 鎂合金半固態注射成型應用與案例
鎂合金半固態注射成型應用與案例

摘要:鎂合金半固態注射成型技術是一項新型加工技術,已經廣泛應用于汽車、5G、3C和軍工等行業,有著較好地應用前景。本文對鎂合金半固態注射成型原理與設備、與壓鑄比較后半固態注射成型優點和鎂合金成型原料(坯料)制作的介紹,還列舉了筆電零件(A面外殼、 D面底盒、C面鍵盤面板),汽車零件(電子控制器外殼、導航系統監視框架、液晶顯示器外殼)和其他零件(自行車前叉、無人機電池外殼 )鎂合金零件應用案例情況,并作了詳細地描述,同時也根據產品情況講述了模具要求和鎂合金零件脫模后加工方式。通過這些案例分享,使人們認識鎂合金半固態注射成型技術在輕量化建設中作用。
鎂合金作為最輕的工程金屬材料,被譽為“21世紀的綠色工程材料”,鎂合金的密度為 1.74-1.85g/cm3、比鋁合金輕36%、比鋅合金輕73%、僅為鋼的1/4左右,因而其強度比和剛度比較高,另外具有優良的阻尼性、電磁屏蔽性、減振性、切削加工性和拋光與表面處理性能。鎂合金在汽車、電子、3C產品、航天和國防軍事等工業領域具有及其重要應用價值和廣闊的應用前景,隨著很多金屬礦產資源的日益枯竭,鎂以其資源豐富而日益受到重視,特別是輕量化技術和環保要求刺激鎂工業的發展,鎂合金的應用成了世界性的熱點。傳統的鎂合金成型主要有熱室壓鑄,冷室壓鑄,半固態壓鑄等。目前,鎂合金加工以半固態注射成型得到了較好地發展,本文就鎂合金半固態注射成型應用和案例做些分享,讓人們更多地了解這項工藝技術。 1 鎂合金半固態注射成型介紹
1.1半固態射出成型原理
金屬半固態現象是麻省理工大學弗萊明斯教授1971年發現。鎂合金半固態射出成型工藝研發僅30年,成熟裝備制造僅20年,半固態成型技術以其高效、節能、近凈形生產以及成型件高性能等優點得到了人們廣泛關注。在中國市場,只有日本制鋼所JSW一家公司提供半固態鎂合金注射成型機,沒有國產設備的一席之地。這項技術長期被國外壟斷,在安全環保要求下是對傳統鎂合金加工工藝全面替代。我國鎂合金半固態注射成型工藝起步比較晚,以鎂合金半固態注射成型為核心的加工生產路線,與傳統壓鑄路線有極大的區別。“如塑料注塑般簡易快捷,如塑料注塑般安全環保”。成型設備現在打破了壟斷,國內廠家研制設備成功并推向市場。鎂合金半固態注射成型設備與注塑成型機工作原理相近。較多的注塑機生產廠家直接生產半固態射出機取得很好效益,如國外日本制鋼所(JSW)和國內伊之密等公司。加工設備如圖1所示。
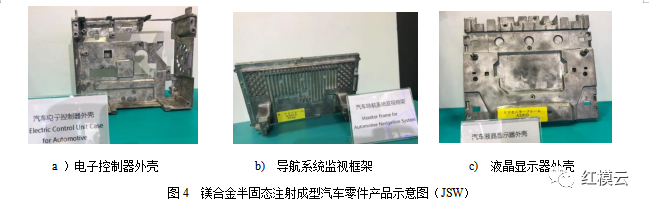
半固態射出成型原理:半固態注射成型與注塑成型工作原理相近。首先將鎂合金錠加工切制成細顆粒狀,鎂合金顆粒原料依靠負壓、重力作用下輸送到料筒中,在料筒熱熔并旋轉的螺桿使合金顆粒向模具方向運動,當其通過料筒的加熱部位時,合金顆粒呈現適合注射的熔融態或半固態,通過精確的溫度控制和螺桿的剪切作用形成的一種含有固相成份(半固體的枝晶組織的合金轉變成顆粒狀初生相組織),將鎂合金加熱至582±2℃,以高速0~ 5m/s將半固態漿料注入封閉的模具型腔中成型,加工原理如圖2所示。
鎂合金件的成型工藝比較簡單,其為原料鎂合金錠→鎂合金顆粒→半固態注射成型→少量機加工→表面處理→著色噴涂→成品。而半固態注射成型由塑膠射出成型衍生應用在金屬的成型制程,其工藝流程:噴涂脫模劑→合模→射出→成型→取出成型件。這半固態注射成型工藝中融合了注塑和壓鑄特點,料筒加熱螺桿進料和噴嘴等屬于注塑特點,高速注射系統(氮氣瓶裝置起到聚蓄能量作用)和模具結構等屬于熱室壓鑄模具特點。半固態注射成型工藝更加類似于注塑成型工藝,被公認是21世紀最發展前途的制造工藝之一。
1.2 鎂合金半固態注射成型優點
與傳統的壓鑄成型相比較,鎂合金半固態注射成型具有如下優點。安全:與壓鑄相比,沒有高溫熔煉金屬設置和金屬液轉移,杜絕工傷事故。環境:不用熔煉爐,無煙氣火焰、無熔煉殘渣勞動環境好。精密:產品精度達0.01mm,后加工量很小,空腔零件最薄0.3mm,一件產品上最厚最薄可相差100倍。節約:不要完全液化,不需熔化鎂合金和不要保溫,能耗降低60%,模具熱沖擊減小,模具壽命延長2~4倍,余料可以回用,工作場地比壓鑄節約30%。高產:單機產能高效,可以連續生產。密度:金相組織致密,產品缺陷少,力學指標比壓鑄提升20%。穩定:耗材壽命長,機械運行穩定檢修周期可達20萬次。簡單:復雜金屬件中最為簡捷成型工藝。智能:自動化程度高,可實現無人操作,遠程維護等。
1.3 鎂合金半固態注射材料
目前,鎂合金材料應用較多地是鎂合金AZ91D。AZ91D屬于鑄造鎂合金類代表性的材料,主要依靠壓力模具鑄造輔以后加工的方式加工,可以用電泳等表面方式改變外觀。特點是強度比高且耐腐蝕較純鎂大幅提高,主要用于電器產品的殼體、小尺寸薄型或異型支架等。A代表金屬鋁Al,Z代表金屬鋅Zn,9代表鋁的含量為9%,1代表鋅的含量為1%,最后的D為辨識代碼(國標 GB/T5153-2003)。材料性能有密度1.82g/cm3,熔點596°C,導熱系數72W/Mk,抗拉強度250MPa,延伸率7%,強度比154,楊氏模量44.8GPa。目前半固態組織坯料制備方法有很多,根據原材料所處的狀態不同,可將其歸納為三類:液態法,固態法和其他方法。半固態注射成型原材料為3~5mm的鎂合金屑,先有AZ91D鎂合金鑄錠加工成切屑,加工方式有機械加工或熱壓加工。還有通過鎂合金半固態漿料制備方法,有較多種攪拌方式。例如電磁攪拌制備的半固態合金漿快速凝固,并鑄造成一定長度的坯料。這些加工方式要產量和規模來擇優選擇。
2 鎂合金零件應用案例
2.1 筆電零件注射成型情況
鎂合金半固態注射成型主要有料筒和模具溫度的控制,料筒溫度在530℃~610℃之間。模具溫度在270℃~ 320℃之間,配置模溫機,模具上有加溫循環系統。筆電產品屬于薄壁件產品,熔融溶體進入模腔時,溶體冷卻速度快,為了滿足產品的要求,注射速度也是控制的重點,設備具備0~ 5m/s注射速度調整與控制范圍。筆電零件中用鎂合金半固態射出成型有A/D面(A/D殼)為鎂鋰合金,C面(鍵盤面板)為鎂鋁合金。其模具結構與傳統熱室壓鑄模有相似之處。模具上是有偏心進料,有分流錐,有排氣槽和集渣包等,需要考慮熱平衡系統設計,只是在注射力上沒有傳統熱室壓鑄的大。如圖3所示。

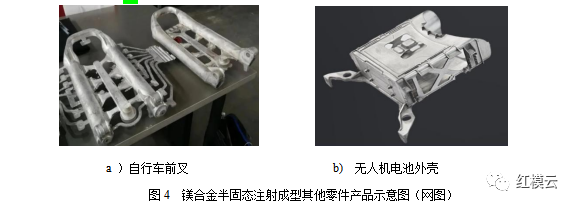
圖3(a)為筆電的D底盒產品結構相對比較簡單,注射成型工藝上不會遇到較多的困難,模具上排氣和集渣包設置不是很多,進料系統相對簡單。圖3(b)為筆電的C鍵盤面板產品結構相對比較復雜,有許多網格化的細小筋格,給注射成型工藝帶來較多的困難,每個細小筋格不能有熔接痕(也稱接縫線,是強度薄弱的地方)是這個產品成型的難點,能做到沒有熔接痕,在模具上做到進料均勻,排氣通暢,輔助于工藝上調整,能夠達到要求。因此,C鍵盤面板模具的進料系統、排氣和集渣包等設置比D底盒模具要多,并且復雜多了,注射工藝的調整也有一定的難度。目前筆電零件中用鎂合金半固態射出成型有A/D面(A/D殼),C面(鍵盤面板),具體成品如圖4所示。

2.2汽車零件注射成型情況
目前,鎂合金在汽車上應用零件大致有2類:(1)殼體類。如空調機外殼、變速箱體、發動機前蓋、儀表板等;(2)支架類。車鏡支架、轉向支架、剎車支架、座椅框架等。汽車輕量化將是未來發展趨勢,汽車所用燃料的60%消耗在汽車自重上,汽車自重每減輕10%,其燃油效率提高5%以上;汽車自重每降低100kg,每百公里油耗可減少0.7L左右,每節約1L燃料可以減少CO2排放2.5g,年排放量減少30%以上。所以減輕汽車重量對環境和能源的影響非常大,汽車輕量化重要性很大。下面來介紹一些鎂合金半固態成型技術在汽車領域的應用。
我國汽車廠家鎂合金應用起步較晚,目前一汽、東風和上海等廠家已經在應用,如桑塔納轎車的變速箱殼體,殼蓋及離合器外殼等應用鎂合金約8.5kg,總之,還遠遠落后與西方工業發達國家,鎂合金在汽車上應用潛力還很大。當然,汽車上還有很多零件可以應用鎂合金材料,對輕量化發展是未來可期。
2.3其他零件注射成型情況
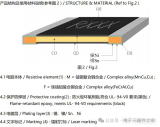
鎂合金在其他零件上應用主要還是輕量化方面的需要,如圖5所示的零件。圖5a為自行車前叉原用鋼管焊接重量較重,用鎂合金的重量僅1kg,這個涉及安全的零件,對致密度要求很高,而且有氣密性要求。在伊之密UN650MGII半固態鎂合金注射成型機加工而成。圖5b為無人飛機電池外殼,模具成型腔數1x1,產品(長寬高)130x136x65 mm,重量52.2g,成型周期為30s,產品厚度:(0.4~0.6)mm,較好地解決產品重量和屏蔽作用。
2.4 鎂合金零件注射成型后加工
鎂合金半固態注射成型零件或產品,從注射脫模出來需要一定的后加工,先去毛刺飛邊檢驗等,進入機加工,把模具上不能完成的工序通過機加工(一般用CNC)來完成,達到裝配要求。隨后是作表面處理,起著提高材料表面質量、抗腐性、耐磨性,賦予材料表面的特殊性能。其有陽極氧化,電泳,微弧氧化(MAO),粉末噴涂,PVD真空鍍,噴砂,納米涂層,表面做拉絲效果等工藝,這些工藝的選用都是根據零件的要求而選擇。
3結束語
鎂合金半固態注射成型是一項新型加工工藝,猶如塑料注塑般簡易快捷,被認為是21世紀最具有發展前途的制造工藝之一。目前鎂合金半固態注射成型在筆電、航空、軍工、高鐵、5G、無人機、汽車、醫療、戶外康體等領域輕量化零件生產的最佳裝備,優勢突出具有廣闊的應用前景。國內已經應用到鎂合金半固態注射成型工藝,主要加工設備有進口和國產,尤其是國產設備研發具有領先優勢,大幅度降低設備購置費用、使用成本和產品制造成本,工藝技術日趨完善。目前,我國應用鎂合金半固態注射成型加工起步晚,但是我國追趕的速度快,隨著在各個行業的應用,對推動整個技術生態鏈的發展,包括材料、設備、模具、工藝和后加工技術等全面發展,趕超西方發達國家水平未來可期。
-
模具
+關注
關注
1文章
174瀏覽量
18748 -
電子控制器
+關注
關注
0文章
40瀏覽量
7494 -
鎂合金
+關注
關注
0文章
19瀏覽量
6737
原文標題:鎂合金半固態注射成型應用與案例
文章出處:【微信號:gh_e972c3f5bf0d,微信公眾號:艾邦加工展】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
濾波器抗沖擊需求激增,鋁鎂合金外殼能否扛住考驗?
機械、半固態、全固態激光雷達有何區別?誰更適合自動駕駛?

電機磁鋼輪注射模設計
半固態電池狂飆!全固態2027年碾壓?揭秘萬億賽道生死局
RF-Labs手工成型電纜組件
談談單通道注射泵的組成系統
電池技術深析:半固態電池與NMC三元鋰電池的多維解讀


一體成型電感材質探秘:鐵粉、合金粉、羰基粉的特性與差異

旺詮合金電阻的分類
微流控流量控制系統之微量注射泵






 工商網監
工商網監
評論