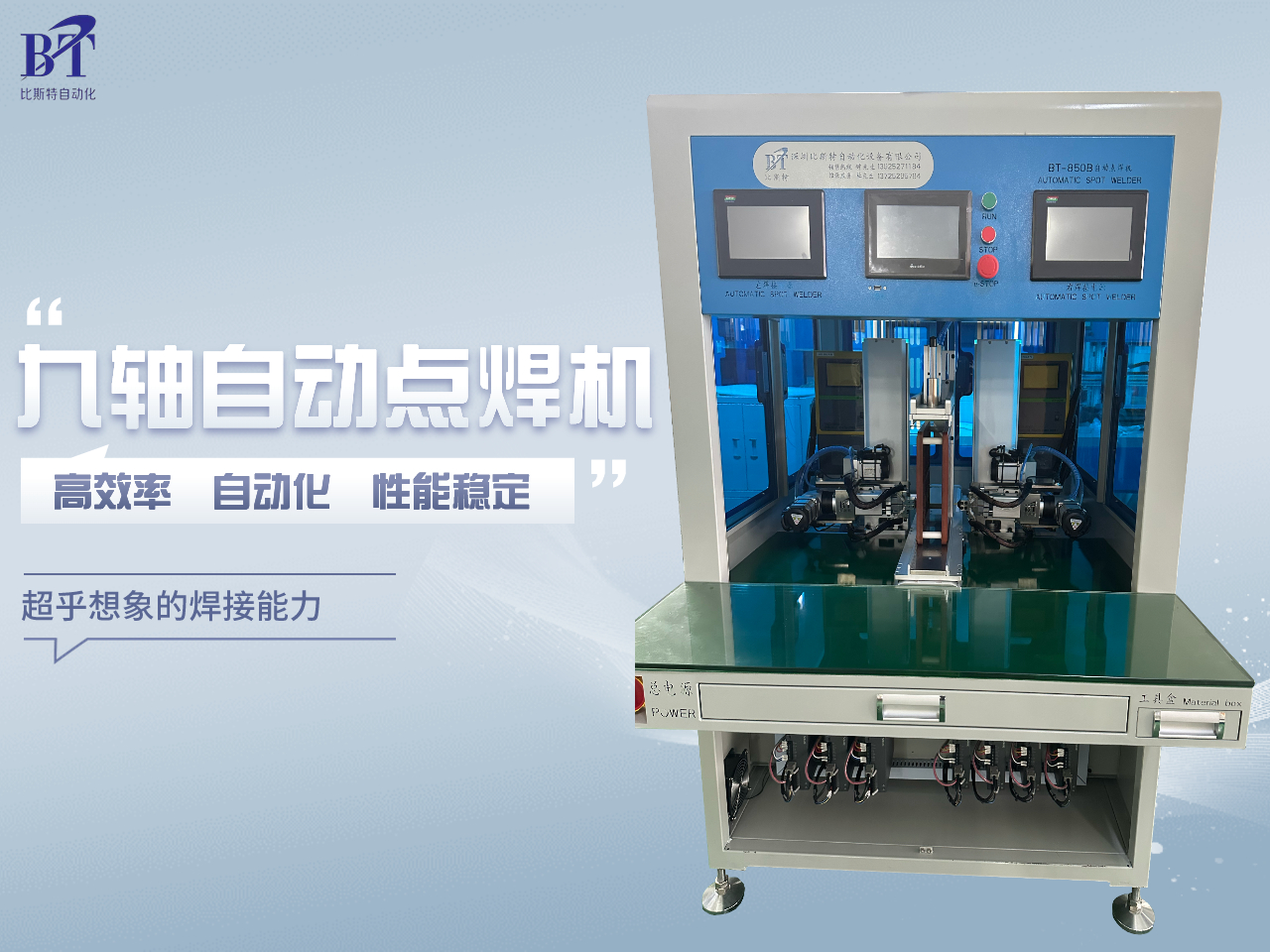
") 氣動(dòng)碰焊機(jī) 鐵片鋼條對焊機(jī) 對焊機(jī)生產(chǎn)廠家
氣動(dòng)碰焊機(jī) 鐵片鋼條對焊機(jī) 對焊機(jī)生產(chǎn)廠家

氣動(dòng)碰焊機(jī) 鐵片鋼條對焊機(jī) 對焊機(jī)生產(chǎn)廠家
對焊機(jī)應(yīng)用
其應(yīng)用范圍可歸納如下:
(1)工件的接長 例如帶鋼、型材、線材、鋼筋、鋼軌、鍋爐鋼管、石油和天然氣輸送等管道的對焊。
(2)環(huán)形工件的對焊 例如汽車輪輞和自行車、摩托車輪圈的對焊、各種鏈環(huán)的對焊等。
(3)部件的組焊 將簡單軋制、鍛造、沖壓或機(jī)加工件對焊成復(fù)雜的零件,以降低成本。例如汽車方向軸外殼和后橋殼體的對焊,各種連桿、拉桿的對焊,以及特殊零件的對焊等。
(4)異種金屬的對焊 可以節(jié)約貴重金屬,提高產(chǎn)品性能。例如刀具的工作部分(高速鋼)與尾部(中碳鋼)的對焊,內(nèi)燃機(jī)排氣閥的頭部(耐熱鋼)與尾部(結(jié)構(gòu)鋼)的對焊,鋁銅導(dǎo)電接頭的對焊等。

閃光對焊
所有鋼和有色金屬幾乎都可以閃光對焊,但要獲得優(yōu)質(zhì)接頭,還需根據(jù)金屬的有關(guān)特性,采取必要的工藝措施。現(xiàn)分析如下:
(1)導(dǎo)電導(dǎo)熱性 對于導(dǎo)電導(dǎo)熱性好的金屬,應(yīng)采用較大的比功率和閃光速度,較短的焊接時(shí)間,預(yù)熱閃光更佳
(2)高溫強(qiáng)度 對于高溫強(qiáng)度高的金屬,應(yīng)采用增大溫塑性區(qū)的寬度,采用較大的頂鍛力。
(3)結(jié)晶溫度區(qū)間 結(jié)晶溫度區(qū)間越大,半熔化區(qū)越寬,應(yīng)采用較大的頂鍛壓力和頂鍛留量,以便把半溶化區(qū)中的熔化金屬全部排擠進(jìn)去,以免留在接頭中引起縮孔、疏松和裂紋等缺陷。
(4)熱敏感性 常見的有兩種情況,第一種是淬火鋼,焊后接頭易產(chǎn)生淬火組織,使硬度增高、塑性降低,嚴(yán)重時(shí)會產(chǎn)生淬火裂紋。淬火鋼通常采用加熱區(qū)寬的預(yù)熱閃光對焊,焊后采用緩慢冷卻和回火等措施。第二種是經(jīng)冷作強(qiáng)化的金屬(如奧氏體不銹鋼),焊接時(shí)接頭和熱影響區(qū)發(fā)生軟化,使接頭強(qiáng)度降低。焊接此類金屬通常采用較大的閃光速度和頂鍛壓力,以盡量縮小軟化區(qū)和減輕軟化程度。
(5)氧化性 接頭中的氧化物夾雜對接頭質(zhì)量有嚴(yán)重危害,因此,防止氧化和排除氧化是提高接頭質(zhì)量的關(guān)鍵。金屬的成分不同,其氧化性的生成也不同。若生成氧化物的熔點(diǎn)低于被焊金屬,這時(shí)氧化物有較好的流動(dòng)性,頂鍛時(shí)容易被排擠出來。若生成氧化物的熔點(diǎn)高于被焊金屬,就必須在被焊金屬還處在溶化狀態(tài)時(shí),才有可能將他們排出。因此,在焊接含有較多硅、鋁、鉻、一類元素的合金鋼時(shí),應(yīng)該采取嚴(yán)格的工藝措施,徹底排除氧化物。
-
對焊機(jī)
+關(guān)注
關(guān)注
0文章
7瀏覽量
6278
發(fā)布評論請先 登錄
動(dòng)力電池氣動(dòng)點(diǎn)焊機(jī):新能源汽車背后的“硬核”力量
電阻焊機(jī)在線監(jiān)測技術(shù)的應(yīng)用與優(yōu)勢分析
點(diǎn)焊機(jī) 碰焊機(jī) LED燈絲點(diǎn)焊機(jī) LED燈絲碰焊機(jī) 上下對焊機(jī) 五金點(diǎn)焊機(jī) 腳踏點(diǎn)焊機(jī)# #電子電工
精密氣動(dòng)點(diǎn)焊機(jī):高效焊接,品質(zhì)之選
松下CO2焊機(jī)維修維修
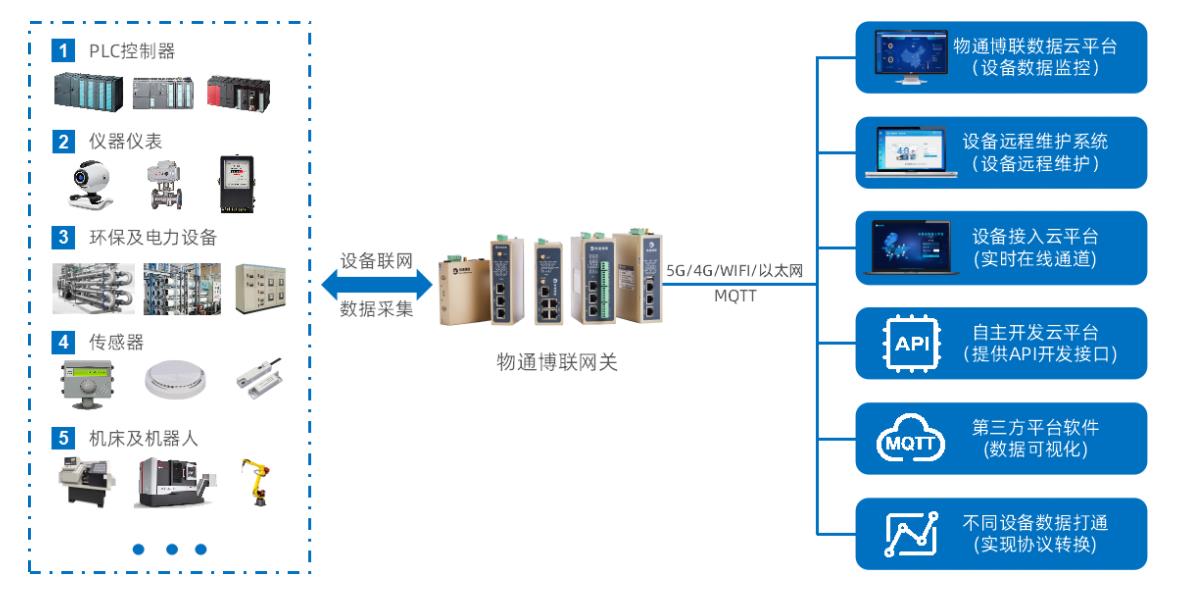
智慧焊機(jī)物聯(lián)網(wǎng)遠(yuǎn)程監(jiān)控系統(tǒng)方案
漫途焊機(jī)安全生產(chǎn)監(jiān)管方案,提升安全生產(chǎn)管理水平!

弧焊機(jī)和電焊機(jī)有什么區(qū)別?舉例分析
汽車電池焊接新選擇:直流動(dòng)力電池氣動(dòng)點(diǎn)焊機(jī)
怎樣選擇適合自己的點(diǎn)焊機(jī)





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論