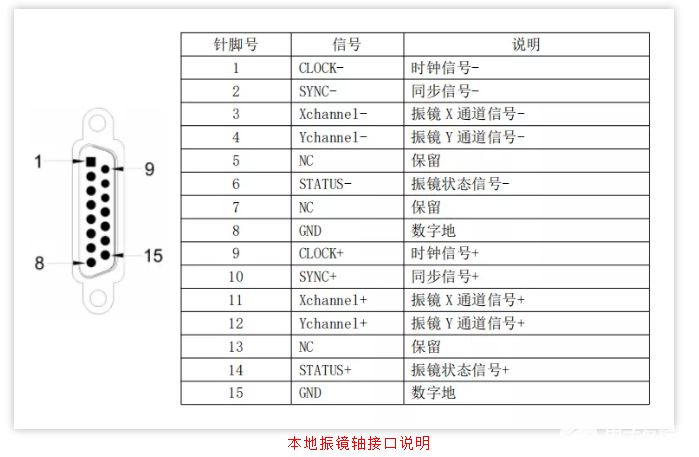
2.硬件接口
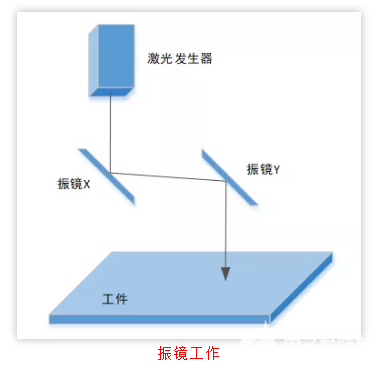
3.振鏡控制過程
激光振鏡是一種專門用于激光加工領(lǐng)域的特殊的運動器件,激光振鏡頭內(nèi)包含的主要元件是激光發(fā)生器,兩個電機(jī)和兩個振鏡片,它靠兩個電機(jī)分別控制兩個振鏡片X和Y反射激光,形成XY平面的運動,這兩個電機(jī)使用控制器上的振鏡軸接口控制。
激光振鏡不同于一般的電機(jī),激光振鏡具有非常小的慣量,且在運動的過程中負(fù)載非常小,只需要帶動反射鏡片,系統(tǒng)的響應(yīng)非常快。
ZMC420SCAN支持XY2-100振鏡協(xié)議,支持運動控制與振鏡聯(lián)合插補(bǔ)運動。上位機(jī)通過網(wǎng)口與控制器相連,通過XY2-100振鏡協(xié)議進(jìn)行控制振鏡軸的運動,通過總線協(xié)議或者脈沖模式控制伺服軸運動。
使用ZMC420SCAN控制器的振鏡軸接口連接激光振鏡頭,每個振鏡軸接口內(nèi)包含兩路振鏡通道信號,分別控制振鏡片X、Y的偏轉(zhuǎn),從而控制了激光打到工件的位置。
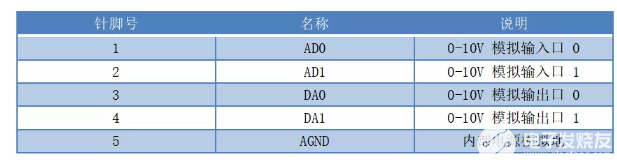
4.控制器PWM模擬量介紹
ZMC420SCAN的外部通用輸出口0-11都具有PWM輸出功能,PWM輸出受正常輸出功能的控制,只有輸出口狀態(tài)ON的時候PWM才能實際輸出,這樣可以用來控制激光能量。

ZMC420SCAN控制器存在兩路模擬量輸入輸出,可進(jìn)行控制激光器能量輸出,模擬量精度為12位。
5.控制器基本信息
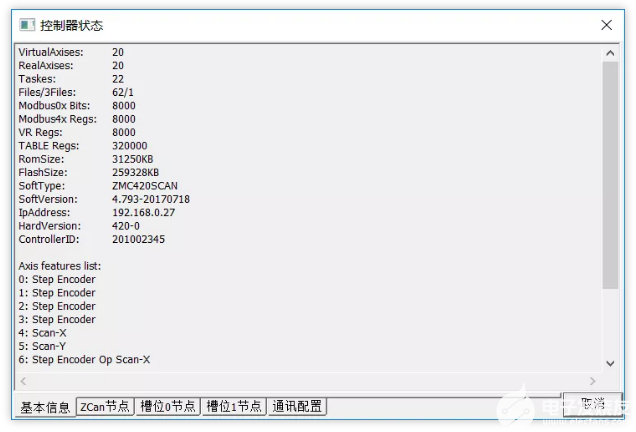
軸0-3為普通脈沖軸,振鏡0為軸4、軸5控制振鏡XY,振鏡1為軸6、軸7控制XY。
二C++進(jìn)行振鏡+運動控制開發(fā)
1.新建MFC項目并添加函數(shù)庫
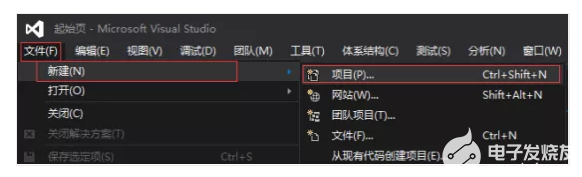
(1)在VS2015菜單“文件”→“新建”→ “項目”,啟動創(chuàng)建項目向?qū)А?/p>
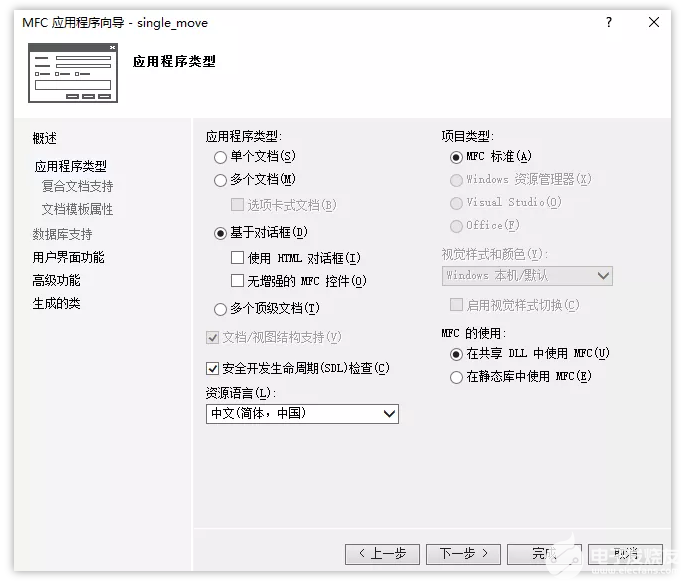
(2)選擇開發(fā)語言為“Visual C++”和程序類型“MFC應(yīng)用程序”。
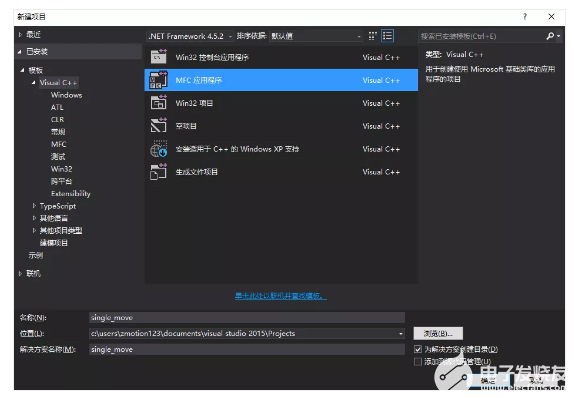
(3)點擊下一步即可。
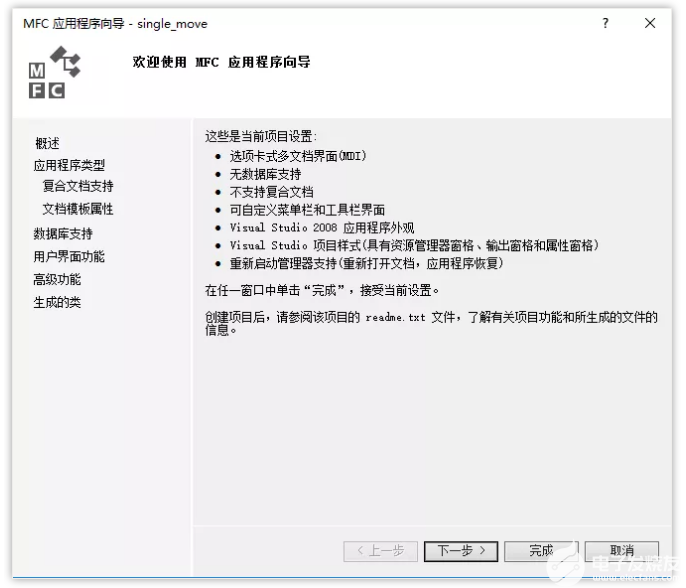
(4)選擇類型為“基于對話框”,下一步或者完成。
(5)找到廠家提供的光盤資料,路徑如下(64位庫為例)。
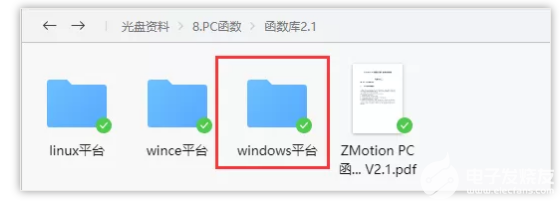
A.進(jìn)入廠商提供的光盤資料找到“8.PC函數(shù)”文件夾,并點擊進(jìn)入。

B.選擇“函數(shù)庫2.1”文件夾。

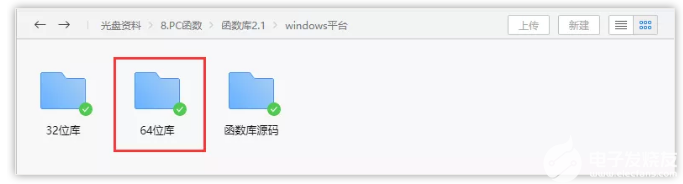
C.選擇“Windows平臺”文件夾。
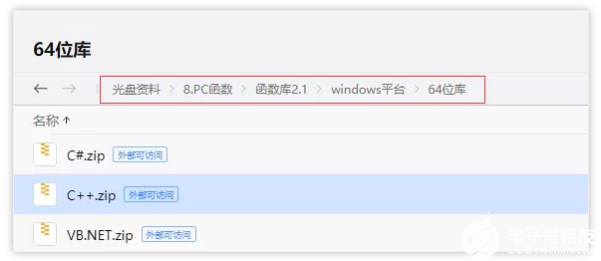
D.根據(jù)需要選擇對應(yīng)的函數(shù)庫這里選擇64位庫。
E.解壓C++的壓縮包,里面有C++對應(yīng)的函數(shù)庫。
F.函數(shù)庫具體路徑如下。

(6)將廠商提供的C++的庫文件和相關(guān)頭文件復(fù)制到新建的項目里面。
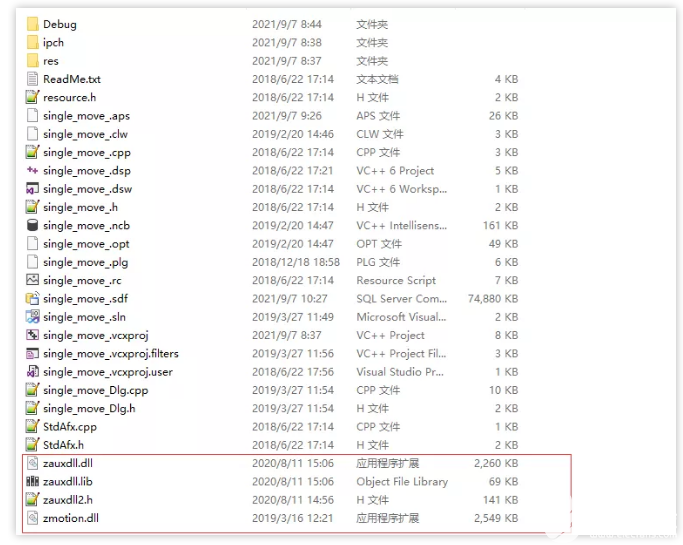
(7)在項目中添加靜態(tài)庫和相關(guān)頭文件。
A.先右擊項目文件,接著依次選擇:“添加”→“現(xiàn)有項”。
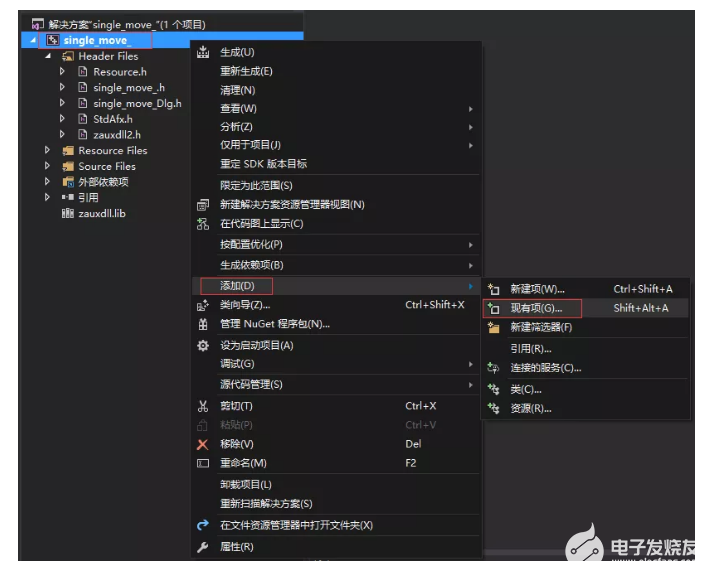
B.在彈出的窗口中依次添加靜態(tài)庫和相關(guān)頭文件。
(8)聲明用到的頭文件和定義控制器連接句柄。
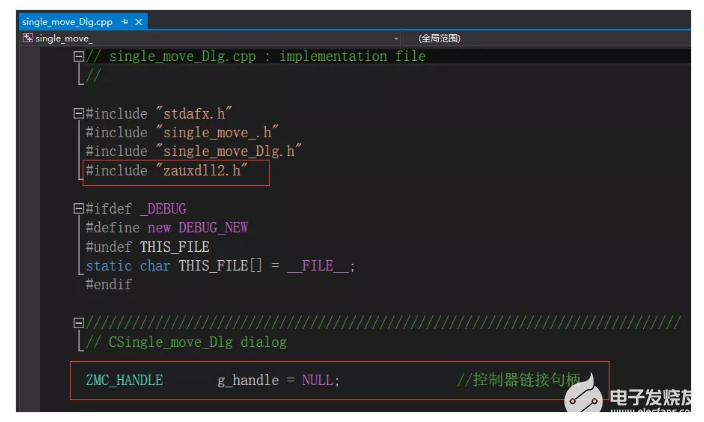
至此項目新建完成,可進(jìn)行MFC項目開發(fā)。
2.查看PC函數(shù)手冊,熟悉相關(guān)函數(shù)接口
(1)PC函數(shù)手冊也在光盤資料里面,具體路徑如下:“光盤資料\8.PC函數(shù)\函數(shù)庫2.1\ZMotion函數(shù)庫編程手冊 V2.1.pdf”
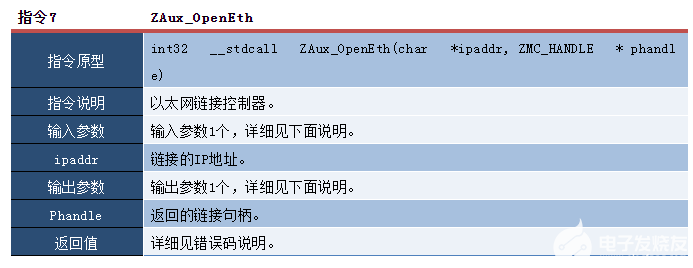
(2)鏈接控制器,獲取鏈接句柄。
ZAux_OpenEth()接口說明:
(3)振鏡運動打包接口。
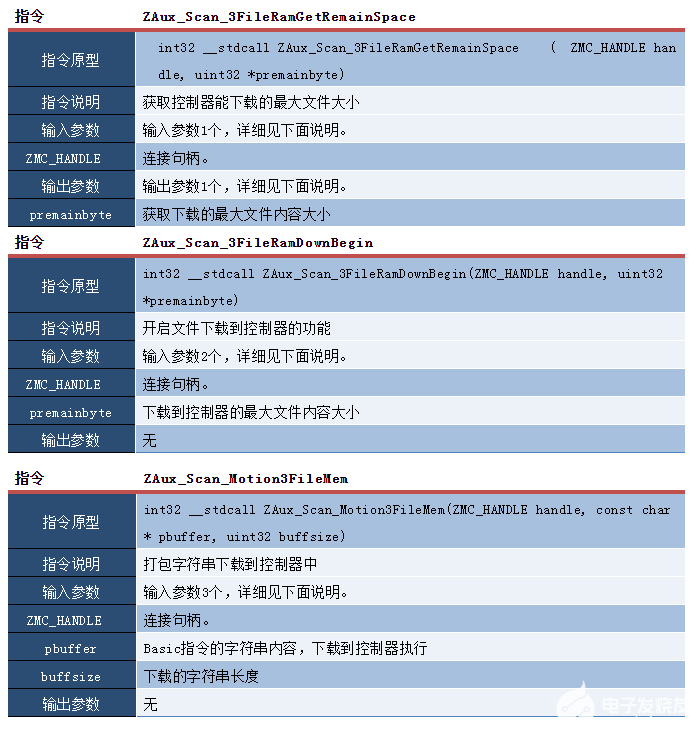
為了使得振鏡運動能夠高速的執(zhí)行,采用打包所有文件下載到控制器的方式,提高振鏡的運動速度,保證過程中振鏡速度得到有效的提升,不會因為上位機(jī)下發(fā)過程跟不上控制器運動的情況,導(dǎo)致中間出現(xiàn)運動停止。
通過精準(zhǔn)輸出設(shè)置,達(dá)到高速情況下進(jìn)行到位后及時打開OP的效果,保證激光打開的準(zhǔn)確性,已達(dá)到PSO在激光加工中的應(yīng)用。
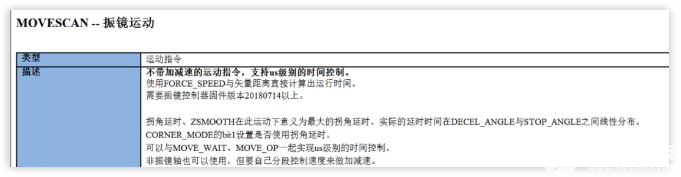
使用movescanabs是不帶加減速的運動指令,支持us級別的時間控制,有效控制調(diào)節(jié)出光位置時間。
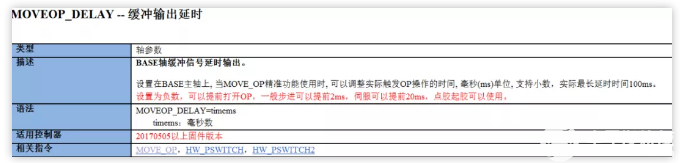
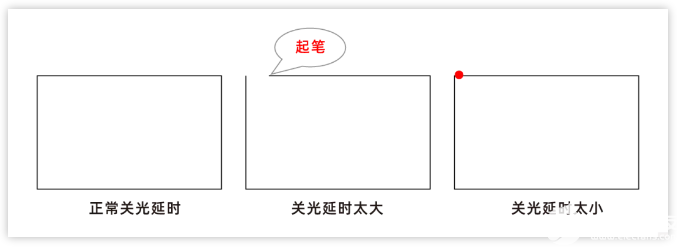
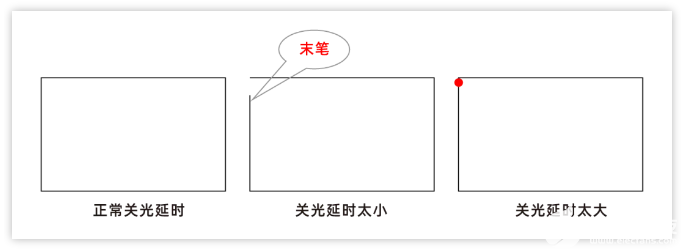
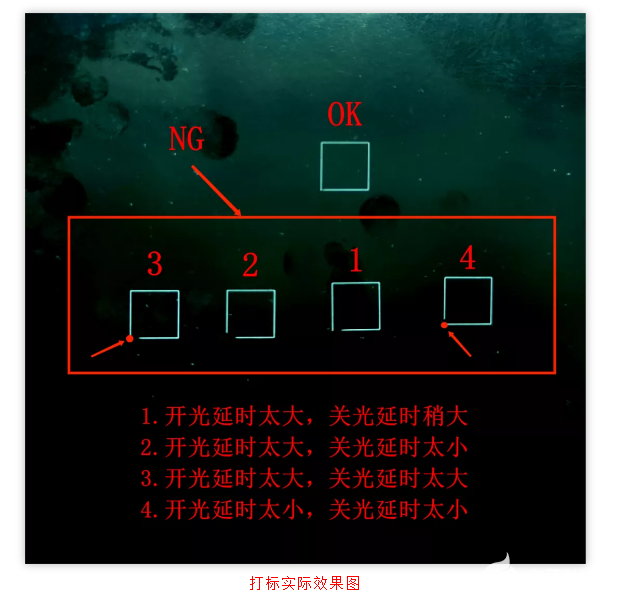
使用moveop_delay進(jìn)行調(diào)節(jié)開關(guān)光延時時間,防止由于振鏡移動滯后導(dǎo)致的漏光或者末端點能量太大的現(xiàn)象出現(xiàn),如下圖所示。
A.開光延時:
B.關(guān)光延時:
3.MFC開發(fā)控制器PSO位置同步輸出運動例程
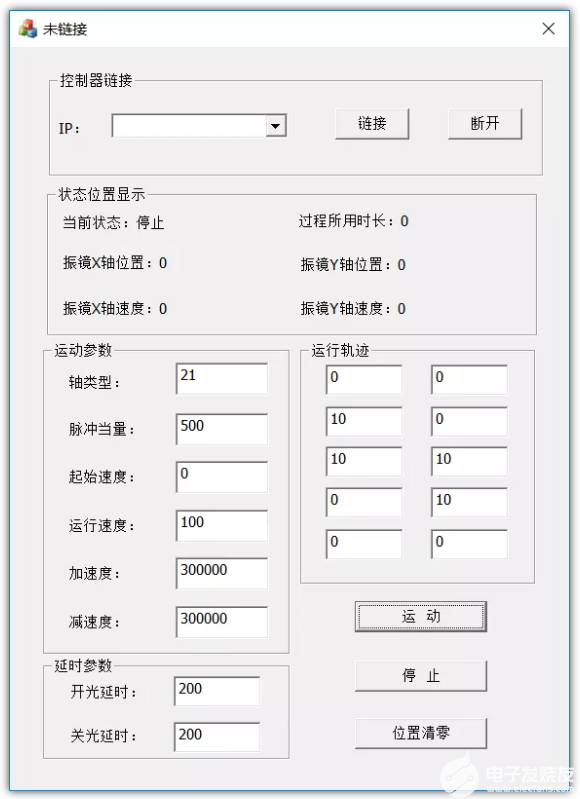
(1)例程界面如下。
(2)鏈接按鈕的事件處理函數(shù)中調(diào)用鏈接控制器的接口函數(shù)ZAux_OpenEth(),與控制器進(jìn)行鏈接,鏈接成功后啟動定時器1監(jiān)控控制器狀態(tài)。
//網(wǎng)口鏈接控制器
void CSingle_move_Dlg::OnOpen()
{
char buffer[256];
int32 iresult;
//如果已經(jīng)鏈接,則先斷開鏈接
if(NULL != g_handle)
{
ZAux_Close(g_handle);
g_handle = NULL;
}
//從IP下拉框中選擇獲取IP地址
GetDlgItemText(IDC_IPLIST,buffer,255);
buffer[255] = '\0';
//開始鏈接控制器
iresult = ZAux_OpenEth(buffer, &g_handle);
if(ERR_SUCCESS != iresult)
{
g_handle = NULL;
MessageBox(_T("鏈接失敗"));
SetWindowText("未鏈接");
return;
}
//鏈接成功開啟定時器1
SetWindowText("已鏈接");
SetTimer( 1, 100, NULL );
}
(3)通過定時器監(jiān)控控制器狀態(tài),以及運行過程所用時間。
void CgalvmoveDlg::OnTimer(UINT_PTR nIDEvent)
{
// TODO: 在此添加消息處理程序代碼和/或調(diào)用默認(rèn)值
if (NULL == g_handle)
{
MessageBox(_T("鏈接斷開"));
return;
}
if (1 == nIDEvent)
{
CString string;
float position = 0;
ZAux_Direct_GetDpos(g_handle, 4, &position); //獲取當(dāng)前軸位置
string.Format("振鏡X軸當(dāng)前位置:%.2f", position);
GetDlgItem(IDC_CURPOS)->SetWindowText(string);
float NowSp = 0;
ZAux_Direct_GetVpSpeed(g_handle, 4, &NowSp); //獲取當(dāng)前軸速度
string.Format("振鏡X軸當(dāng)前速度:%.2f", NowSp);
GetDlgItem(IDC_CURSPEED)->SetWindowText(string);
ZAux_Direct_GetDpos(g_handle, 5, &position); //獲取當(dāng)前軸位置
string.Format("振鏡Y軸當(dāng)前位置:%.2f", position);
GetDlgItem(IDC_CURPOS2)->SetWindowText(string);
ZAux_Direct_GetVpSpeed(g_handle, 5, &NowSp); //獲取當(dāng)前軸速度
string.Format("振鏡Y軸當(dāng)前速度:%.2f", NowSp);
GetDlgItem(IDC_CURSPEED2)->SetWindowText(string);
int status = 0;
ZAux_Direct_GetIfIdle(g_handle, 4, &status); //判斷當(dāng)前軸狀態(tài)
if (status == -1)
{
GetDlgItem(IDC_CURSTATE)->SetWindowText("當(dāng)前狀態(tài):停 止");
}
else
{
GetDlgItem(IDC_CURSTATE)->SetWindowText("當(dāng)前狀態(tài):運動中");
}
}
if (2 == nIDEvent)
{
int idlestatus = 0;
ZAux_Direct_GetIfIdle(g_handle, 4, &idlestatus);
if (idlestatus == -1)
{
CString string;
m_endtime = GetTickCount() - m_starttime;
string.Format("過程所用時長:%dms", m_endtime);
GetDlgItem(IDC_TIME)->SetWindowText(string);
KillTimer(2);
}
}
CDialogEx::OnTimer(nIDEvent);
}
(4)通過啟動按鈕的事件處理函數(shù)采用打包字符串的方式進(jìn)行運行振鏡運動軌跡,將振鏡運動的速度得到提升效果,并在文件中直接對控制器參數(shù)進(jìn)行設(shè)置,并進(jìn)行對應(yīng)設(shè)置控制器精準(zhǔn)輸出,達(dá)到到位準(zhǔn)確輸出的目的。接著在運動中對應(yīng)調(diào)整開光延時,關(guān)光延時,調(diào)整振鏡運行開關(guān)光延時異常狀態(tài)出現(xiàn)。
void CgalvmoveDlg::OnBnClickedStart()
{
// TODO: 在此添加控件通知處理程序代碼
int ret = 0;
if (NULL == g_handle)
{
MessageBox(_T("鏈接斷開狀態(tài)"));
return;
}
UpdateData(true);//刷新參數(shù)
float Xpos[5];
float Ypos[5];
CString StrDis;
GetDlgItem(IDC_EDIT_X1)->GetWindowText(StrDis);
Xpos[0] = atoi(StrDis);
GetDlgItem(IDC_EDIT_X2)->GetWindowText(StrDis);
Xpos[1] = atoi(StrDis);
GetDlgItem(IDC_EDIT_X3)->GetWindowText(StrDis);
Xpos[2] = atoi(StrDis);
GetDlgItem(IDC_EDIT_X4)->GetWindowText(StrDis);
Xpos[3] = atoi(StrDis);
GetDlgItem(IDC_EDIT_X5)->GetWindowText(StrDis);
Xpos[4] = atoi(StrDis);
GetDlgItem(IDC_EDIT_Y1)->GetWindowText(StrDis);
Ypos[0] = atoi(StrDis);
GetDlgItem(IDC_EDIT_Y2)->GetWindowText(StrDis);
Ypos[1] = atoi(StrDis);
GetDlgItem(IDC_EDIT_Y3)->GetWindowText(StrDis);
Ypos[2] = atoi(StrDis);
GetDlgItem(IDC_EDIT_Y4)->GetWindowText(StrDis);
Ypos[3] = atoi(StrDis);
GetDlgItem(IDC_EDIT_Y5)->GetWindowText(StrDis);
Ypos[4] = atoi(StrDis);
float OpenDelayTime = 0, OffDelayTime = 0;
CString StrTime = "";
GetDlgItem(IDC_EDIT_OPEN)->GetWindowText(StrTime);
OpenDelayTime = atoi(StrTime);
GetDlgItem(IDC_EDIT_OFF)->GetWindowText(StrTime);
OffDelayTime = atoi(StrTime);
uint32 nRemain = 0;
CString str = "";
//獲取控制能寫入文件的最大大小
ret = ZAux_Scan_3FileRamGetRemainSpace(g_handle, &nRemain);
//啟動三次文件下載
ret = ZAux_Scan_3FileRamDownBegin(g_handle, &nRemain);
//主軸號寫入
str = "base(4,5)\n";
//參數(shù)寫入
CString str2;
str2.Format("ATYPE = %d,%d\n", m_Atype, m_Atype);
str += str2;
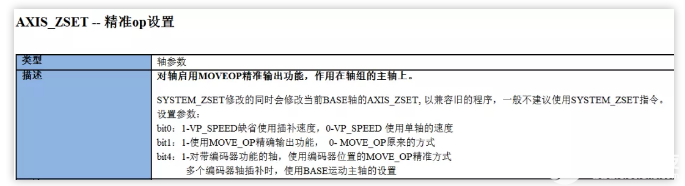
//設(shè)置精準(zhǔn)輸出 ,保證激光輸出正常
str2.Format("AXIS_ZSET(4) = 3\n");
str += str2;
str2.Format("units = %d,%d\n",m_units,m_units);
str += str2;
str2.Format("merge = 1,1\n");
str += str2;
str2.Format("speed = %f,%f\n", (float)m_speed, (float)m_speed);
str += str2;
str2.Format("force_speed = %f,%f\n", (float)m_speed, (float)m_speed);
str += str2;
str2.Format("accel = %f,%f\n", (float)m_acc, (float)m_acc);
str += str2;
str2.Format("decel = %f,%f\n", (float)m_dec, (float)m_dec);
str += str2;
str2.Format("sramp = %d,%d\n", m_sramp, m_sramp);
str += str2;
str += "move_op(47,on)";
str += "move_delay(100)";
//運動軌跡寫入
str += "movescanabs(0,0)\n";
for (int i = 0; i < 5; i++)
{
str2.Format("movescanabs(%f,%f)\n", Xpos[i], Ypos[i]);
str += str2;
if (i == 0)
{
str2.Format("moveop_delay = %f\n", OpenDelayTime / 1000);
str += str2;
str += "move_op(8,on)\n";
}
if (i == 4)
{
str2.Format("moveop_delay = %f\n", OffDelayTime / 1000);
str += str2;
str2.Format("move_delay(%f)\n", OffDelayTime / 1000);
str += str2;
str += "move_op(8,off)\n";
}
}
str += "move_op(47,off)";
//打包字符串下載到控制器運行
ret = ZAux_Scan_Motion3FileMem(g_handle, str, str.GetLength());
//運行三次文件
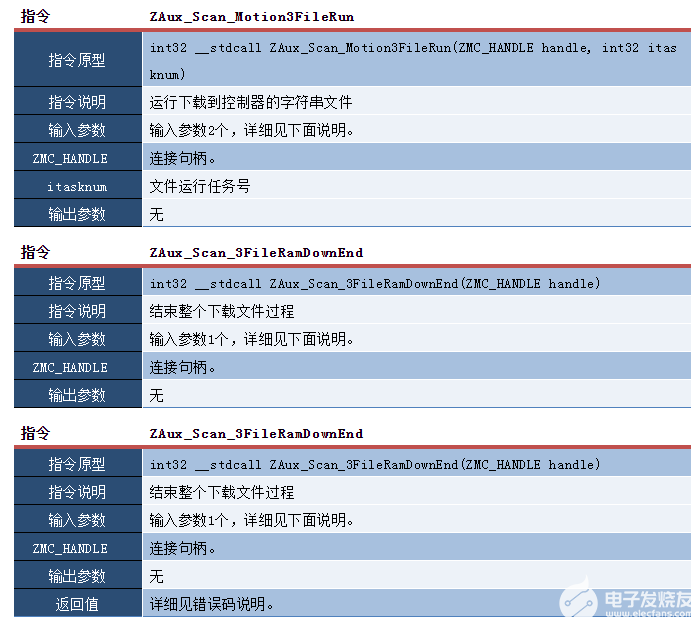
ret = ZAux_Scan_Motion3FileRun(g_handle, 2);
ret = ZAux_Scan_3FileRamDownEnd(g_handle);
m_starttime = GetTickCount();
SetTimer(2,100,NULL);
UpdateData(false);
}
(5)通過斷開按鈕的事件處理函數(shù)來斷開與控制卡的連接。
void CSingle_move_Dlg::OnClose() //斷開鏈接
{
// TODO: Add your control notification handler code here
if(NULL != g_handle)
{
KillTimer(1); //關(guān)定時器
KillTimer(2);
ZAux_Close(g_handle);
g_handle = NULL;
SetWindowText("未鏈接");
}
}
(6)通過坐標(biāo)清零按鈕的事件處理函數(shù)移動振鏡軸回零到中心零點位置,不直接使用dpos=0,修改振鏡軸坐標(biāo)。
void CSingle_move_Dlg::OnZero() //清零坐標(biāo)
{
if(NULL == g_handle)
{
MessageBox(_T("鏈接斷開狀態(tài)"));
return ;
}
// TODO: Add your control notification handler code here
int axislist[2] = { 4,5 };
float dposlist[2] = { 0 };
ZAux_Direct_MoveAbs(g_handle,2,axislist,dposlist); //設(shè)置運動回零點
}
(7)通過停止運動的的事件處理函數(shù)將文件運行的任務(wù)停止,并取消當(dāng)前運動,實現(xiàn)實時停止功能。
void CgalvmoveDlg::OnBnClickedStop()
{
// TODO: 在此添加控件通知處理程序代碼
if (NULL == g_handle)
{
MessageBox(_T("鏈接斷開狀態(tài)"));
return;
}
char retbuffer[2048];
ZAux_Execute(g_handle,"stoptask 2", retbuffer,2048);
Sleep(10);
ZAux_Direct_Single_Cancel(g_handle, 4, 2); //
}
三調(diào)試與監(jiān)控
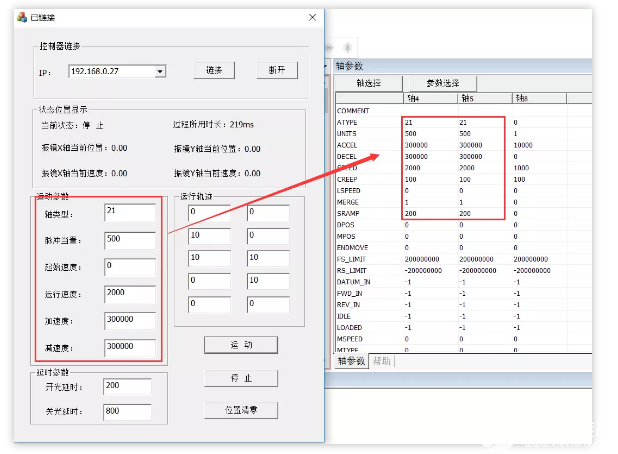
編譯運行例程,同時通過ZDevelop軟件連接控制器對控制器狀態(tài)進(jìn)行監(jiān)控。
1.ZDevelop軟件連接控制器監(jiān)控控制器的狀態(tài),查看振鏡軸對應(yīng)參數(shù),并可搭配示波器檢測振鏡軌跡。
設(shè)置振鏡軸運動,首先需要將軸類型配置成21振鏡軸類型,并對應(yīng)配置振鏡軸的速度加減速等參數(shù)才可操作振鏡進(jìn)行運動。并可通過狀態(tài)顯示部分,查看到當(dāng)前軸的位置以及運行軌跡所用時間。
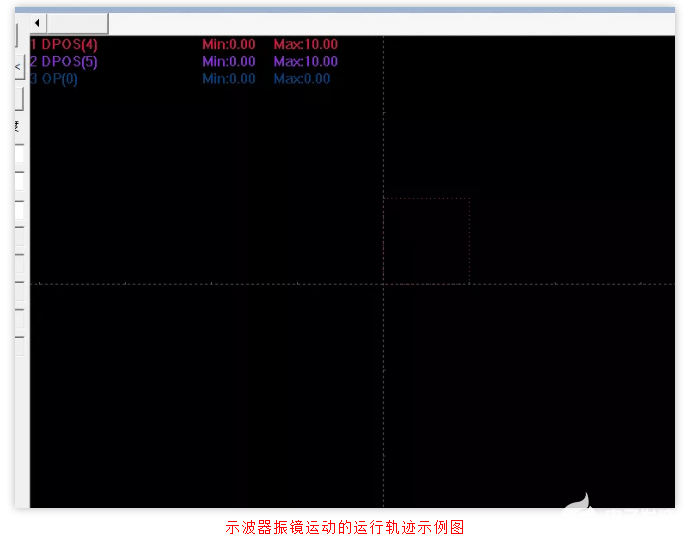
2.通過ZDevelop軟件的示波器監(jiān)控振鏡運動運行軌跡,并可監(jiān)控到運行軌跡所用時間,實際調(diào)節(jié)開關(guān)光延時參數(shù)效果如下所示。
本次,正運動技術(shù)開放式激光振鏡+運動控制器(四):PSO位置同步輸出在激光振鏡加工中的應(yīng)用,就分享到這里。更多精彩內(nèi)容請關(guān)注“。
審核編輯:湯梓紅
-
控制器
+關(guān)注
關(guān)注
114文章
17065瀏覽量
183698 -
激光
+關(guān)注
關(guān)注
20文章
3452瀏覽量
66070 -
加工
+關(guān)注
關(guān)注
0文章
89瀏覽量
16594
發(fā)布評論請先 登錄
高精度DAC CM7502在激光振鏡中的應(yīng)用

振鏡式激光焊接機(jī)的激光器類型選擇
激光技術(shù)在材料加工中的應(yīng)用
XBLW/芯伯樂產(chǎn)品應(yīng)用在高速振鏡驅(qū)動上的開發(fā)設(shè)計


激光振鏡運動控制器在智能鏡激光打砂機(jī)應(yīng)用

喜訊!正運動榮獲激光星銳獎“最佳激光設(shè)備配套產(chǎn)品技術(shù)創(chuàng)新獎”

共聚焦激光顯微鏡在材料科學(xué)中的應(yīng)用
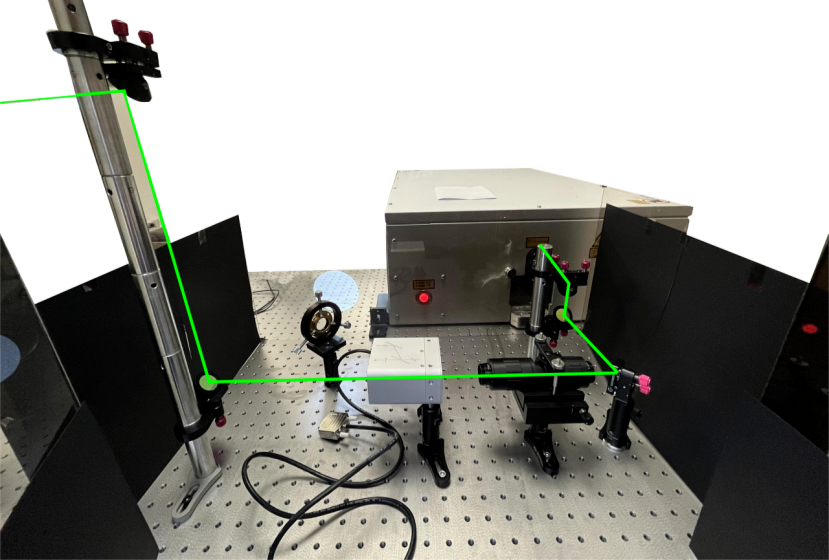
SLM激光加工系統(tǒng)與振鏡加工系統(tǒng)兩用光路案例分享
開放式激光振鏡運動控制器在Ubuntu+Qt下自定義圖形標(biāo)刻
開放式激光振鏡運動控制器在Ubuntu+Qt下CAD圖形標(biāo)刻





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論