 激光焊接5種缺陷的解決方式
激光焊接5種缺陷的解決方式

一、裂紋
激光連續焊接中產生的裂紋主要是熱裂紋,如結晶裂紋、液化裂紋等,產生的原因主要是焊縫在完全凝固之前產生較大的收縮力而造成的,填絲、預熱等措施可以減少或消除裂紋。
裂紋焊縫
二、氣孔
氣孔是激光焊接中較容易產生的缺陷。激光焊的熔池深而窄,冷卻速度又很快,液態熔池中產生的氣體沒有足夠的時間逸出,容易導致氣孔的形成。但激光焊冷卻快,產生的氣孔一般小于傳統熔焊。焊接前清理工件表面可減輕氣孔傾向,吹氣的方向也會影響氣孔產生。
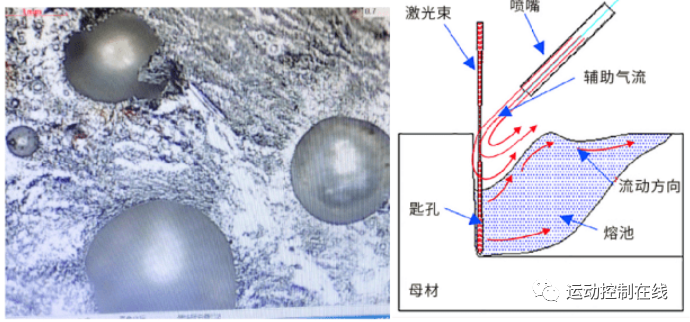 焊縫氣孔(左) ▲焊縫形成過程(右)
焊縫氣孔(左) ▲焊縫形成過程(右)
三、飛濺
激光焊產生的飛濺嚴重影響焊縫表面質量,且會污染損壞鏡片。飛濺與功率密度有直接關系,適當降低焊接能量可減少飛濺。如果熔深不足,可降低焊接速度。
 焊接飛濺
焊接飛濺
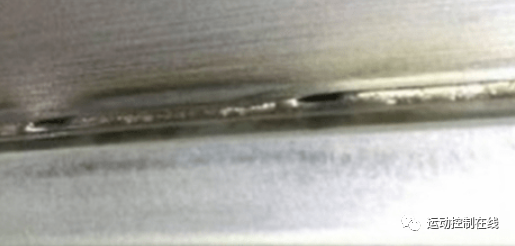
四、咬邊
如果焊接速度過快,小孔后部指向焊縫中心的液態金屬來不及重新分布,在焊縫兩側凝固就會形成咬邊。接頭裝配間隙過大,填縫熔化金屬減少,也容易產生咬邊。激光焊結束時,如果能量下降時間過快,小孔容易塌陷,導致局部咬邊,控制功率和速度相匹配可以很好解決咬邊的產生。
五、下塌
如果焊接速度較慢,熔池大而寬,熔化金屬量增加,表面張力難以維持較重的液態金屬時,焊縫中心會下沉,形成塌陷和凹坑,此時需要適當降低能量密度來避免熔池下塌。
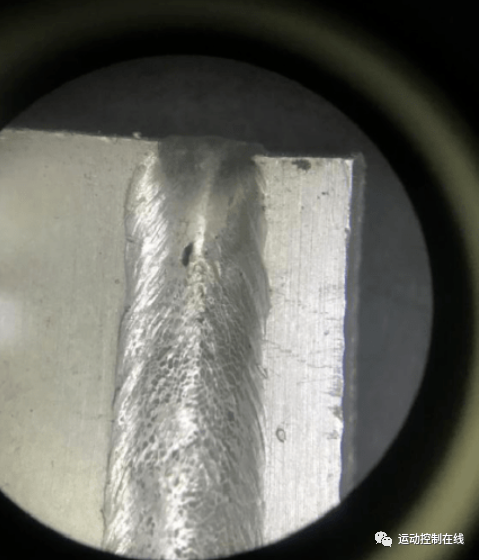
鋁合金焊縫下塌

激光焊接示教系統
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
焊接
+關注
關注
38文章
3430瀏覽量
61541
發布評論請先 登錄
相關推薦
熱點推薦
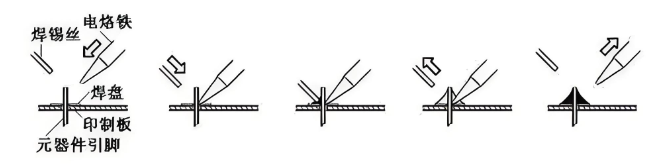
如何克服電路板元件引腳焊接的缺陷
為克服電路板元件引腳焊接的缺陷,松盛光電提供一種既易于操作,又不會使產品產生品質問題,且成本較低的自動化激光焊接方法。

藍光激光焊接技術在焊接銅排的工藝應用
銅排作為一種重要的導電材料,在電力、電子及新能源等領域有著廣泛的應用。傳統的焊接方法,如電阻焊、氬弧焊等,在焊接銅排時往往存在飛濺、氣孔、裂紋等缺陷,影響了

激光焊接技術在焊接銅鎳合金的工藝應用
銅鎳合金因其優異的耐海水腐蝕、防污性能和高溫強度,在艦船、近海工程、化工等領域得到廣泛應用。然而,銅鎳合金的焊接過程中存在一些問題,如易產生晶間裂紋、氣孔等缺陷,因此需要一種高效、可靠的焊接

相比傳統焊接方式,激光焊縫跟蹤系統有哪些優勢?
在工業制造領域,焊接是不可或缺的關鍵工藝。隨著科技的飛速發展,傳統焊接方式已難以滿足日益增長的精度、效率和自動化需求。創想智控激光焊縫跟蹤系統應運而生,以其卓越的性能和顯著的優勢,正引


激光焊接技術在焊接水泵葉輪的工藝應用流程
水泵葉輪作為水泵的核心部件,其質量和性能直接關系到水泵的整體性能和使用壽命。在水泵葉輪的制造過程中,焊接是一個至關重要的環節。傳統焊接方法往往存在焊接質量不穩定、焊縫易產生缺陷等問題,



大研智造激光焊錫技術:無鉛手工焊接缺陷的優化方法"
焊錫技術作為一種新興的焊接方法,以其高精度、高效率和環保優勢,有效解決了傳統焊接過程中的缺陷,提升了焊接質量,實現了生產效率的飛躍。大研智造
激光焊接技術在焊接醫療指引導管的工藝應用
指引導管醫療器械用于在醫療過程中將器械或藥物導入人體內部。指引導管在醫療領域中被廣泛應用,例如在手術、內鏡檢查、化療等過程中。激光焊接技術作為一種高精度、高效率的焊接







 工商網監
工商網監
評論