") 螺旋膠噴涂之膠槍結(jié)構(gòu)分析
螺旋膠噴涂之膠槍結(jié)構(gòu)分析
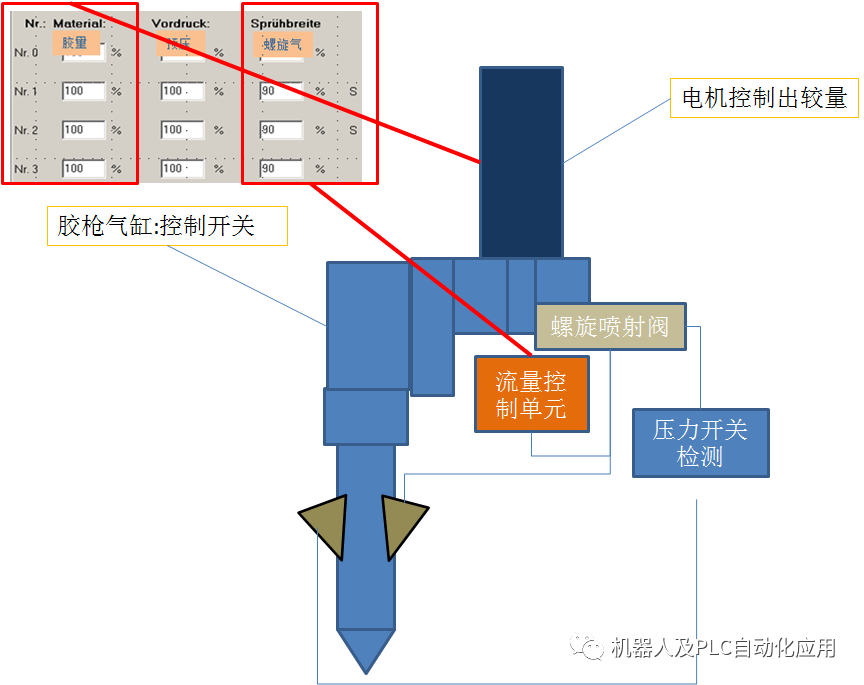
螺旋噴涂膠槍的結(jié)構(gòu)圖:
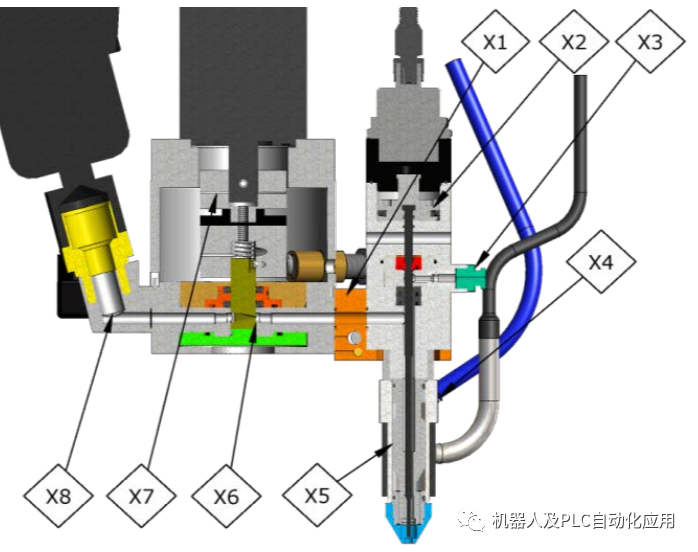
X1 帶加熱裝置的銅塊
X2 軸向氣動(dòng)閥
X3 潤滑連接
X4 噴霧空氣進(jìn)氣連接
X5 完整的漩渦噴霧噴頭
X6 控制閥可旋轉(zhuǎn)閥針和閥套
X7 聯(lián)軸器
X8 材料供應(yīng)
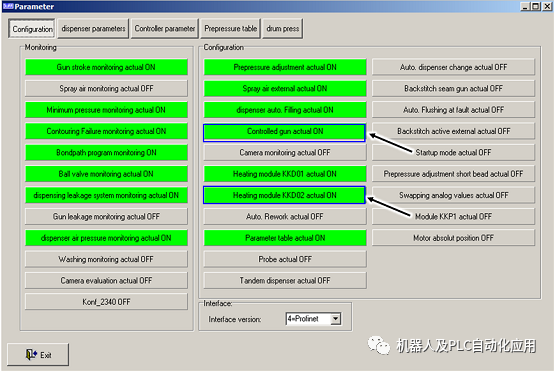
控制槍必須在配置菜單里激活
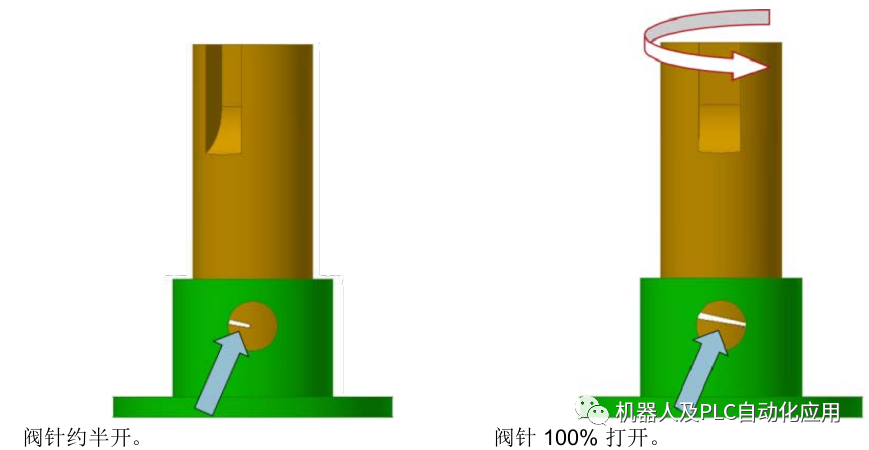
在螺旋控制槍中,由閥針和閥套組成的控制閥可以控制涂膠量。
與帶有閥針的齒輪箱連接的驅(qū)動(dòng)電機(jī)針的連續(xù)旋轉(zhuǎn)移動(dòng)將會減少或者增加閥套孔截面(改變打開的角度) 這種噴氣會導(dǎo)致剛出現(xiàn)的膠線旋轉(zhuǎn),這是導(dǎo)致出現(xiàn)螺旋應(yīng)用的典型的應(yīng)用模式。
關(guān)閉這種噴氣將會產(chǎn)生一種“正常的”涂膠膠珠(比如在一個(gè)車門上的密封縫) 為了滿足附件上涂膠縫的質(zhì)量要求,須盡快控制膠量在25-mm區(qū)域內(nèi),這僅僅只能在控制槍中才能滿足條件。
槍嘴和控制螺旋槍到部件之間的距離通常是30—40mm,一些部件允許槍嘴到部件的距離達(dá)到20—30mm,應(yīng)用膠的寬度應(yīng)隨距離的增加而增加。
漩渦噴槍材料用量調(diào)節(jié)通過調(diào)節(jié)閥進(jìn)行, 調(diào)節(jié)閥由閥針和閥套組成。驅(qū)動(dòng)器電機(jī)驅(qū)動(dòng) 閥針旋轉(zhuǎn),驅(qū)動(dòng)器電機(jī)通過聯(lián)軸器與閥針 相連。通過閥針的旋轉(zhuǎn)活動(dòng), 閥套的孔截面可逐漸尖細(xì)或擴(kuò)展(開口角度改變) 通過旋轉(zhuǎn)閥針改變穿孔截面和材料流量!
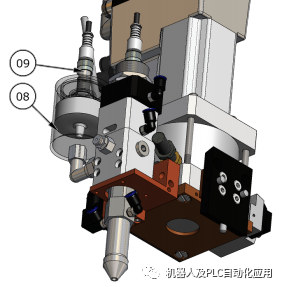
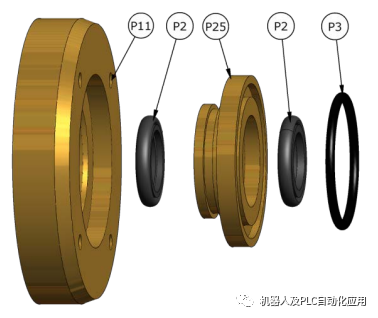
漩渦噴霧噴頭
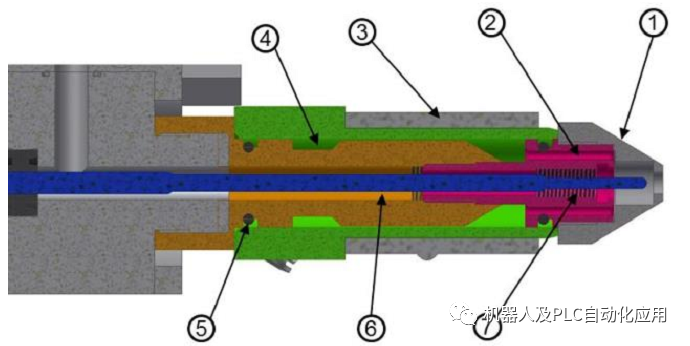
(1) 噴頭蓋
(2) 空氣管道
(3) 加熱器
(4) 空氣罐
(5) O 型環(huán)密封件
(6) 材料區(qū)
(7) 噴芯線圈
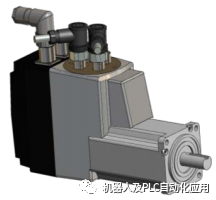
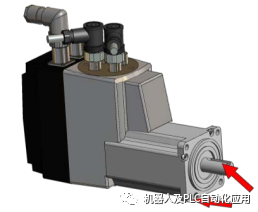
真實(shí)圖片
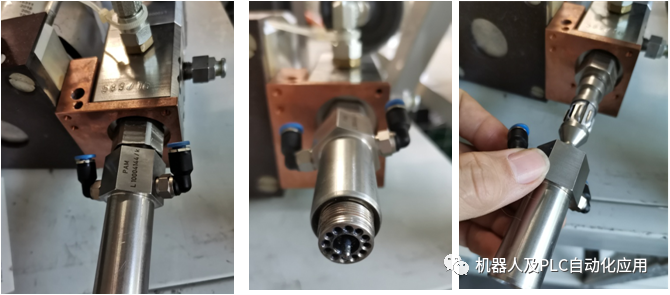

前一陣遇到一個(gè)涂膠故障報(bào):比例法流量故障.
空氣比例閥超過設(shè)定允許范圍,
原因: 比例閥損壞,螺旋膠槍的的氣流返回不暢通,或者反饋電信號不穩(wěn)定,會引起此類故障
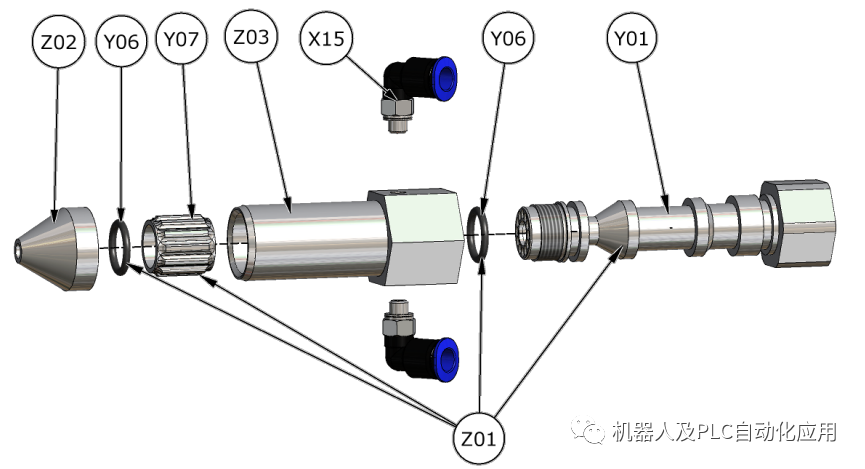
更換密封件
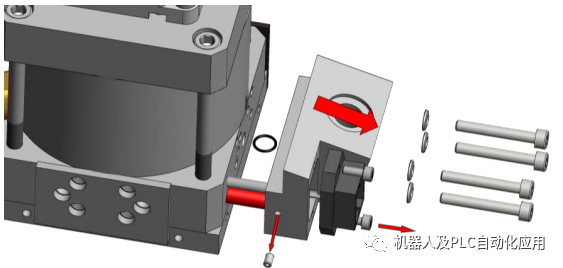
更換密封件時(shí)必須將調(diào)節(jié)閥從螺栓固定板上取下。
更換密封套件的步驟:
? 單個(gè)調(diào)節(jié)閥放在穩(wěn)定平面上。
? 拆下電機(jī)。
? 松開固定螺栓并將電機(jī)單元向后拉。
? 拆下管道并去除聯(lián)軸器
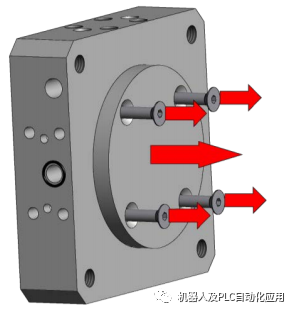
? 松開螺栓并去除平板,現(xiàn)可從此側(cè)擰上較長的螺栓以將平板從另一側(cè)向后推。
? 去除板和閥針
? 去除所有殘膠部件并檢測是否有磨損
? 裝入新的密封組件并替換磨損件
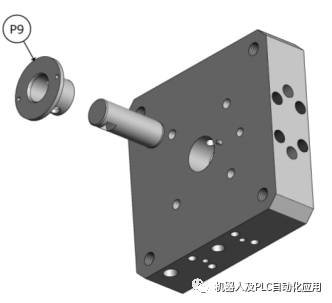
更換伺服電機(jī)
開始工作前,確保伺服電機(jī)已就緒。
更換伺服電機(jī)必須執(zhí)行以下步驟:
? 視情況進(jìn)行防腐保護(hù),即仔細(xì)去除電機(jī)和聯(lián)軸器之間連接部位的油脂。
? 檢查電機(jī)和聯(lián)軸器之間的連接部位是否損壞,例如:刮傷。如有必要,排除輕微損壞。
? 確保在開始其他工作前,法蘭板上的電機(jī)法蘭沒有間隙。
? 使用最低強(qiáng)度為 8.8 的螺栓。
? 螺栓必須防松。
? 螺栓擰緊力矩應(yīng)為螺栓屈服強(qiáng)度的 90% 。擰緊力矩參見第 2 章“技術(shù)數(shù)據(jù)”。
? 交叉擰緊螺栓。
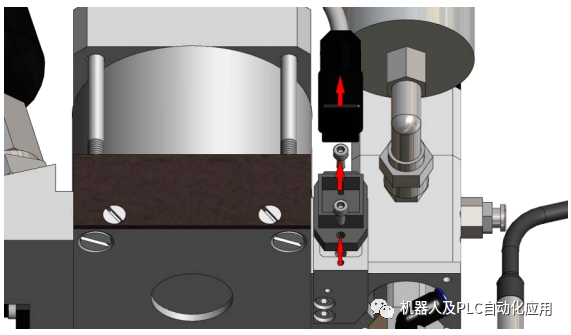
為更換加熱盒和溫度感應(yīng)器上的單元,采取以下步驟:
? 設(shè)備關(guān)閉無電壓并防止重新打開。
? 斷開加熱盒的電氣插頭連接。
? 擰下材料輸入處的插頭并拉至后方。
? 松開平頭螺釘并拉出加熱組件,插入新的加熱組件并以反向順序組裝。
為更換加熱盒和溫度感應(yīng)器上的單元,采取以下步驟:
? 設(shè)備關(guān)閉無電壓并防止重新打開。
? 斷開加熱盒的電氣插頭連接。
? 擰下插頭并拉至后方。
? 松開平頭螺釘并拉出加熱組件,插入新的加熱組件并以反向順序組裝。
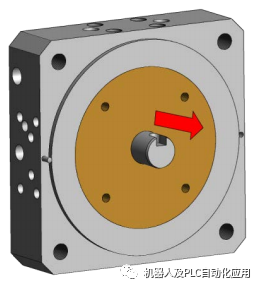
更換接近開關(guān)
可以更換無功能的接近開關(guān)(觸發(fā)器)。
? 松開并拆卸觸發(fā)器一端的電纜插頭。
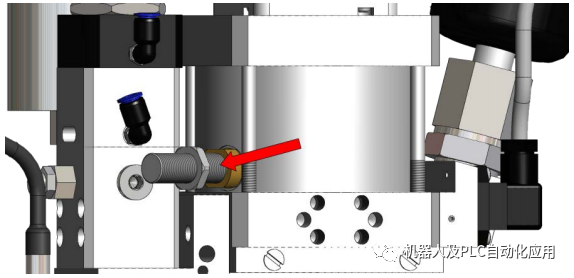
? 松開緊固螺母并擰出觸發(fā)器。
? 旋轉(zhuǎn)電機(jī)聯(lián)軸器,直至扁圓頭螺栓通過管道孔洞可視。
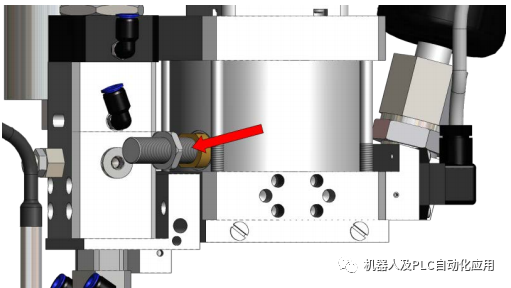
? 當(dāng)扁圓頭螺栓位于其位置上時(shí)可擰入新的起始器。
? 現(xiàn)在將新的起始器裝入擰到底,并接著回轉(zhuǎn) ? 圈再用螺母鎖緊。
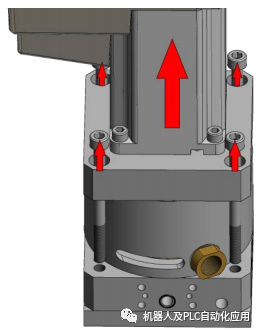
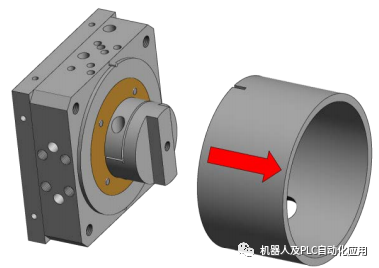
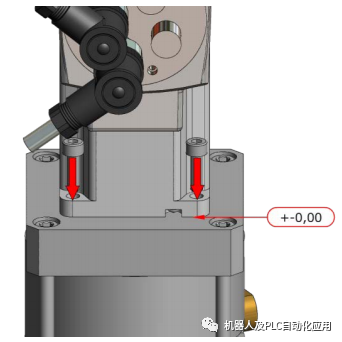
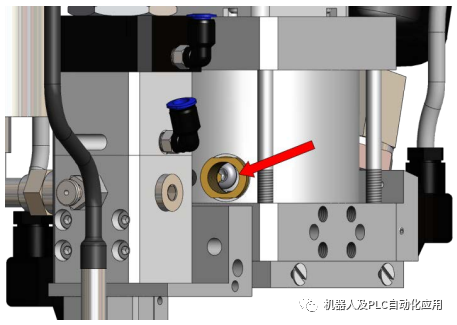
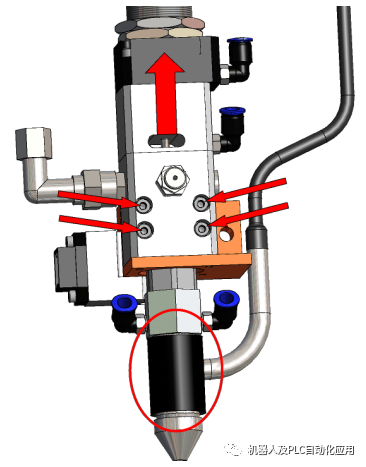
更換噴涂頭
噴涂頭不密封時(shí)將其更換,僅當(dāng)無材料壓力和設(shè)備已固定時(shí)。
? 松開噴涂頭上的螺栓。
? 去除噴頭加熱器和噴頭管道(紅圈)。
? 將噴涂頭稍向前拉,直至銷釘連接松開,然后將閥門向上拉出。

下面的一些因素將會影響閥針的打開角度:
機(jī)器人速度
參數(shù)表值
機(jī)器人模擬值輸出“anaVprop1V”(在4.1中也有提及):
閥針的打開角度隨機(jī)器人的運(yùn)行速度的增加而增加
閥針的打開角度隨機(jī)器人的運(yùn)行速度的減小而減小
機(jī)器人程序操作準(zhǔn)則:
每25毫秒調(diào)用一次參數(shù),這意味著如果機(jī)器人的測試點(diǎn)每50毫秒輸入一次,那么兩個(gè)參數(shù)表的值就是一個(gè)測試點(diǎn)的值。
KLIN VB=200mm/sec exact= 40mm ACC=100% RobWzg=2 Base=1 SPSTrig= 0 [1/100] P
BS bin 11 (ON) = 2 switching point: +0mm 0ms
BS bin 11 (ON) = 3 switching point: +25mm 0ms
審核編輯 :李倩
-
驅(qū)動(dòng)器
+關(guān)注
關(guān)注
54文章
8643瀏覽量
149220 -
螺旋
+關(guān)注
關(guān)注
0文章
32瀏覽量
17517 -
控制閥
+關(guān)注
關(guān)注
1文章
94瀏覽量
14077
原文標(biāo)題:螺旋膠噴涂之膠槍結(jié)構(gòu)分析
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機(jī)器人及PLC自動(dòng)化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
LED解決方案之LED導(dǎo)電銀膠來料檢驗(yàn)
光刻膠的類型及特性

微流控勻膠過程簡述
哪家底部填充膠廠家比較好?漢思底填膠優(yōu)勢有哪些?
集成電路為什么要封膠?

微流控中的烘膠技術(shù)
芯片圍壩點(diǎn)膠有什么好處?

BGA芯片底填膠如何去除?
雙層膠工藝是什么
光刻膠的硬烘烤技術(shù)
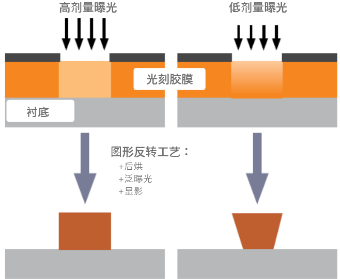
光刻膠的圖形反轉(zhuǎn)工藝
光刻膠的保存和老化失效
typec密封膠防水用什么膠好?

一份PPT帶你看懂光刻膠分類、工藝、成分以及光刻膠市場和痛點(diǎn)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論