") 關(guān)于藥芯焊絲電弧焊的基礎知識
關(guān)于藥芯焊絲電弧焊的基礎知識
什么是藥芯焊絲電弧焊?
藥芯焊絲電弧焊是利用藥芯焊絲與工件之間的電弧進行加熱的一種焊接方法,英文名稱的簡寫為FCAW。在電弧熱量的作用下,焊絲金屬及工件被連接部位發(fā)生熔化,形成熔池,電弧前移后熔池尾部結(jié)晶形成焊縫。
什么是藥芯焊絲?藥芯有何特點?
藥芯焊絲是將薄鋼帶卷成鋼管或異形鋼管,在管內(nèi)填滿一定成分的藥粉,經(jīng)拉制而成的一種焊絲。藥芯的成分與焊條藥皮的成分類似,主要由穩(wěn)弧劑、造渣劑、造氣劑、合金劑、脫氧劑等組成。
藥芯焊絲中的焊藥起何作用?
焊藥起的作用與焊條藥皮起的作用類似,主要有以下幾種。
①保護作用 焊藥中的有些組分發(fā)生分解,有些發(fā)生熔化!焊藥分解會放出氣體,放出的氣體提供部分或大部分保護作用。熔化的焊藥形成熔渣,熔渣覆蓋在熔滴與熔池表面,液態(tài)金屬進行保護。
②穩(wěn)弧 藥芯中的穩(wěn)弧劑可穩(wěn)定電弧,降低飛濺率。
③合金化作用 有些藥芯中有合金元素,可使焊縫合金化。
④脫氧作用 熔渣的合金元素可與液態(tài)金屬發(fā)生冶金反應。改善焊縫金屬的成分,提高其力學性能。
另外,覆蓋的熔渣還能降低熔池的冷卻速度,延長熔池的存在時間,有利于降低焊縫中有害氣體的含量和防止氣孔。
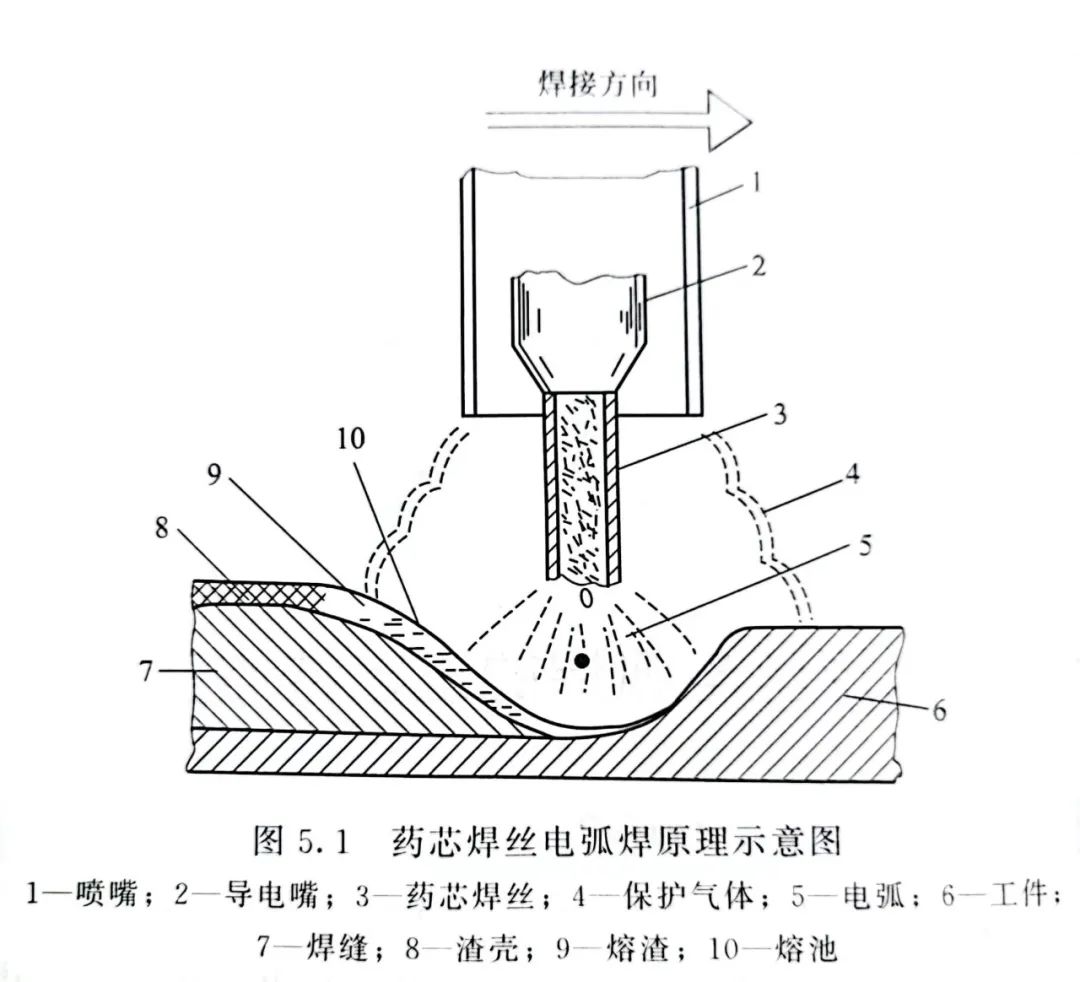
原理示意圖
藥芯焊絲電弧焊有哪幾種?
根據(jù)是否使用外部保護氣體,藥芯焊絲電弧焊分為兩種:藥芯焊絲氣體保護焊(FCAW-G)和自保護焊(FCAW-S)。
藥芯焊絲氣體保護焊通常利用二氧化碳或二氧化碳加氬氣作保護氣體,焊絲中的焊藥所含的造氣劑很少,這種方法與一般的氣體保護焊類似。自保護焊不用外加保護氣體,焊藥中有大量的造氣劑,利用造氣劑分解出的氣體和熔渣進行保護。
藥芯焊絲電弧焊有何優(yōu)點?
藥芯焊絲電弧焊具有以下優(yōu)點。
①焊接生產(chǎn)率高熔敷效率高(可達85%~90%),熔敷速度快;平焊時,熔敷速度為手工電弧焊的1.5倍,其他位置的焊接時,為手工電弧焊的3~5倍。
②飛濺小、焊縫成形好 藥芯中加入了穩(wěn)弧劑,因此電弧穩(wěn)定,飛濺小,焊縫成形好。由于熔池上覆蓋著熔渣,焊縫表面成形顯著優(yōu)于二氧化碳焊。
③ 焊接質(zhì)量高 由于采用了渣氣聯(lián)合保護,可更有效地防止有害氣體進入焊接區(qū),另外,熔池存在時間長,有利于氣體的析出,因此焊縫含氫量低,抗氣孔能力好。
④適應能力強 只需調(diào)整焊絲藥芯的成分,就可滿足不同鋼材對焊縫成分的要求。
藥芯焊絲電弧焊有何缺點?
藥芯焊絲電弧焊有何缺點如下。
①與氣體保護焊相比,焊絲成本較高,制造過程復雜。
② 送絲較困難,需要采用夾緊壓力能夠精確調(diào)節(jié)的送絲機。
③ 藥芯容易吸潮,因此需對焊絲嚴加保管。
④ 焊后需要除渣。
⑤焊接過程中產(chǎn)生更多的煙塵及有害氣體,需采用加強通風。
藥芯焊絲電弧焊通常采用什么保護氣體?各有何特點?
藥芯焊絲電弧焊通常使用純二氧化碳氣體或二氧化碳加氬氣混合氣體作保護氣體。需要根據(jù)所用的藥芯焊絲來選擇氣體的種類。
氬氣容易電離,因此氬弧中容易實現(xiàn)噴射過渡。當混合氣體中含氬量不小于75%時,藥芯焊絲電弧焊可實現(xiàn)穩(wěn)定的噴射過渡。隨著混合氣體中氬氣含量的降低,熔深增大,但電弧穩(wěn)定性降低,飛濺率增大。因此最佳混合氣體為75%Ar+25%CO2。另外,混合氣體還可采用Ar+2%O2。
選用純CO2氣體時,由于CO2氣體在電弧熱量作用下分解,產(chǎn)生大量的氧原子,氧原子將熔池中的錳、硅等元素氧化,導致合金元素燒損,因此需要配用錳、硅含量較高的焊絲。
審核編輯 :李倩
-
焊接
+關(guān)注
關(guān)注
38文章
3401瀏覽量
61037 -
電弧
+關(guān)注
關(guān)注
7文章
281瀏覽量
33349
原文標題:【干貨】關(guān)于藥芯焊絲電弧焊的基礎知識
文章出處:【微信號:你身邊的機器人專家,微信公眾號:你身邊的機器人專家】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
老舊小區(qū)故障電弧解決方案





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論