") 數(shù)控編程入門(mén)知識(shí)科普
數(shù)控編程入門(mén)知識(shí)科普
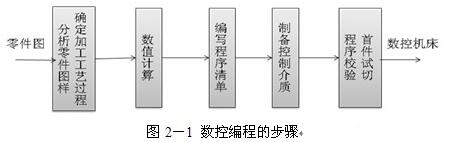
數(shù)控加工程序編制就是將加工零件的工藝過(guò)程、工藝參數(shù)、工件尺寸、刀具位移的方向及其它輔助動(dòng)作(如換刀、冷卻、工件的裝卸等)按運(yùn)動(dòng)順序依照編程格式用指令代碼編寫(xiě)程序單的過(guò)程。所編寫(xiě)的程序單即加工程序單。
機(jī)床坐標(biāo)系和運(yùn)動(dòng)方向的確定
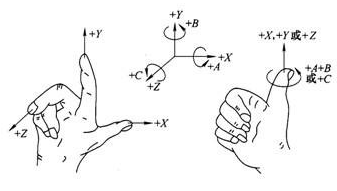
機(jī)床的直線運(yùn)動(dòng)X、Y、Z三個(gè)坐標(biāo)系采用右手笛卡兒直角坐標(biāo)系,如圖11-6所示。坐標(biāo)軸定義順序是先確定Z軸,再確定X軸,最后確定Y軸。對(duì)工件作旋轉(zhuǎn)運(yùn)動(dòng)的機(jī)床(如車(chē)床)以刀具遠(yuǎn)離工件方向?yàn)閄軸的正方向;對(duì)刀具作旋轉(zhuǎn)運(yùn)動(dòng)的機(jī)床(如立式銑床),刀具為Z軸時(shí),面對(duì)刀具主軸向立柱看,右方向?yàn)閄軸的正方向。
三個(gè)旋轉(zhuǎn)軸坐標(biāo)系分別平行于X、Y、Z坐標(biāo)軸,按右手螺紋前進(jìn)方向取為正向。
數(shù)控車(chē)床的基本指令
1)程序格式
加工程序通常由程序開(kāi)始、程序內(nèi)容和程序結(jié)束等三部分組成。
程序開(kāi)頭為程序號(hào),用于加工程序的開(kāi)始標(biāo)識(shí),程序號(hào)通常由字符“%”及其后的四位數(shù)字表示。
程序結(jié)束可用輔助功能M02(程序結(jié)束)、M30(程序結(jié)束,返回起點(diǎn))等來(lái)表示。
程序的主要內(nèi)容由若干個(gè)程序段(BLOCK)組成,程序段是由一個(gè)或若干個(gè)信息字組成,每個(gè)信息字又是由地址符和數(shù)據(jù)符字母組成。信息字是指令的最小單位。
2)程序段格式
目前常用的是字地址程序段格式,應(yīng)用標(biāo)準(zhǔn)是JB3832-85。
下面是一個(gè)典型的字地址程序段格式:
N001 G01 X60.0 Z-20.0 F150 S200 T0101 M03 LF
其中, N001―表示第一個(gè)程序段
G01―表示直線插補(bǔ)
X60.0 Z-20.0―分別表示X,Z坐標(biāo)方向的移動(dòng)量
F,S,T―分別表示進(jìn)給速度、主軸轉(zhuǎn)速、刀具號(hào)
M03―表示主軸按順時(shí)針?lè)较蛐D(zhuǎn)
LF―表示程序段結(jié)束
3)數(shù)控系統(tǒng)中的基本功能代碼
(1)程序段序號(hào):N10、N20…
(2)準(zhǔn)備功能:G00-G99 是使數(shù)控裝置作某種操作的功能。
G代碼分為模態(tài)代碼和非模態(tài)代碼兩種。所謂模態(tài)代碼是指某一G代碼(G01)一經(jīng)指定就一直有效,直到后邊程序段中使用同組G代碼(G03)才能取代它。而非模態(tài)代碼只在指定的本程序段中有效,下一段程序需要時(shí)必須重寫(xiě)(如G04)。
a.快速點(diǎn)定位指令G00
G00指令是模態(tài)代碼,它命令刀具分別以點(diǎn)定位控制方式從刀具所在點(diǎn)快速運(yùn)動(dòng)到下一個(gè)目標(biāo)位置。它只是快速定位,而無(wú)運(yùn)動(dòng)軌跡要求。
其指令書(shū)寫(xiě)格式是:G00 X_Z_;刀具實(shí)際的運(yùn)動(dòng)路線不是直線,而是折線,所以使用G00指令時(shí)要注意刀具是否和工件急夾具發(fā)生干涉,忽略這一點(diǎn),就容易發(fā)生碰撞,而在快速狀態(tài)下的碰撞更加危險(xiǎn)。
b.直線插補(bǔ)指令G01
直線插補(bǔ)指令是直線運(yùn)動(dòng)指令,也是模態(tài)代碼。它命令刀具在兩坐標(biāo)或三坐標(biāo)間以插補(bǔ)聯(lián)動(dòng)方式按指定的F進(jìn)給速度(單位為mm/min)作任意斜率的直線運(yùn)動(dòng)。
其指令書(shū)寫(xiě)格式是:G01 X_Z_F_;F指令也是模態(tài)指令,它可以用G00指令取消。如果早G01程序段之前的程序段沒(méi)有F指令,則機(jī)床不動(dòng)。因此,G01程序中必須還有F指令。
c.圓弧插補(bǔ)指令G02/G03(采用笛卡爾坐標(biāo)判斷)
圓弧插補(bǔ)指令命令刀具在指定平面內(nèi)按給定的F進(jìn)給速度作圓弧運(yùn)動(dòng),切削出圓弧輪廓。在車(chē)床上加工圓弧時(shí),不僅要用G02/G03指出圓弧的順逆時(shí)針?lè)较颍肵Z指定圓弧的終點(diǎn)坐標(biāo),而且還要指定圓弧的半徑。
其指令書(shū)寫(xiě)格式是:G02/G03 X_Z_R_;
(3)輔助功能:用來(lái)指定機(jī)床的輔助動(dòng)作(如機(jī)床的啟停、轉(zhuǎn)向、切削液的開(kāi)關(guān)、主軸轉(zhuǎn)向、刀具夾緊松開(kāi)等〕
M00-程序暫停
M01-程序計(jì)劃暫停
M02-程序結(jié)束
M03-主軸正轉(zhuǎn)(CW)
M04-主軸反轉(zhuǎn)(CCW)
M05-主軸停轉(zhuǎn)
M06-加工中心換刀
M07、M08-冷卻液開(kāi)
M09-冷卻液關(guān)
M10-工件夾緊
M11-工件松開(kāi)
M30-程序結(jié)束,返回起點(diǎn)
M03和M04指令之間必須用M05指令使主軸停轉(zhuǎn)后進(jìn)行。
(4)進(jìn)給功能F
如果采用直接指定法,在F后面直接寫(xiě)上要求的進(jìn)給速度,如F1000,表示進(jìn)給量是1000mm/min);車(chē)螺紋、攻絲和套扣時(shí),由于進(jìn)給速度與主軸轉(zhuǎn)速有關(guān),F(xiàn)后面數(shù)字是指定的導(dǎo)程。
(5)主軸功能S
S指定主軸轉(zhuǎn)速,如S800,表示主軸轉(zhuǎn)速為800r/min。
(6)刀具功能T
指令數(shù)控系統(tǒng)進(jìn)行換刀,用地址T和其后的4位數(shù)字來(lái)指定刀具號(hào)和刀具補(bǔ)償號(hào)(刀具偏置號(hào))。前2位是刀具序號(hào):0~99,后2位是刀具補(bǔ)償號(hào):0~32。每一刀具加工結(jié)束后,必須取消刀具補(bǔ)償。
刀具序號(hào)可以和刀盤(pán)上的刀位號(hào)相對(duì)應(yīng);
刀具補(bǔ)償包括形狀補(bǔ)償和磨損補(bǔ)償;
刀具序號(hào)和刀具補(bǔ)償號(hào)不必相同,為方便起見(jiàn)也可一致。
在數(shù)控裝置中,程序的記錄是靠程序號(hào)來(lái)辨別的,即調(diào)用程序或者編輯程序都要通過(guò)程序號(hào)來(lái)調(diào)出。
a.程序編號(hào)的結(jié)構(gòu):O ;
“O”后面數(shù)字用4位數(shù)(1~9999)表示,不允許為“0”。
b.程序段順序號(hào):在程序段前加上順序號(hào),如:N ;
“O”后面數(shù)字用4位數(shù)(1~9999)表示,不允許為“0” 。
工件坐標(biāo)系的設(shè)定
工件安裝在卡盤(pán)上,機(jī)床坐標(biāo)系與工件坐標(biāo)系一般是不重合的,為便于編程,應(yīng)建立一個(gè)工件坐標(biāo)系,使刀具在此坐標(biāo)系中進(jìn)行加工。
G50 X Z
該指令規(guī)定刀具起刀點(diǎn)或換刀點(diǎn)至工件原點(diǎn)的距離,坐標(biāo)X,Z為刀尖在工件坐標(biāo)系中的起始點(diǎn)位置。
對(duì)于有刀具補(bǔ)償功能的數(shù)控機(jī)床,其對(duì)刀誤差可以通過(guò)刀具偏移來(lái)補(bǔ)償,所以調(diào)整機(jī)床時(shí)的要求并不嚴(yán)格。
數(shù)控車(chē)床的基本對(duì)刀方法
常用的對(duì)刀方法有三種:試切對(duì)刀法、機(jī)械檢測(cè)對(duì)刀儀對(duì)刀、光學(xué)檢測(cè)對(duì)刀儀對(duì)刀。
采用G50 U W 可以使坐標(biāo)系產(chǎn)生平移,用新的坐標(biāo)值代替舊的坐標(biāo)值,使機(jī)床坐標(biāo)系與工件坐標(biāo)系相互取代。應(yīng)當(dāng)注意,在機(jī)床坐標(biāo)系中,坐標(biāo)值是刀架中心點(diǎn)相對(duì)于機(jī)床原點(diǎn)的距離;而在工件坐標(biāo)系中,坐標(biāo)值是刀尖相對(duì)工件原點(diǎn)的距離。
審核編輯:湯梓紅
-
編程
+關(guān)注
關(guān)注
88文章
3685瀏覽量
94923 -
程序
+關(guān)注
關(guān)注
117文章
3824瀏覽量
82501 -
數(shù)控系統(tǒng)
+關(guān)注
關(guān)注
5文章
263瀏覽量
24812 -
數(shù)控加工
+關(guān)注
關(guān)注
0文章
61瀏覽量
10371
原文標(biāo)題:玩轉(zhuǎn)這些,你數(shù)控編程就入了門(mén)!
文章出處:【微信號(hào):AMTBBS,微信公眾號(hào):世界先進(jìn)制造技術(shù)論壇】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
單片機(jī)編程入門(mén)知識(shí)
科普電涌的知識(shí)
數(shù)控編程知識(shí)簡(jiǎn)介
GNU Emacs Lisp編程入門(mén)
數(shù)控編程基礎(chǔ)
數(shù)控機(jī)床編程CAI課件
數(shù)控車(chē)床編程入門(mén)知識(shí)淺析
數(shù)控車(chē)床編程入門(mén)知識(shí)
數(shù)控編程的方法有幾種_數(shù)控編程的步驟
plc編程入門(mén)基礎(chǔ)知識(shí)
數(shù)控機(jī)床編程入門(mén)
數(shù)控等離子切割機(jī)編程入門(mén)(等離子數(shù)控切割機(jī)編程教學(xué))

關(guān)于半導(dǎo)體存儲(chǔ)的最強(qiáng)入門(mén)科普





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論