") KUKA機(jī)器人程序中銑削清零方式介紹
KUKA機(jī)器人程序中銑削清零方式介紹
KUKA機(jī)器人程序中銑削清零方式:
;FOLDbin3 ( !F329 ) = 1 給BOSCH二進(jìn)制數(shù)(1號(hào)鉗).
;FOLDbin3 ( !F329 ) = 2 給BOSCH二進(jìn)制數(shù)(2號(hào)鉗).;%{SE}%MKUKATPVW %CVW_SPS %VARIASG %P 2:bin3 ( !F329 ) = 1, 3: ARIASG
;FOLDA786 = (!F329 & !F322 & !F830) + (F830 & A786) 計(jì)數(shù)器清數(shù)改為0
KUKA機(jī)器人對(duì)電極帽更換的清數(shù)方式:
;FOLDbin3 ( F64 ) = 1 1號(hào)焊鉗對(duì)應(yīng)的BOSCH;%{E}%MKUKATPVW %CVW_SPS %VARIASG %P 2:bin3 ( F64 ) = 1, 3: ARIASG
bin3 ( F65 ) = 2 2號(hào)焊鉗對(duì)應(yīng)的BOSCH
bin3 ( F66 ) = 3 3號(hào)焊鉗對(duì)應(yīng)的BOSCH
bin3 ( F67 ) = 4 4號(hào)焊鉗對(duì)應(yīng)的BOSCH
WARTE ( EIN ) ZEIT 2 [1/10Sek]
A787 = EIN
4: F64 = EIN -選擇哪個(gè)焊鉗
5: F65 = AUS
6: F66 = AUS
7: F67 = AUS
8: A17 = EIN -反饋給PLC機(jī)器人在維修位置
bin19 ( EIN ) = 11 -P_PktNr_SPS$OUT[97]TO $OUT[112]進(jìn)程號(hào)
WARTE BIS E17 –等待維修位置復(fù)位
SPSMAKRO81 = E132 & !E133 & !E134& !E135 –對(duì)電極更換復(fù)位需要選擇好那把焊鉗在按維修位置復(fù)位
REPEAT MAKRO81 N= 99 STOP= !F85 -當(dāng)測(cè)量不合格,復(fù)位后反復(fù)執(zhí)行MAKRO81程序
F129 焊接控制器是否帶首次銑削,0.帶,1.不帶
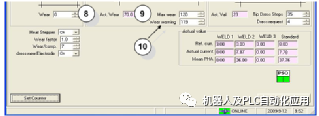
8、實(shí)際點(diǎn)數(shù):每個(gè)銑電極周期內(nèi)焊接點(diǎn)數(shù)計(jì)數(shù) 。
9、最大點(diǎn)數(shù):每個(gè)銑電極周期的最大焊點(diǎn)數(shù)。
10、預(yù)警點(diǎn)數(shù):電極更換前預(yù)警點(diǎn)數(shù)發(fā)出預(yù)警信號(hào)。

11、實(shí)際修磨次數(shù):實(shí)際修磨次數(shù)計(jì)數(shù) 。
12、最大修磨次數(shù):電極最大修磨次數(shù),倒數(shù)后需要更換電極。
13、銑電極請(qǐng)求:提前銑電極請(qǐng)求點(diǎn)數(shù)發(fā)出銑電極請(qǐng)求。

1、步進(jìn)結(jié)束停止:當(dāng)步進(jìn)結(jié)束時(shí)是否停止焊接即是否允許調(diào)用焊接程序。-一般選擇OFF,到數(shù)之后不停止焊接
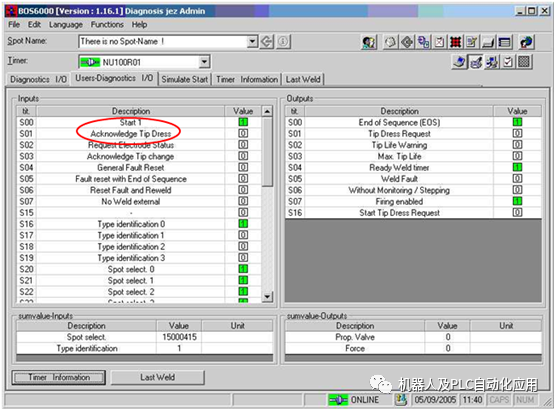
Acknowledge tip dress; 當(dāng)控制器發(fā)出電極修磨請(qǐng)求, 當(dāng)機(jī)器人進(jìn)行電極修磨以后PLC發(fā)出的一個(gè)反饋信號(hào).一個(gè)特別的焊接程序與電極修磨關(guān)聯(lián)當(dāng)修磨程序開啟,磨損計(jì)數(shù)自動(dòng)復(fù)位,電極修磨此數(shù)將會(huì)增加.
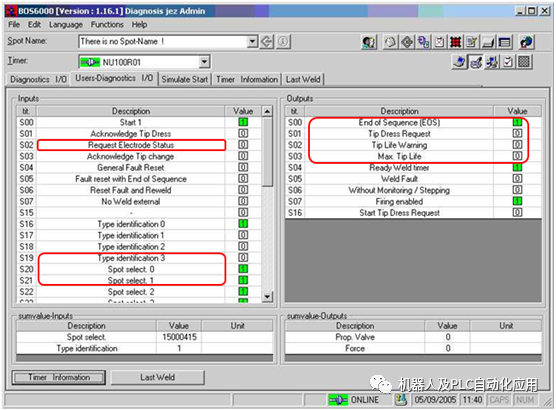
電極請(qǐng)求狀態(tài) (RES)
PLC 將會(huì)掃描輸出端的電極修磨請(qǐng)求,電極壽命預(yù)警或者最大電極壽命當(dāng)發(fā)現(xiàn)一個(gè)信號(hào)激活,一個(gè)反饋信號(hào)將被發(fā)送到控制器并且相關(guān)聯(lián)的電極被復(fù)位.
當(dāng)PLC設(shè)定RES信號(hào)置1, 通常是因?yàn)橐呀?jīng)發(fā)出電極修磨請(qǐng)求或者電極壽命預(yù)警, PLC 必須要知道哪一個(gè)電極已經(jīng)使得請(qǐng)求信號(hào)置1. 使得對(duì)正確電極的計(jì)數(shù)復(fù)位.
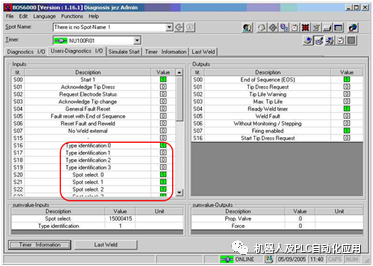
設(shè)定 RES 信號(hào)置1然后設(shè)定一個(gè)相關(guān)聯(lián)的焊點(diǎn)選擇置1, 例如. S20, 焊鉗1, 在輸出頁面將會(huì)顯示焊鉗1的狀態(tài).
焊接壓力在程序中設(shè)定,并且做好焊點(diǎn)號(hào)與程序號(hào)的關(guān)聯(lián). 一旦機(jī)器人輸出焊點(diǎn)號(hào)至控制器,焊接壓力竟會(huì)通過比例閥輸出。
審核編輯:劉清
-
控制器
+關(guān)注
關(guān)注
114文章
17028瀏覽量
183335 -
機(jī)器人
+關(guān)注
關(guān)注
213文章
29568瀏覽量
211976 -
plc
+關(guān)注
關(guān)注
5031文章
13816瀏覽量
472835
原文標(biāo)題:氣伺服焊鉗銑削后對(duì)BOSCH的計(jì)數(shù)清零解讀
文章出處:【微信號(hào):gh_a8b121171b08,微信公眾號(hào):機(jī)器人及PLC自動(dòng)化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
KUKA重型機(jī)器人
零基礎(chǔ)玩轉(zhuǎn)工業(yè)機(jī)器人
工業(yè)機(jī)器人的末端關(guān)節(jié)旋轉(zhuǎn)該精確控制?
KUKA機(jī)器人問題解答
庫卡KUKA機(jī)器人四種啟動(dòng)方式介紹
KUKA焊接機(jī)器人伺服電機(jī)常見故障及維修處理
工業(yè)機(jī)器人組成結(jié)構(gòu)相關(guān)資料分享
庫卡機(jī)器人MGV電源模塊維修
機(jī)器人系統(tǒng)與控制需求簡介
KUKA機(jī)器人伺服驅(qū)動(dòng)模塊維修
關(guān)于KUKA機(jī)器人的STEP程序說明
KUKA機(jī)器人銑削控制
- 設(shè)計(jì)技術(shù)
- 可編程邏輯
- 電源/新能源
- MEMS/傳感技術(shù)
- 測(cè)量儀表
- 嵌入式技術(shù)
- 制造/封裝
- 模擬技術(shù)
- RF/無線
- 接口/總線/驅(qū)動(dòng)
- 處理器/DSP
- EDA/IC設(shè)計(jì)
- 存儲(chǔ)技術(shù)
- 光電顯示
- EMC/EMI設(shè)計(jì)
- 連接器
- 行業(yè)應(yīng)用
- LEDs
- 汽車電子
- 音視頻及家電
- 通信網(wǎng)絡(luò)
- 醫(yī)療電子
- 人工智能
- 虛擬現(xiàn)實(shí)
- 可穿戴設(shè)備
- 機(jī)器人
- 安全設(shè)備/系統(tǒng)
- 軍用/航空電子
- 移動(dòng)通信
- 工業(yè)控制
- 便攜設(shè)備
- 觸控感測(cè)
- 物聯(lián)網(wǎng)
- 智能電網(wǎng)
- 區(qū)塊鏈
- 新科技
- 特色內(nèi)容
- 專欄推薦
- 學(xué)院
- 設(shè)計(jì)資源
- 設(shè)計(jì)技術(shù)
- 電子百科
- 電子視頻
- 元器件知識(shí)
- 工具箱
- VIP會(huì)員
- 最新技術(shù)文章
- 產(chǎn)品地圖
- 品牌地圖
- 社區(qū)
- 小組
- 論壇
- 問答
- 評(píng)測(cè)試用
- 企業(yè)服務(wù)
- 產(chǎn)品
- 資料
- 文章
- 方案
- 企業(yè)
- 供應(yīng)鏈服務(wù)
- 硬件開發(fā)
- 華秋電路
- 華秋商城
- 華秋智造
- nextPCB
- BOM配單
- 媒體服務(wù)
- 網(wǎng)站廣告
- 在線研討會(huì)
- 活動(dòng)策劃
- 新聞發(fā)布
- 新品發(fā)布
- 小測(cè)驗(yàn)
- 設(shè)計(jì)大賽
- 華秋
- 關(guān)于我們
- 投資關(guān)系
- 新聞動(dòng)態(tài)
- 加入我們
- 聯(lián)系我們
- 舉報(bào)投訴
- 社交網(wǎng)絡(luò)
- 微博
- 移動(dòng)端
- 發(fā)燒友APP
- 硬聲APP
- WAP
- 聯(lián)系我們
- 廣告合作
- 王婉珠:wangwanzhu@elecfans.com
- 內(nèi)容合作
- 黃晶晶:huangjingjing@elecfans.com
- 內(nèi)容合作(海外)
- 張迎輝:mikezhang@elecfans.com
- 供應(yīng)鏈服務(wù) PCB/IC/PCBA
- 江良華:lanhu@huaqiu.com
- 投資合作
- 曾海銀:zenghaiyin@huaqiu.com
- 社區(qū)合作
- 劉勇:liuyong@huaqiu.com
-
關(guān)注我們的微信

-
下載發(fā)燒友APP

-
電子發(fā)燒友觀察



版權(quán)所有 ? 湖南華秋數(shù)字科技有限公司
長沙市望城經(jīng)濟(jì)技術(shù)開發(fā)區(qū)航空路6號(hào)手機(jī)智能終端產(chǎn)業(yè)園2號(hào)廠房3層(0731-88081133)
電子發(fā)燒友 (電路圖) 湘公網(wǎng)安備43011202000918 工商網(wǎng)監(jiān)
湘ICP備2023018690號(hào)-1
工商網(wǎng)監(jiān)
湘ICP備2023018690號(hào)-1
評(píng)論