 KUKA機器人點焊控制中F130兩次銑削的應用
KUKA機器人點焊控制中F130兩次銑削的應用
F560激活技術包中的SK1
F129、EZ1/SP1選擇,無需開始銑削
F130.EZ1/SP1普通銑削選擇2沖程
F530~EZ1/SP1機器人導向鉗安裝在機器人上。
(如果未設置此標志,并且存在EZ1/SP1,則聲明為靜態鉗子)
F314 ~ EZ1/SP1 Vorw. 快換頭使用鉗1
F315 ~ EZ1/SP1 Vorw.快換頭使用鉗2
F316 ~ EZ1/SP1 Vorw.快換頭使用鉗3
F317 ~ EZ1/SP1 Vorw.快換頭使用鉗4
F130 用于伺服焊鉗的二次夾緊銑削使用. 要配合I43一起使用!
SCHRITT 8 -- ROB EZ1/SP1/KE1 SZ1 --
F312 = AUS -關閉檢測提示-
F313 = AUS –關閉計數提示-
i45 ( EIN ) = i4 -I4=3正常銑削圈數-
i4 ( F99 ) = i43 -如果上次測試i4 = i1-有F99 /
i43=0,將I4值0
i1 ( EIN ) = 0 -I1計數器清零-
T9 ( EIN ) = -40[1/10Sek]-焊鉗關閉超時-
T7 ( EIN ) = -40[1/10Sek]
Schritt 9 = A4039
SCHRITT 9 -- ROB EZ1/SP1 SZ1 --
A835 = (F330 + F331 + !F330 & !F331 & !F332) & !F289 -再次吹氣-
A859 = (F330 + F331 + !F330 & !F331 & !F332) & F289 -(沒用)-
A717 = AUS
A718 = EIN -焊鉗夾緊-
Schritt 10 = (!E717 & E718 + T9) & A4039 -檢測是否夾緊到位-或是超時-
SCHRITT 10 -- ROB EZ1/SP1/KE1 SZ1 --
T9 ( EIN ) = STOP
F325 = T9
A834 = !T7 & !T9 & !F289 -沒有超時故障繼續旋轉-
A858 = !T7 & !T9 & F289 (沒用)
A835 = (F330 + F331 + !F330 &!F331 & !F332) & !T9 & !F289 - 吹氣-
A859 = (F330 + F331 + !F330 &!F331 & !F332) & !T9 & F289
Schritt 11 = (F79 & F98 + F78& F94 & !F287 + F78 & F96 & F287 + T7 + T9) & A4039
-F79正常銑削,F98正常銑削數量到達-F78首次銑削,F94第一次夾圈數滿足-F96第2次夾圈數滿足
SCHRITT 11 -- ROB EZ1/SP1/KE1 SZ1 --
F334 = AUS
t7 ( EIN ) = STOP
A719 = AUS
A718 = AUS
A717 = EIN -焊鉗口打開-
A835 = (F330 + F331 + F332 + !F330& !F331 & !F332) & !F289 -繼續吹-
A859 = (F330 + F331 + F332 + !F330& !F331 & !F332) & F289
F736 = EIN
F329 = T7 + T9 -超時故障-
F96 = (F96 & F78 + F98 &F79) & F287
-F287銑削兩次使用- 首次銑F96第2次夾檢測圈數滿足-F79正常銑削圈數滿足(正常銑削要是激活F130進行2次銑削圈數也是F98=I4=I1)
F98 = !F130 & F98 + F130 &F287 & F98
-F98正常銑削圈數滿足-!F130 & F98只銑一次- F130 &F287 & F98正常銑第2次銑
-F 130正常銑削,銑2次功能-
F287 = F78 + F79 & F130
-F287用于銑削銑第2次用-F78首次銑必須會觸發F287-F79正常銑需要和F130一起使用。
bin3 ( F130 ) = 36
i4 ( F96 ) = i45
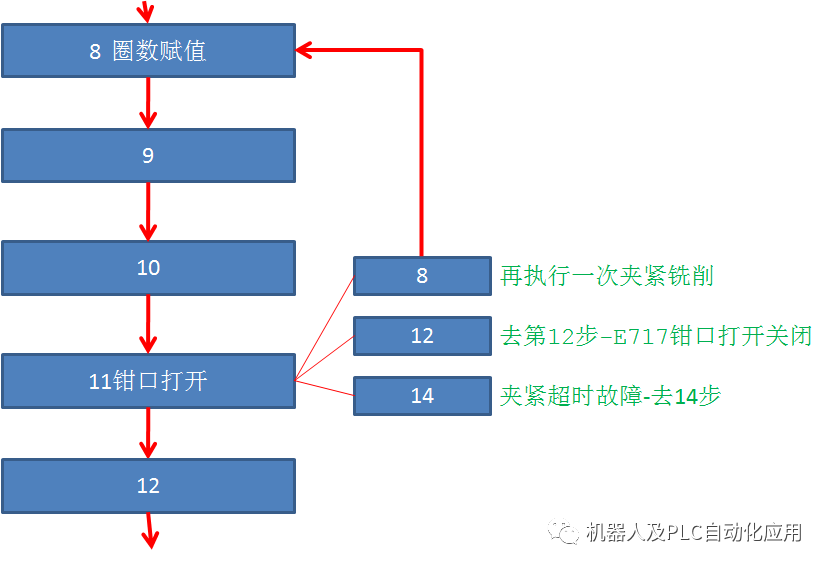
Schritt 8 = E717 & !E718 &(F78 & !F96 + F79 & F130 & !F96) & !F329 & A4039
去第8步再夾第2次-E717鉗口開-首次銑削還沒有F96第2次夾檢測圈數-正常銑削的銑2次功能激活,沒有第二次銑削檢測F96-沒有超時故障-
Schritt 12 = E717 & !E718 &(F79 & F98 & (!F130 + F96) + F78 & F96 + F329) & A4039
去第12步-E717鉗口開-正常銑削F79-F98第1次檢測圈數正常-沒有2次銑削-或用了2次銑削F96第2次圈數滿足-超時故障
Schritt 14 = F325 & (E26 + E27) & A4039 有F325夾緊超時故障-去14步
-
機器人
+關注
關注
213文章
29554瀏覽量
211887 -
計數器
+關注
關注
32文章
2288瀏覽量
96118 -
KUKA
+關注
關注
3文章
218瀏覽量
16921
原文標題:大眾VASS05 KUKA機器人點焊控制中F130兩次銑削的應用
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
KUKA機器人問題解答
KUKA庫卡機器人伺服驅動器相關型號舉例
KUKA焊接機器人伺服電機常見故障及維修處理
庫卡機器人MGV電源模塊維修
機器人系統與控制需求簡介
沒有有前輩用LabVIEW控制kuka機器人c2的經驗?通訊是怎么做到的?
KUKA機器人焊鉗銑削清零方式
KUKA機器人程序中銑削清零方式
KUKA機器人銑削控制





 工商網監
工商網監
評論