") KUKA機(jī)器人大眾PFO激光飛行焊頭控制方法介紹
KUKA機(jī)器人大眾PFO激光飛行焊頭控制方法介紹
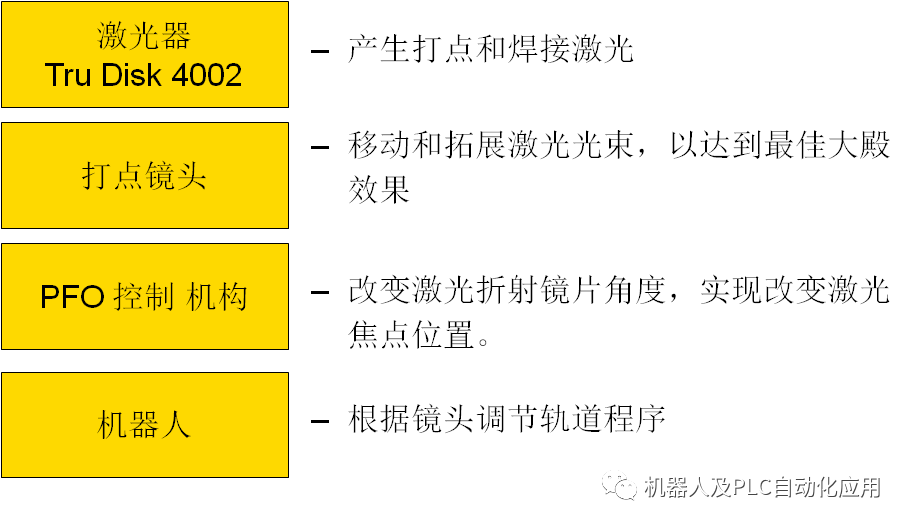
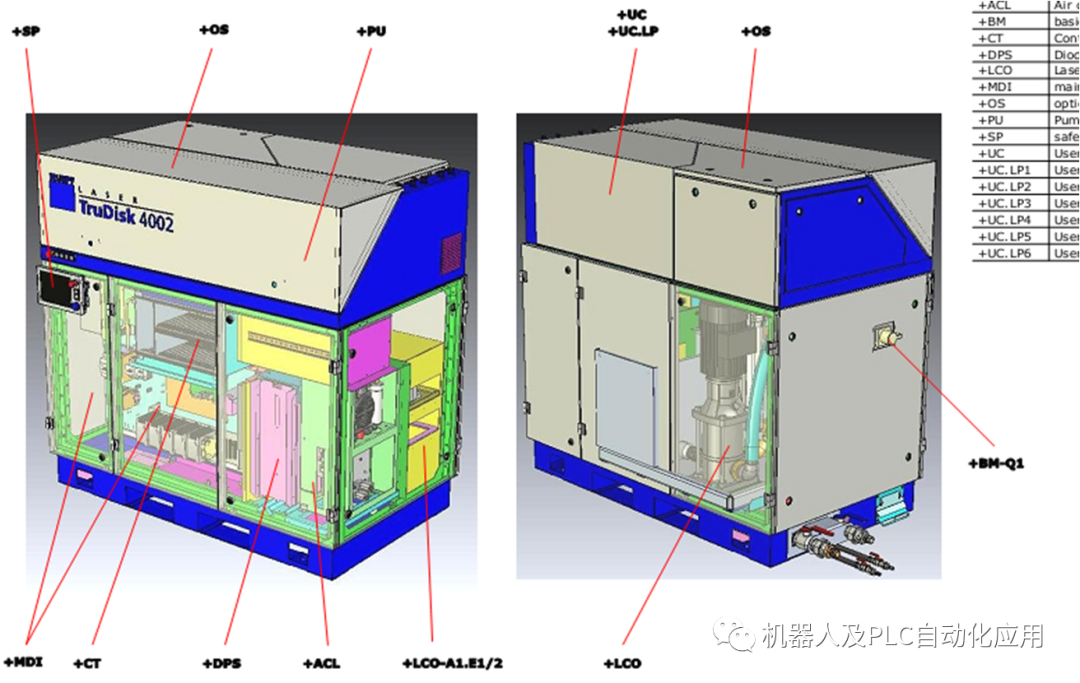
PFO飛行熱熔激光焊接
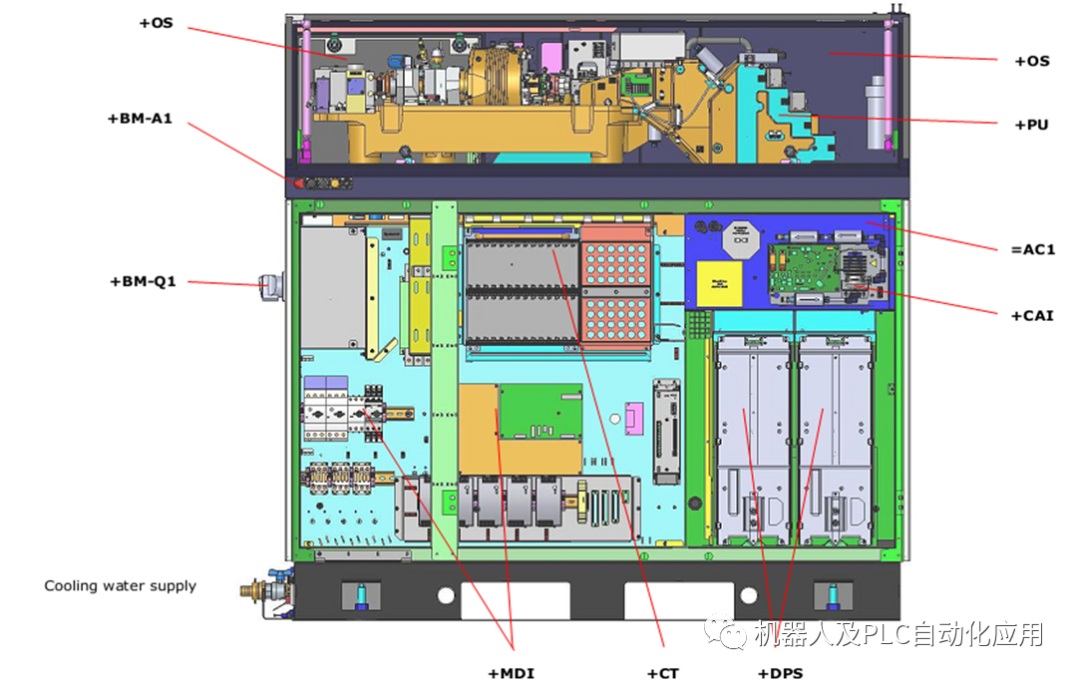
+ BM基本機(jī)器(機(jī)身)
+ CAI清潔空氣充氣機(jī)
+ CT控制單元
+ DPS二極管電源
+ LCO激光冷卻
+ MDI主要分銷(xiāo)
+ OS 光學(xué)部分
+ PU泵普模塊裝置
+ RDS再循環(huán)干燥系統(tǒng)
+ UC用戶(hù)房間
+ UC.LP1用戶(hù)房間LP1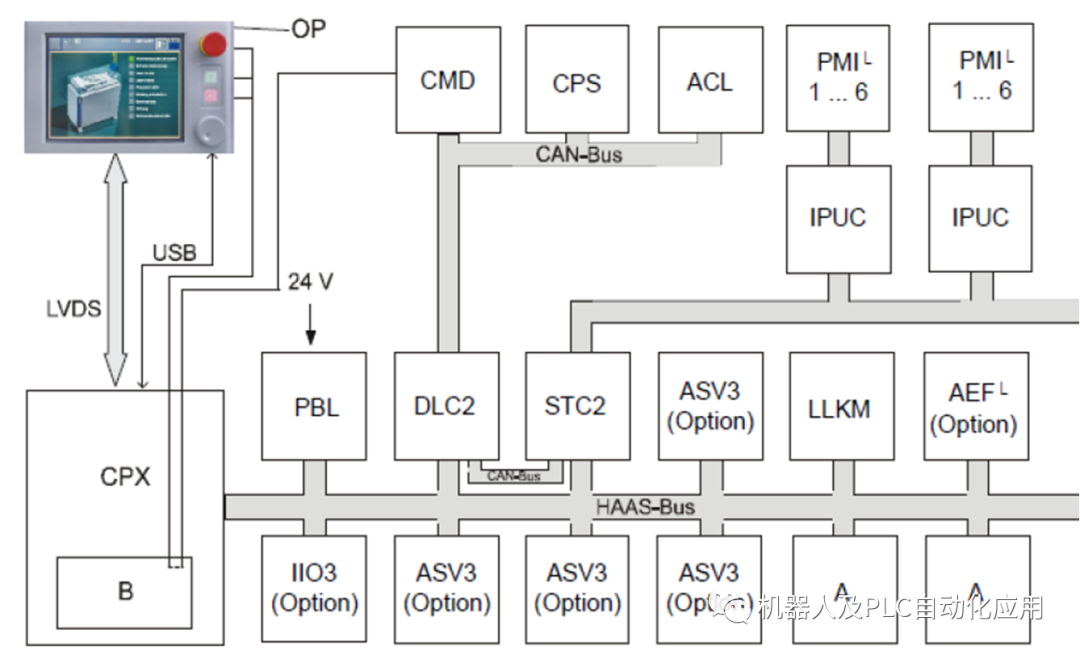
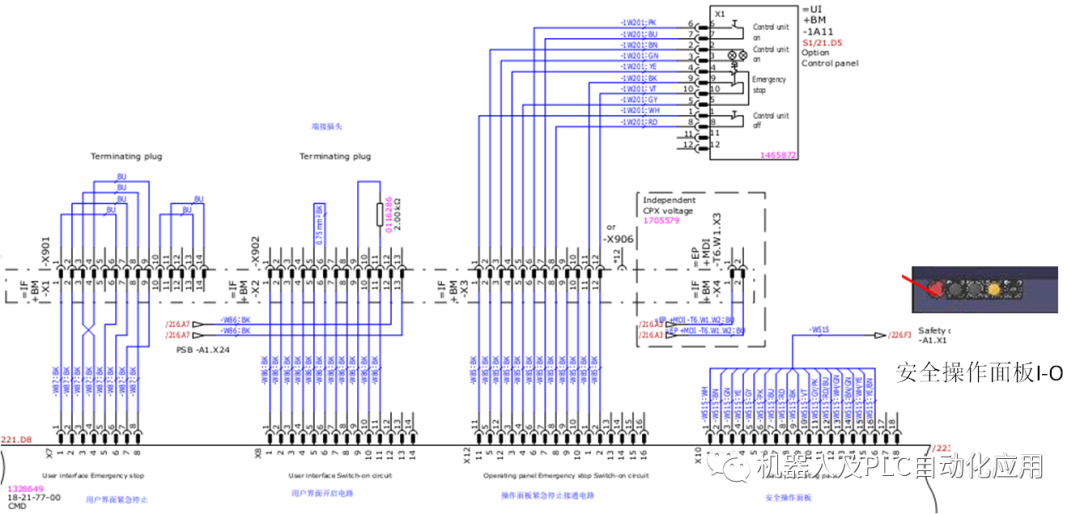
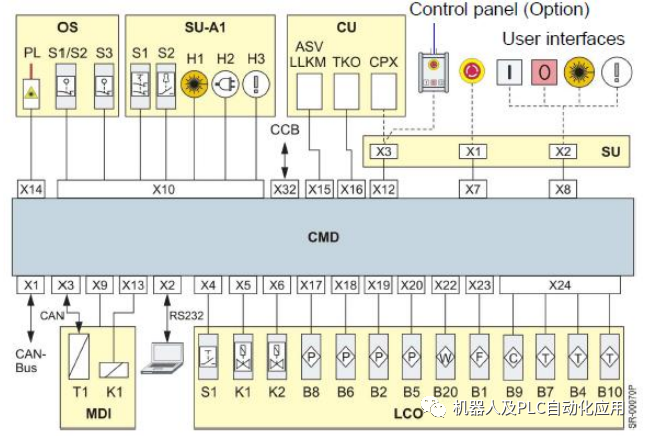
控制單元各板卡通過(guò)HAAS-Bus總線(xiàn)與CPX通訊,CPX與外部進(jìn)行交互。子系統(tǒng)DPS, ACL, CMD控制板卡通過(guò)CAN-Bus與DLC2連接,同時(shí)IPUC接入STC后也通過(guò)內(nèi)部CAN-Bus總線(xiàn)與DLC2連接. 開(kāi)關(guān)機(jī)及急停交互界面
這三個(gè)界面在之前的介紹中已經(jīng)提到,位于供電單元,連接到CMD控制板卡。
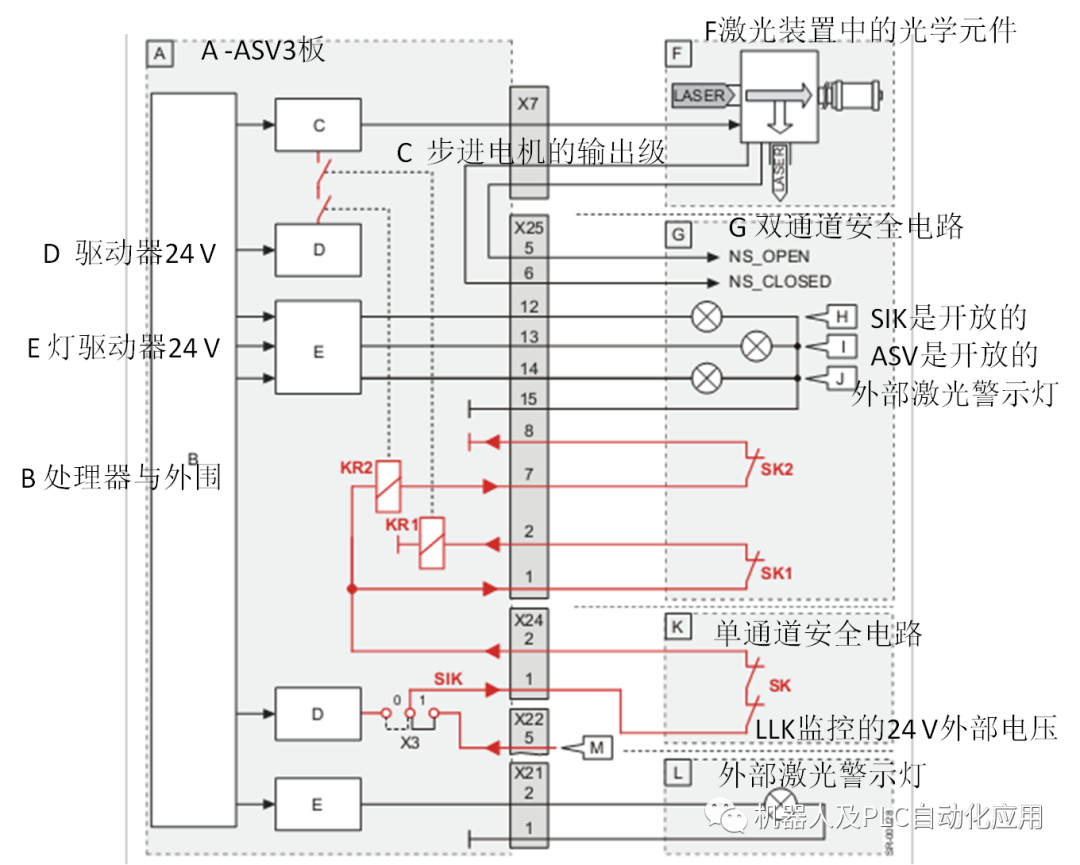
雙通道急停回路,外部急停按鈕在激光器急停回路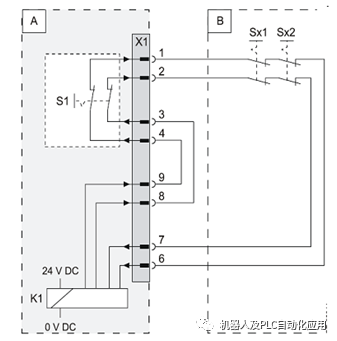
圖中S1為激光器內(nèi)部急停按鈕(控制面板上)外部急停按鈕串聯(lián)在激光器急停回路上,按下以后激光器光源及水循環(huán)停止工作,但控制系統(tǒng)仍然運(yùn)行。
此種接線(xiàn)方式不影響外部設(shè)備,按下急停后盡激光器停止。
雙通道急停回路,激光器急停按鈕在外部急停回路上: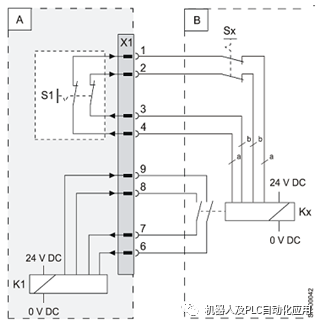
外部需要安裝急停繼電器,激光器上的急停按鈕急外部急停按鈕串聯(lián)在一起,按下后外部急停繼電器Kx斷開(kāi)。
急停通道連接到Kx上,外部設(shè)備也可以連接到Kx上,這樣無(wú)論按哪個(gè)急停,激光器及外部設(shè)備都進(jìn)入急停狀態(tài)。
 ? ? ?
? ? ?  ?
? 
 ?
?
控制示意圖: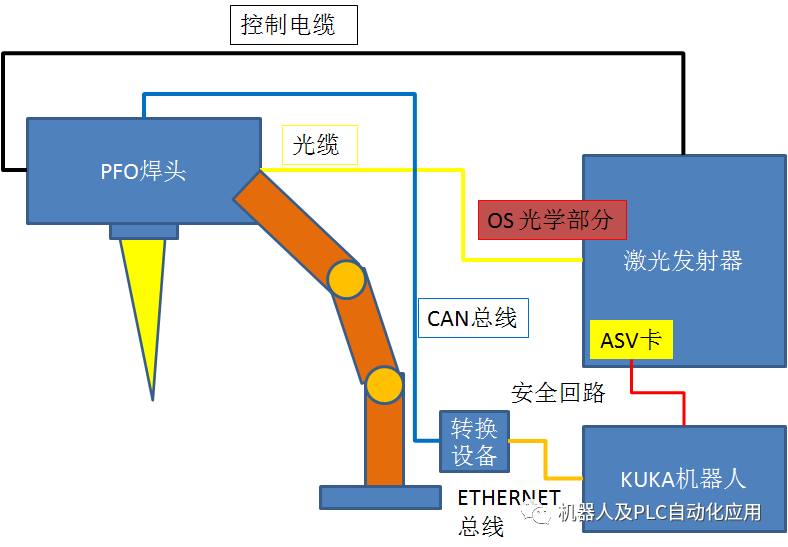
機(jī)器人使用插件: PFODRIVER 插件 ECAT_SYS_X44插件
機(jī)器人CCU版接口X44:Ethernet總線(xiàn)地址:172.20.3.3 轉(zhuǎn)換器設(shè)備的設(shè)備EtherNET總線(xiàn)地址:172.20.3.99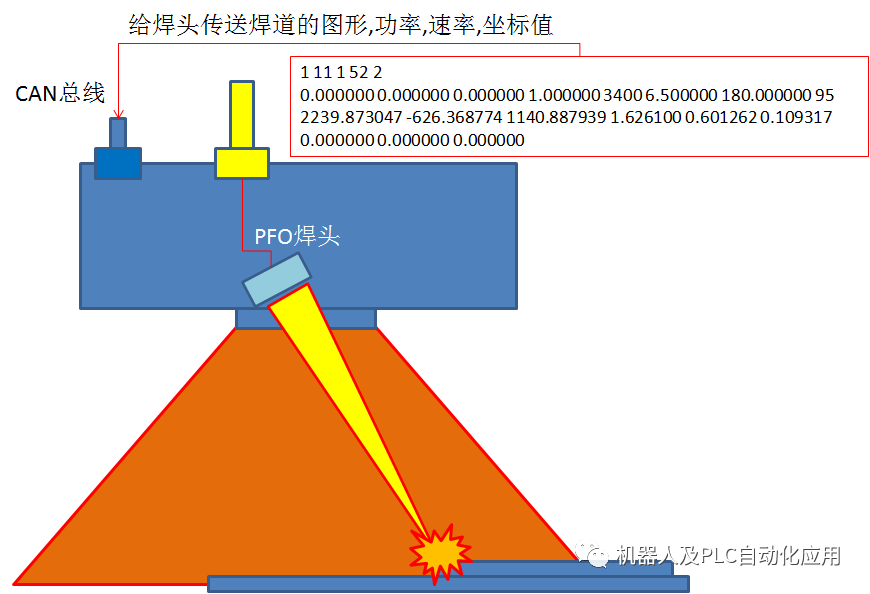
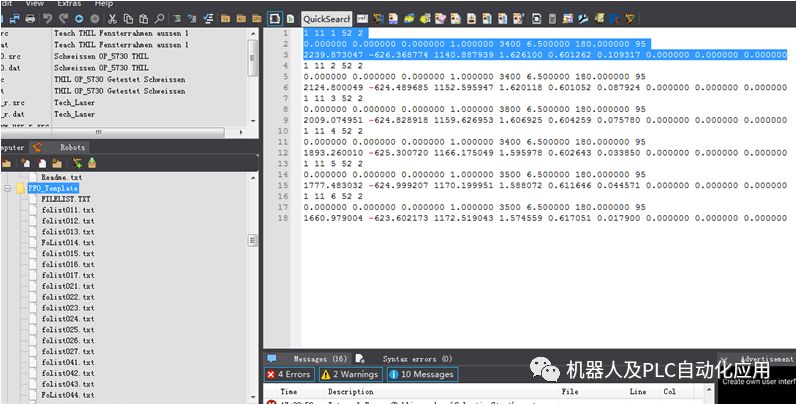
1 11 1 54 0 11號(hào)程序
1 點(diǎn)號(hào)
54 圖像號(hào)
0.00 0.00 0.00 1.00 3700 6.50180.00 95
1659.512939 -624.7567141170.155029 1.574618 0.620315 0.006379 0.00 0.00 0.00
------點(diǎn)的空間坐標(biāo)------
固定圖形的長(zhǎng)度和方向用不同的圖像號(hào)來(lái)代替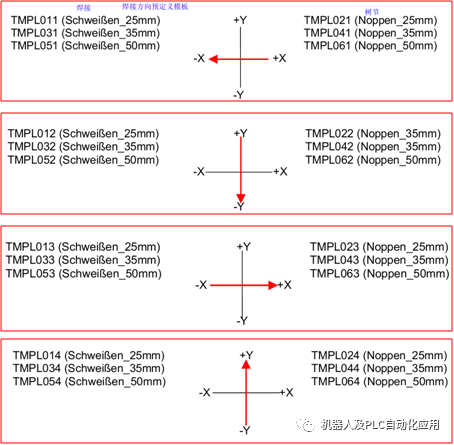
焊道位置示教程序分析(教學(xué)模式)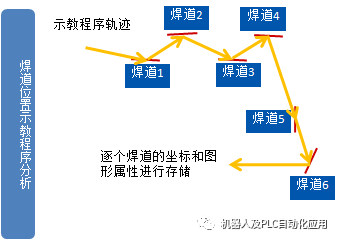
對(duì)于自動(dòng)操作,必須從子程序中創(chuàng)建對(duì)開(kāi)。
對(duì)開(kāi)是PFO驅(qū)動(dòng)器用于執(zhí)行焊接任務(wù)的文件,其中包含機(jī)器人坐標(biāo)和所有必要的焊接參數(shù)。
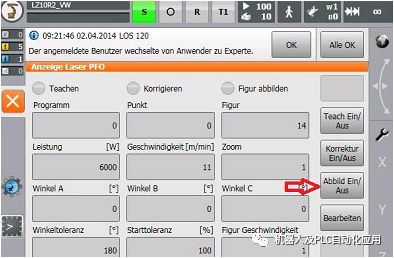
要對(duì)附加參數(shù)進(jìn)行編程,必須啟動(dòng)“Laser PFO Display”插件,該插件可在“Display in Laser PF0”(顯示在激光PFO中)下找到(圖2)。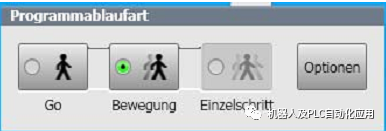
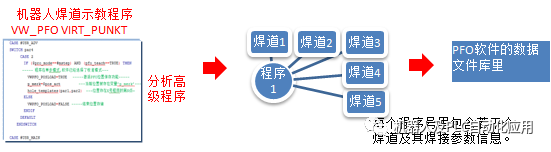
機(jī)器人在執(zhí)行焊道位置示教程序時(shí),當(dāng)機(jī)器人運(yùn)行到焊道軌跡點(diǎn)時(shí),通過(guò)KUKA 用戶(hù)程序記錄焊道的程序號(hào),焊點(diǎn)號(hào),焊道圖形屬性和坐標(biāo)值,然后存到PFO應(yīng)用軟件數(shù)據(jù)庫(kù)里。
使用軟件庫(kù)中的標(biāo)準(zhǔn)圖形的用戶(hù)程序
 ?
?
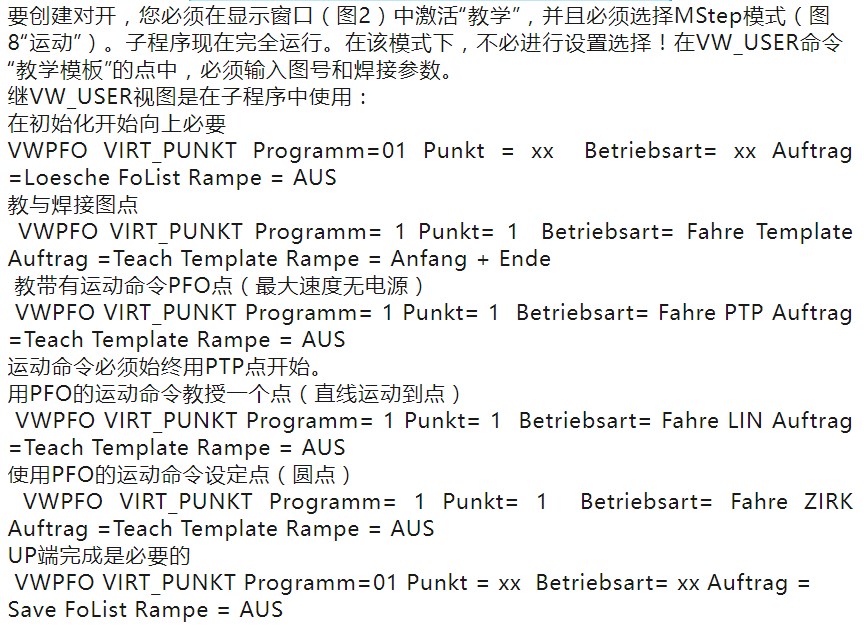
2: VW_PFO VIRT_PUNKT Programm=14 Punkt=7 Betriebsart =fahre ZIRK Auftrag = Teach Template Rampe = Ende
使用圓弧進(jìn)行焊接
2: VW_PFO VIRT_PUNKT Programm=14 Punkt=8 Betriebsart =fahre PTP Auftrag = Teach Template Rampe = AUS
使用PTP點(diǎn)到點(diǎn)進(jìn)行焊接
3: VW_PFO VIRT_PUNKT Programm=56 Punk t=2 Betriebsart =fahre LIN Auftrag = Teach Template Rampe = AUS
使用LIN點(diǎn)到點(diǎn)進(jìn)行焊接
焊接程序分析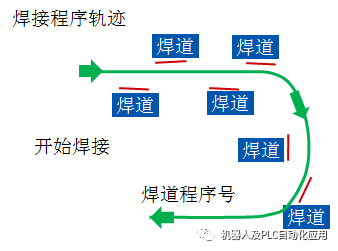 ?
?
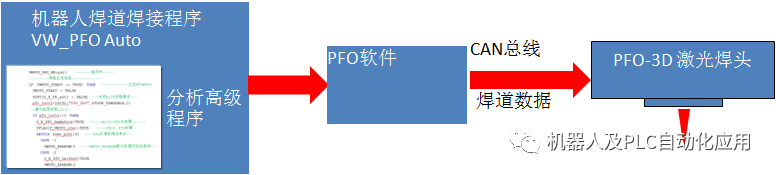
機(jī)器人在執(zhí)行飛行焊接程序時(shí),通過(guò)KUKA 用戶(hù)程序調(diào)用焊道的程序號(hào),給PFO軟件,然后PFO軟件將此程序號(hào)里激活的所有焊道及其數(shù)據(jù)都通過(guò)CAN總線(xiàn)發(fā)送給PFO焊頭,焊頭對(duì)此程序號(hào)內(nèi)所有焊道逐一進(jìn)行焊接。
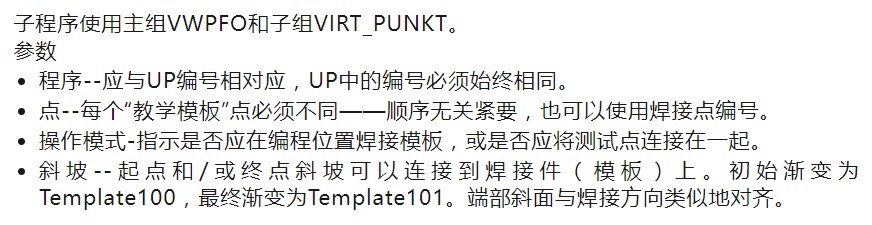
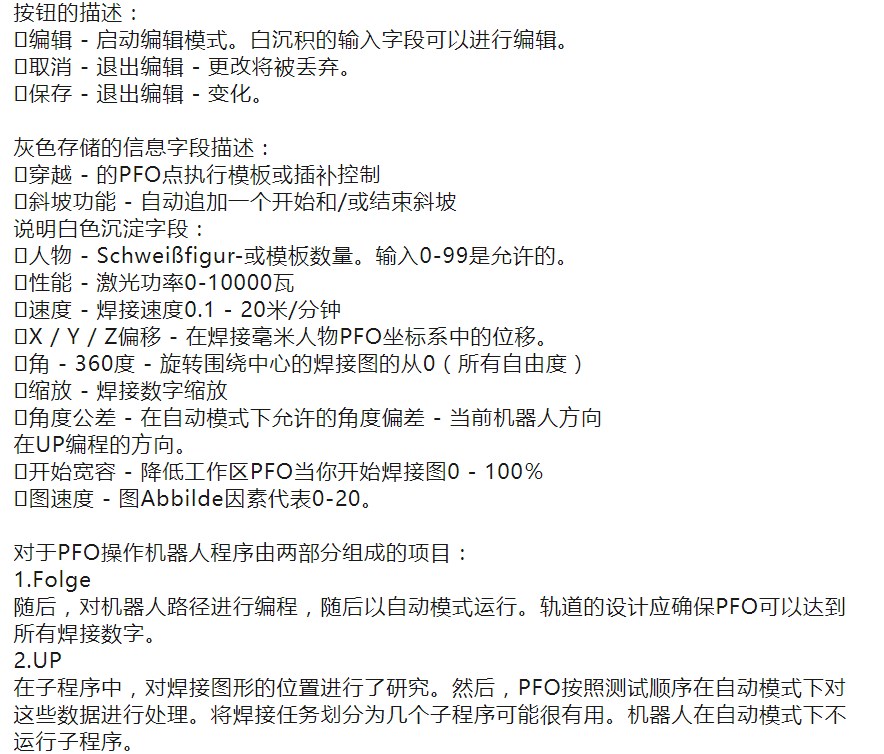
程序 - 是一個(gè)由子程序產(chǎn)生的Folist數(shù)目。在記錄結(jié)束這個(gè)數(shù)字在記錄文件名存儲(chǔ),這里發(fā)生未指定自動(dòng)分配的編號(hào)99,允許記錄文件號(hào)1 - 99初始化PFO是這樣的沒(méi)有意義的數(shù)字。

 ?
?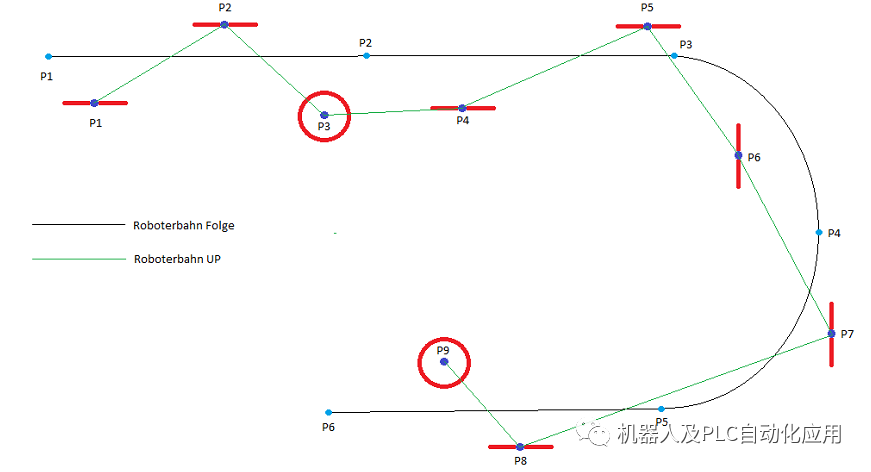
子程序 在子程序中,對(duì)所有焊接圖形位置和焊接參數(shù)進(jìn)行了研究。始終對(duì)焊接圖形的中心點(diǎn)進(jìn)行編程(見(jiàn)圖5)。
在第一步中,激光器必須聚焦在組件上,為此,引導(dǎo)激光點(diǎn)通過(guò)沿Z方向移動(dòng)定位在十字線(xiàn)的中間。
通過(guò)打開(kāi)和關(guān)閉圖像模式來(lái)打開(kāi)和關(guān)閉十字光標(biāo)。
激光聚焦后,PFO必須垂直放置在組件上方。
為此,您可以使用Trumpf的編程輔助工具,如圖7所示。
編程輔助工具位于十字準(zhǔn)線(xiàn)的中間。現(xiàn)在圍繞TCP旋轉(zhuǎn),直到引導(dǎo)激光消失在編程輔助工具的孔中。
用戶(hù)要求以毫米為單位的散焦焊接數(shù)字
VW_PFO PFO_Spezial Defokus Set Ueberlagerung = xx Wert Defo_mm Temp_mm/s =10
使用模板疊加LIN或CIRK運(yùn)動(dòng)
用戶(hù)要求用指定模板速度(mm/s)的模板覆蓋插值路徑
VW_PFO PFO_Spezial Template Ueberlagert Ueberlagerung = Template versatz Wert Defo_mm Temp_mm/s =100
VW_PFO PFO_Spezial Template Ueberlagert Ueberlagerung = Vorschub aus Wert Defo_mm Temp_mm/s =100
VW_PFO PFO_Spezial Template Ueberlagert Ueberlagerung = Template anreihen Wert Defo_mm Temp_mm/s
顯示了LIN行駛模式的不同疊加方法。使用了相同的模板(整圈)。
審核編輯:劉清
-
激光器
+關(guān)注
關(guān)注
17文章
2690瀏覽量
62008 -
DPS
+關(guān)注
關(guān)注
1文章
42瀏覽量
20154 -
CAN-bus總線(xiàn)
+關(guān)注
關(guān)注
0文章
4瀏覽量
6256 -
KUKA機(jī)器人
+關(guān)注
關(guān)注
4文章
144瀏覽量
9501
原文標(biāo)題:KUKA機(jī)器人大眾PFO激光飛行焊頭控制方法V4.5
文章出處:【微信號(hào):gh_a8b121171b08,微信公眾號(hào):機(jī)器人及PLC自動(dòng)化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
KUKA重型機(jī)器人
中國(guó)教育機(jī)器人大賽介紹
求KUKA機(jī)器人控制柜三維模型
KUKA機(jī)器人問(wèn)題解答
KUKA庫(kù)卡機(jī)器人伺服驅(qū)動(dòng)器相關(guān)型號(hào)舉例
庫(kù)卡機(jī)器人MGV電源模塊維修
KUKA機(jī)器人伺服驅(qū)動(dòng)模塊維修
沒(méi)有有前輩用LabVIEW控制kuka機(jī)器人c2的經(jīng)驗(yàn)?通訊是怎么做到的?
PFO飛行熱熔激光焊接
KUKA機(jī)器人之PFO飛行焊控制
KUKA KRC5微型小型機(jī)器人控制器介紹
KUKA大眾標(biāo)準(zhǔn)與標(biāo)準(zhǔn)版機(jī)器人程序的不同
- 設(shè)計(jì)技術(shù)
- 可編程邏輯
- 電源/新能源
- MEMS/傳感技術(shù)
- 測(cè)量?jī)x表
- 嵌入式技術(shù)
- 制造/封裝
- 模擬技術(shù)
- RF/無(wú)線(xiàn)
- 接口/總線(xiàn)/驅(qū)動(dòng)
- 處理器/DSP
- EDA/IC設(shè)計(jì)
- 存儲(chǔ)技術(shù)
- 光電顯示
- EMC/EMI設(shè)計(jì)
- 連接器
- 行業(yè)應(yīng)用
- LEDs
- 汽車(chē)電子
- 音視頻及家電
- 通信網(wǎng)絡(luò)
- 醫(yī)療電子
- 人工智能
- 虛擬現(xiàn)實(shí)
- 可穿戴設(shè)備
- 機(jī)器人
- 安全設(shè)備/系統(tǒng)
- 軍用/航空電子
- 移動(dòng)通信
- 工業(yè)控制
- 便攜設(shè)備
- 觸控感測(cè)
- 物聯(lián)網(wǎng)
- 智能電網(wǎng)
- 區(qū)塊鏈
- 新科技
- 特色內(nèi)容
- 專(zhuān)欄推薦
- 學(xué)院
- 設(shè)計(jì)資源
- 設(shè)計(jì)技術(shù)
- 電子百科
- 電子視頻
- 元器件知識(shí)
- 工具箱
- VIP會(huì)員
- 最新技術(shù)文章
- 產(chǎn)品地圖
- 品牌地圖
- 社區(qū)
- 小組
- 論壇
- 問(wèn)答
- 評(píng)測(cè)試用
- 企業(yè)服務(wù)
- 產(chǎn)品
- 資料
- 文章
- 方案
- 企業(yè)
- 供應(yīng)鏈服務(wù)
- 硬件開(kāi)發(fā)
- 華秋電路
- 華秋商城
- 華秋智造
- nextPCB
- BOM配單
- 媒體服務(wù)
- 網(wǎng)站廣告
- 在線(xiàn)研討會(huì)
- 活動(dòng)策劃
- 新聞發(fā)布
- 新品發(fā)布
- 小測(cè)驗(yàn)
- 設(shè)計(jì)大賽
- 華秋
- 關(guān)于我們
- 投資關(guān)系
- 新聞動(dòng)態(tài)
- 加入我們
- 聯(lián)系我們
- 舉報(bào)投訴
- 社交網(wǎng)絡(luò)
- 微博
- 移動(dòng)端
- 發(fā)燒友APP
- 硬聲APP
- WAP
- 聯(lián)系我們
- 廣告合作
- 王婉珠:wangwanzhu@elecfans.com
- 內(nèi)容合作
- 黃晶晶:huangjingjing@elecfans.com
- 內(nèi)容合作(海外)
- 張迎輝:mikezhang@elecfans.com
- 供應(yīng)鏈服務(wù) PCB/IC/PCBA
- 江良華:lanhu@huaqiu.com
- 投資合作
- 曾海銀:zenghaiyin@huaqiu.com
- 社區(qū)合作
- 劉勇:liuyong@huaqiu.com
-
關(guān)注我們的微信

-
下載發(fā)燒友APP

-
電子發(fā)燒友觀察



版權(quán)所有 ? 湖南華秋數(shù)字科技有限公司
長(zhǎng)沙市望城經(jīng)濟(jì)技術(shù)開(kāi)發(fā)區(qū)航空路6號(hào)手機(jī)智能終端產(chǎn)業(yè)園2號(hào)廠房3層(0731-88081133)
電子發(fā)燒友 (電路圖) 湘公網(wǎng)安備43011202000918 工商網(wǎng)監(jiān)
湘ICP備2023018690號(hào)-1
工商網(wǎng)監(jiān)
湘ICP備2023018690號(hào)-1
評(píng)論